P025304_CH.hwp
|
|
|
- 재림 어
- 5 years ago
- Views:
Transcription
1 산자부부품 소재기술개발사업최종보고서 TFT - LCD 절단용초정밀다이아몬드 커터제조기술개발 2003 년 12 월 30 일 주관기업 - 주식회사코디스 위탁기관 - 천안공업대학 - 1 -
2 최종보고서제출서 2003년부품 소재기술개발사업에의하여완료한 TFT-LCD 절단용초정밀다이아몬드커터제조기술개발에관한기술개발사업의최종보고서를별첨과같이제출합니다 총괄 ( 관리 ) 책임자 : 장동빈 ( 인 ) 주관기관 : ( 주 ) 코디스 ( 인 ) 산업자원부장관귀하 - 2 -
3 제출문 산업자원부장관귀하 본보고서를 2001년도부품소재기술개발사업에서선정되어기술개발을완료한기술개발과제 TFT - LCD 절단용초정밀다이아몬드커터재조기술에관한기술개발 ( 기술개발기간 : ) 의최종보고서로제출합니다 부품소재기술개발사업자 : ( 기관명 ) ( 주 ) 코디스 ( 대표자 ) 윤주환 ( 직인 ) 위탁기관 : ( 기관명 ) 천안공업대학 ( 대표자 ) 김성헌 ( 직인 ) 총괄책임자 : 정화윤 ( 인 ) 동사업요령제33조 ( 수행성과의이용촉진 ) 에따라수행성과가이용되지아니하는경우수행성과의공개및기술이전기관등록, 산업계, 학계, 관련연구기관등으로의배포에동의합니다
4 관리번호 부품ㆍ소재기술개발사업보고서초록 과제명 TFT-LCD 절단용초정밀다이아몬드커터제조기술개발 키워드 TFT-LCD/ 샌드위치형 / 다이아몬드빙 소결체 / 커터 / 전용연삭기 / 스크라이 개발목표및내용 1. 최종개발목표 TFT-LCD 절단용초정밀샌드위치형다이아몬드커터제조기술에관한기초기술력을확보하여, 초고온고압프레스에서샌드위치형다이아몬드소결체를제조하여극소형초정밀다이아몬드커터휠을가공하기위한전용연삭장비를설계를통하여제작하여다음과같은최종개발목표를정하여추진하였다. - 직경 2.5mm TFT-LCD 절단용초정밀다이아몬드커터개발 - 외경각도가공을위한전용기개발 : 각도 ( ) 범위로다이아몬드소재가공 - 칫수허용도 : 진원도 (5μm이내), 외. 내경 (±0.01mm) - 수명 : 기존초경휠수명의 10배이상향상 2. 당해연도개발내용및결과특허화된 LCD 절단용샌드위치형다이아몬드소결체를합성하여, 이를커터로만들기위한연삭가공전용기를설계제작하여다이아몬드커터를국산화하는것이목적. 최종년도에서는다이아몬드업자 2-4μm을가지고미세한조직의샌드위치형다이아몬드소결체를합성하여 l차 Prototype 전용연삭기에서시제품을제작하여성능평가를완료하였으며, 개발당시초경소재커터보다는최고 15배이상의성능을확보하였고, 초미립자다이아몬드소결체를진행중이며, 내경과원주에지부변형을주어특성을증가하는실험을하고있다. 최근일본에서도휠에지부특정형상의제품이나왔지만아직미검증중이다. - 1차시제품제작외부 Test 결과 ( 초경 200M, 다이아몬드 1,100M) - 최종시제품제작외부 Test 결과 ( 최고 3.600M 이상나옴, 샌드위치형다이아몬드커터 ) - 특허 1건등록 : 특허제 호 ( 등록일 : ) ( 발명의명칭 : 다이아몬드소결체를갖는액정화면디스플레이용커터 ) - 4 -
5 3. 기대효과 ( 기술적및경제적효과 ) 본개발완료시점인 2004년부터는대형TV용으로 LCD수요가늘어전체 9,000만대이상으로급속한성장을할것이다. LCD인유기EL 분야도성장하고있기때문에 LCD 절단용커터시장규모가 2,500억원성장시약 200억원이상의수입대체효과가예상된다. 4. 적용분야기존초경합금의 10배수명이가능한 TFT-LCD절단용다이아몬드와초경합금의샌드위치형커터개발을완료함으로서외국제에경쟁력을확보하여, LCD, POP, Glass, Ceramics 뿐만아니라반도체에관련한초정밀절삭용공구로서도활용가치가많아졌다. 또한초고온고압기술로제조되는초경합금 / 다이아몬드 / 초경합금으로이루어진 3층접합체를제조하는기술과난삭재인다이아몬드를연삭가공할수있는전용가공기계의제조기술을활용할분야는넓기때문에잠재적인기대효과는대단히크다고할수있다
6 목차 제 1 장서론 제 1 절서론제 2 절연구의필요성및목적 제 2 장샌드위치형다이아몬드소결체의개발제 1 절서론제 2 절연구개발의목적및필요성제 3 절연구개발의내용및범위 (1,2차년도) 제 4 절연구개발결과 제 3 장초정밀다이아몬드커터가공기술개발제 1 절서론제 2 절연구개발의목적및필요성제 3 절연구개발의내용및범위 (1, 2차년도 ) 제 4 절연구개발결과 제 4 장초정밀다이아몬드커터제조기술에관한연구의결론제 1 절최근관련기술의동향제 2 절향후기대효과및활용방안제 3 절기술개발애로사항제 4 절최종연구개발의결론 제 5 장위탁기술개발의내용및결과제 1 절위탁기술개발의목표및실적제 2 절위탁개발의결과내용제 3 절성능평가 부록 1. Cutter 고정 JIG 모델링 2. 시작품전용기모델링 3. 전용기진동성능결과 - 6 -
7 제 1 장서론 제 1 절서론 지난 10여년동안과학적발전은지난수십년동안결과를능가할정도로엄청나게성장했다. 매일새로운기술들이쏟아져나오고교통통신부터의학에이르기까지모든분야에있어획기적인전환이이뤄지고있다. 20세기후반부터급격히진행되는세계화 (globalization) 는생산과소비뿐만이아니라우리생활전반을바꾸고있다. 이러한세계화는기술혁신의한결과로서직접적으로는디지털혁명의산물이라고할수있다. 현재는세계화와기술이불가분의관계로발전하고상호발전을가속화하는단계에이르렀다. 차세대성장산업은산업혁명이후계속해서발달해온거대산업의문제점을보완해주고환경친화적이고인간중심적인새로운산업혁명을선도해나갈차세대의핵심산업으로발전할산업이라고할수있다. 21세기우리나라의경제성장을이끌어갈견인차와같은차세대성장동력산업중하나로 디스플레이 가지정된것은매우고무적이다. 특히한국이세계 1위를차지하고있는 TFT-LCD( 초박막액정표시장치 ) 산업은기술혁신적이며자연친화적인특성을갖고있다. 우리나라의정보디스플레이산업은 1960년대흑백TV 브라운관이최초로국산화개발된이후천연색TV 브라운관시대를거쳐서, 지난 95년부터는 TFT-LCD기술과 PDP( 플라즈마표시장치 ) 기술등 평판디스플레이 제품들이개발되면서지난해에는연간 100억달러에달하는수출실적을기록했다. 반도체및컴퓨터, 휴대용전화기등과함께우리나라의전자제품가운데수출효자상품으로각광을받고있는첨단기술산업이다. 초기에는그원천기술을대부분미국과일본등선진국으로부터도입했다. 그러나지난 95년부터정부와산업계가제품개발에성공함으로서세계 1위의제조기술을보유한디스플레이강국으로부상했다. TFT-LCD와같은디스플레이산업은디지털TV와휴대폰등전방산업에도필수적이지만, 신소재와정밀가공기술등후방산업에도파급효과가큰산업기반기술이다
8 그림 1. TFT-LCD 구조 - 8 -
9 그림 1. 의 TFT-LCD는반도체공정기술, 회로, 광학, 실장기술이복합된기술로서 21세기정보화시대를맞으면서뛰어난표시특성과검증된양산성으로사회전반적으로폭넓게받아들여지고있다. TFT-LCD가다른디스플레이와대비해서경쟁력의우위를가지게된주원인은해상도, 칼라표시, 화질, 저전력소비에있다. Note PC를시작으로한 TFT-LCD의응용은 CDT를대체하는데스크탑모니터로확산되고, 더나아가 LCD TV 및 AV용으로그응용범위를넓혀가고있다. LCD는정보화및디지털화의시대적요구에상용함으로산업적으로발전가능성이풍부하며, 기술적으로아직성숙한단계가아니고많은개선을필요로하는개발선상에있다. TFT-LCD 전체를기술적으로보면고체물리, 유기화학, 회로공학, 광학, 인간공학등의복합적인지식을필요로하고이론이정립되지않은부문도많고, 물리적인설명을필요로하는부문도많다. 우선 Full Color화와멀티미디어대응에대한본격적인휴대용정보기기로서의실용화를위해서는칼라및백라이트효율을포함한광범위한광학연구, 또한스위칭소자인 TFT 공정의단순화, 구동회로의개선더욱경박화되고조립이간편한실장기술의개선, 액정모드의연구등이지속적으로이루어져야하는복합된기술이므로많은분야의참여를필요로하고있다. 차세대고도정보화사회에서는 인간과기계간의인터페이스 가지금에비해서점점더중요한역할을하는시대가될것이다. 이시대에필요로하는디스플레이로서 TFT-LCD는이미그우수성을인정받은상태이다. 이는 LCD가정보화시대가요구하는디지털장비점, 전류구동이아닌전압구동장치이므로대면적화가가능한장점등을기본특성으로가지기때문이다. 약 25년전최초의 TFT-LCD 샘플이표시장치로서의가능성을보여준이래 80년대중반일본을중심으로전개된기술개발과 90년대의양산개시및 90년대중반부터의일본과한국의본격적인시설투자및양산으로이어지면서많은 flat panel display 후보기술중선두주자로서그위치를확고히해나가고있다. LCD 패널의양산이중요시되는현시점에서수율과연관되는많은문제가그동안의양산경험및장비의발달로해결이되고있다. 그러나노트북분야에실용화된기술이 LCD 모니터및 LCD TV 분야에서는동일하게적용되지못하고기술적장벽이산재해있는현황이다. 우선화면이 17인치급이상으로증가될때생기는문제들은다양하다. 대화면, 고정세, 고휘도에따르는기술적문제는수율감소등공정상의난이도뿐만아니라패널의 charging 특성이감소됨으로인한새로운설계개념과구동기술을필요로하고있다. 대형 LCD 모니터에서는기본적으로광시야각이요구되고이는그동안양산해왔던 TN 모드의전면적인포기와새로운광시야각구조와공정을필요로하게되었다
10 향후전개될액정 TV 분야에서는그난이도측면에서 LCD 기술이도전해야할기술적쟁점으로생각된다. 광시야각은물론이고고휘도, 고색재연성, 대화면을필요로하고이모든것을만족하면서동화상표시에요구되는응답속도가향상된신규액정모드의개발을필요로하고있다. 향후 40인치급 HDTV를높은생산성과고품위화질을가지고생산할수있게될것을기대한다. 지금의 LCD 표시성능은 CRT애근접하게되었지만총체적인평가에서는 CRT에못미치고있다. 경제적인면에서의투자효율, 생산성에의한높은가격문제등이있다. 이러한의미에서 LCD는아직기술적으로산업적으로아직개발단계에있고공정기술, 검사기술, 평가기술등많은개선을하여이제는 CRT에비교하여능가하게되었다. 향후의 TFT-LCD의주요과제를요약하면인치당원가절감을할수있는혁신적공정및재료개발, 액정모드의완벽한시야각달성및응답속도의근본적개선, 20인치급이상의대화면, 고해상도 TFT-LCD의생산성을높이는새로운가공기술의개발, 구동회로와시스템과의 integration, 저온 Poly-Si 기술의가속화및플라스틱기판의실용화이다. TFT-LCD 관련기술은템포를더해가면서진전해가고있지만위의목표를달성하기위해서는한단계도약하는혁신기술이요구된다. 본연구는 TFT-LCD를초정밀하게절단하는다이아몬드커터제조기술에대한연구과제로서 TFT-LCD 원판절단과 TFT-LCD 기판을단위패널별로절단하여분리시키는데사용되는스크라이빙공정에관련된커터에대한연구이다. 일반적으로액정표시장치는박막트랜지스터가배열된박막트랜지스터기판과칼라필터가인쇄된컬러기판으로구성되며, 상기칼라필터기판과박막트랜지스터기판사이에액정층이형성되어있다. TFT-LCD의제조공정을그림 2. 에나타내었다
11 그림 2. TFT-LCD 제조공정도개략도
12 그림 2. 은일반적으로적용되는 LCD의제작과정을도시한흐름도로서, 먼저다수개의박막트랜지스터 (TFT) 및화소전극이형성된박막트랜지스터기판과칼라필터및공통전극이형성된칼라필터기판을준비한다. 그리고박막트랜지스터 (TFT) 기판과칼라필터기판상에배향막을형성한다. 배향막형성은고분자박막의도포와러빙 (Rubbing) 공정을포함하며, 상기고분자박막을통상적으로배향막이라한다. 배향막은박막트랜지스터기판전체에균일한두께로도포되어야하고, 러빙또한균일해야한다. 러빙은액정의초기배열방향을결정하는주요한공정으로, 배향막의러빙에의해정상적인액정의구동이가능하고, 균일한디스플레이 (Display) 특성을갖게된다. 일반적으로배향막은유기질의유기배향막인폴리이미드 (polyimide) 계열이주로사용된다. 러빙공정은천을이용하여배향막을일정한방향으로문질러주는것을말하며, 러빙방향에따라액정분자들이정렬하게된다. 그다음은배향막이형성된박막트랜지스터기판또는칼라필터기판에씰패턴 (seal patten) 을형성한다. 액정셀에서썰패턴은액정주입을위한캡형성과주입된액정을새지않게하는두가지기능을한다. 씰패턴은열경화성수지를일정하게원하는패턴으로형성시키는공정으로, 스크린인쇄법이주류를이룬다. 그후스페이서 (Spacer) 를산포한다. LCD 제조공정에서칼라필터기판과박막트랜지스터기판사이에캡을정밀하고균일하게유지하기위해일정한크기의스페이서가사용된다. 따라서상기스페이서산포시박막트랜지스터기판에대해균일한밀도로산포해야하며, 알코올등에스페이서를혼합하여분사하는습식산포법과스페이서만을산포하는건식산포법등을사용할수있다. 스페이서산포공정이끝나면, 칼라필터가인쇄된칼라필터기판과박막트랜지스터와화소전극이배열된박막트랜지스터기판의합착공정이진행된다. 박막트랜지스터기판과칼라필터기판의합착배열은각기판의설계시주어지는마진 (Margin) 에의해결정되는데, 보통수마이크론의정밀도가요구된다. 두기판의합착오차범위를벗어나면, 빛이새어나오게되어액정셀의구동시원하는화질특성을기대할수없다. 다음공정은본연구개발에서핵심인절단공정이다. 연속공정을거쳐제작된 LCD기판을단위패널별로절단한다. LCD 기판의절단공정은유리기판보다경도가높은초경합금재질이나다이아몬드재질의휠을이용하여기판표면에수직크랙을형성하는스크라이브 (Scribe) 공정과상기크랙이형성된기판에힘을가해절단하는브레이크 (Break) 공정으로이루어진다. 그림 3. 에도시한바와같이스크라이브공정은기판의절단선을따라휠을이동시키면서기판에수직크랙을형성한다. 스크라이빙시형성된수직크랙으로는기판을분리시킬수없기때문에브레이크바 (break bar) 를이용하여크랙이형성된기판의반대쪽에힘을가해줌으로써, 크랙을완전히절단시켜기판을분리시킨다
13 ( 용어설명 ) * wheel 진입부 : scribe wheel이진입한흔적 * wheel mark : wheel 이지나가면서생기는자국 * 수직 crack : wheel mark를핵으로 Glass 내부응력에의해진행한 crack * 수평 crack : wheel이지냐면서 Glass 응력에의해주변에생기는 crack, chip발생의원인이됨. * 수직 crack은클수록, 수평 crack은작으면서부드러운형상일수록불량발생많아짐 그림 3. 스크라이브공정개략도
14 스크라이브공정에서수직크랙을형성하기위해쓰이는커터는대부분수입품인초경합금소재의커터이며, 지금은다이아몬드소재의커터가사용되고있다. 일반적으로초경합금 (Hard metal, 또는 Cemented carbides) 이란원소주기율표에서 Ⅳa, Ⅴa, Ⅵa 족에속하는 9종류의천이금속탄화물을대상으로하며, 이들탄화물의분말에철족금속 (Fe, Co, Ni 등 : 주로 Co를사용함 ) 을접합제로첨가하여소결한합금의총칭이다. 인류가오늘날의과학기술문명을꽃피우게된것은산업혁명이후개화되기시작한기계문명초기부터현재에이르기까지기계제작의보조수단인공구및공작기계의이용과개발이동시에이루어졌기때문이다. 금속가공기술의주요소는정밀성, 신속성, 능률성인데, 공작기계의개량이나더욱높은정밀도의측정방법을도입함으로써가공기술의정밀성은대단히향상될수있는데비하여가공속도나능률성의향상은주어진공구재료에의하여제한을받아왔다. 절삭가공기술의초기단계에는탄소강이공구재료에사용되었으나절삭가공속도는수 m/min에불과했다. 그후고속도장이개발되고, 이것을 Taylor와 White가공구재료에도입함으로써절삭속도는크게증가되어 20-40m/min에도달하기에이르렀다. 그후가공기술에획기적인발전에결정적인기여를한탄화물과접합금속으로이루어진소결초경합금제의절삭공구재료가개발됨으로써주철, 강을위시한비금속피삭재료의절삭에 100 m/min 이상의가공속도를낼수있게되었으며, 어떤특정한경금속의절삭가공에서는 1,000 m/min의초고속절삭도가능하게되었다. 초경합금재료는우수한내마모성, 고온강도, 탄성률등의특성을가지므로비절삭용공구재료에도널리응용되고있다
15 초경합금의성능향상을위한많은연구에의하여절삭공구의경우에는절삭성능의향상을위하여화학증착 (CVD) 법, 물리증착 (PVD) 법에의하여경질층을피복한피복합금이개발되었으며, WC의입도가 0.3μm인초미립자초경합금, 열간정수압소결 (HIP) 에의하여제품중의최대한 Pore를제거한합금등이제조되고있다. 일반적으로직경이 1μm이하의입자를초미립자라고부르며, 정확하게는입자의크기가대단히작게되어감에따라물질이본래부터가지고있던성질과는상이한특성을나타내는크기의입자를의미한다. 따라서대상으로하는물질의성질에의하여그한계의입도는반드시일정하다고는할수없다. 초미립자의특성은계면효과와체적효과로크게나눌수있다. 구형의입자를예로들면표면적은직경 d의제곱에비례하고체적은입경 d의세제곱에비례하므로입자의체적과표면의비, 즉비표면적은입경의역수 1/d에비례한다. 입경 d가극도로작게되면비표면적은상대적으로팽대하게된다. 입경이 1μm일경우는비표면적이약 1 m2/ cc로되고, 입경이 0.01μm (100A) 일경우는비표면적이약 10 m2/ cc된다. 이것을표면에있는원자와전체원자의비율로환산하면원자의직경을 a라할때약 a/d=2a의경우, 1μm의입자에서는 2x10-4, 0.01μm의입자에서는 2x10-2 으로된다. 즉초미립자일수록표면의비율이크게된다. 초미립자는체적이대단히적어서원자의수가적고질량이작다는등을원인으로하는여러가지현상을무한개의원자가일정한크기의체적중에들어있다고가정한종래의물성으로는도저히설명할수없는점이많이있는데, 이것을체적효과라부른다. 예를들면종래의고체열진동은격자진동에한하므로고체그자체는움직이지않으나, 가볍고작은초미립자의경우는격자뿐만아니라입자전체의진동도고려하지않으면안된다. 초미립자의상한계는전술한바와같이물질본래의특성에차이를나타내는크기에달려있지만그하한계는있을수밖에없다. 입자가극도로작게되어원자 1개에이르게되면이것은원자의성질로서이해해야한다. 또원자가몇개모인분자라는집단은마찬가지로분자의성질을나타낸다. 고분자라고불리는것들중에는수천개이상의원자가모여서이루어진것도있으나이것역시분자이다. 금속원자가수개로부터수백개모인것도있으나이것은크러스터 (Cruster) 라고부른다. 원자의수가많은크러스터를초미립자라고하기도하지만그한계는분명하지않다. 크러스터와초미립자의큰차이는크러스터에는수명이있는것도포함되어있어서그것을검출하는수단은질량분석이나전자선, 분자선의산란에의한간접적인방법밖에없으나초미립자는원자현미경에의한직접적인관찰이가능하며, 다량으로포집하여초미립체를얻을수있다는점이다. 초미립자초경합금은고경도, 고강도, 고내마모성을겸비한것으로서저속절삭에서는우수한성능을발휘한다. TFT-LCD 절단용으로도다이아몬드소재가적용되기전에는초미립자초경합금이사용되었다
16 초미립자초경합금은고경도, 고강도, 고내마모성을겸비한것으로서 Co량이나첨가물에따라특성과성능을변화시킨초미립자초경합금으로서특히, TFT-LCD 스크라이빙시저속절삭이면서인선에압착물이발생하기쉽고압착물의탈락에따른손상이공구의수명을저해시키는원인이되며, LCD가루가표면에흡착되면, 제품불량의원인이된다. 이압착물의분리손상에강한초미립자초경합금은보통입도의초경합금보다수명이길고, 또 HSS보다내마모성이우수한특징을갖고있다. 또한플라스틱같은연한재료의절삭에는약간의공구마모에의하여절삭이둔화되면 Needle이나반송물이발생하고, 이것이공구의수명을짧게한다. 이경우에초미립자초경합금을사용하면공구수명이현저하게연장되어생산능률이향상될뿐만아니라임상면도양호하게된다. 초경합금의용도중에는고장력이면서가공경화되기쉬운재료의절삭에는절삭저항이크기때문에공구인선의결손이나변형이발생한다. 또절삭열의발생도크게되어인선온도가현저하게상승하기때문에크레이터 (crated) 마모, 열균열, 융착등의손상을일으키기쉽게되어절삭이곤란하게된다. 이와같은난절삭재에대하여고온경도및강도가높고, 압착에대한절삭열의발생이적은초미립자초경합금은보통입자초경합금보다우수한성능을발휘한다. 충격에의한결손이나티핑에강한초미립자초경합금은프레이즈 (fraise) 절삭이나단속절삭에도그성능이우수하다. 일반금형공구에는보통입도의초경합금을사용한것이많으나초미립자초경합금은날카로운모서리 (edge) 를가진초정밀의커터에적합하게사용되어왔다. 즉, 초미립자초경합금은보통의내마모, 내충격용공구재로서도충분한성능을가지고있으며, 특히날카롭고강인한인선을필요로하는경우에적합한특징을갖고있다. 상기의초미립자초경합금보다더우수한성능을가지고있는재료는다이아몬드소재밖에없으며, 다이아몬드미분말을고온초고압에서소결하여만든공구는초경재료를쉽게가공할수있다
17 탄소원소로구성된결정에는흑연 (Graphite) 과다이아몬드가있다. 다이아몬드는면심입방격자결정구조로이루어졌으며강한공유결합을하므로지구상에서제일단단한물질로알려져있다. 이러한다이아몬드는자연에서채취한다이아몬드와인공으로합성된다이아몬드로얻어지는데결정구조상단결정과다결정으로분류될수있다. 자연석다이아몬드중절삭공구로서의의미가있는것은단결정형태의것이다. 자연석다이아몬드중에도다결정구조가있지만인공으로합성된다이아몬드가다결정이고가격면이나특성면에서우수하므로자연석다결정다이아몬드는절삭공구로서의미는없다. 단결정다이아몬드의중요한특성은경도, 강성또는탄성계수와같은기계적특성의이방성이다. 이와같은이방성때문에단결정다이아몬드를절삭공구로연삭가공할때최대강도가나오는방향, 즉 (1, 1, 1) 면에평행한방향으로절삭력이걸리도록공구인선을잡아주어야한다. 또한다이아몬드는고온에서철과친화력이좋아철계금속을가공하기어렵고, 벽개성때문에미소한벽개편이이탈되는박리현상이나타나는특성이있다. 자연석단결정다이아몬드공구의인선에는입자경계 (Grain Boundary) 가존재하지않으므로매우높은표면조도가요구되는초정밀가공에적합하다. 인조합성다이아몬드는흑연탄소를촉매와함께고압하에서 1500C 이상으로가열하여제조된다. 이때얻어지는인조다이아몬드는수백마이크로크기의작은업자들이므로 Co 결합제를섞어고압에서고온프래싱을하여고형화 (Consolidation) 한다. 고형화된다이아몬드는약 mm두께의판재로만들어지는데경질합금모재에브레이징하여약 3 mm두께로만들어인서트로사용한다. 만들어진인조다이아몬드공구는등방성재료이므로경도등의기계적성질에방향성이없다. 그러나단결정다이아몬드와같은공구인선을얻을수가없지만내마멸성도매우크며외부충격에덜민감하여절삭공구로우수하다. 인조다이아몬드공구는경도가매우높으므로심한연마재가들어있는비철금속의절삭가공에적합하며, 특히알루미늄실리콘합금의가공에효과적이다. 그러나철또는강철의절삭가공에는철의탄소에대한친화성때문에적합하지않다. 절삭가공시나타나는접촉부분의높은온도때문에다이아몬드는흑연화되어철과반응하게되며이로인하여공구마멸이심해진다. TFT-LCD 재질과같은소재를초정밀하게절단하기위해서는경도가높은다이아몬드를사용하게된다. 다이아몬드소결체제조는일반적으로다이아몬드초미립자알갱이를금속촉매와혼합하여펠릿화한후초경합금위에다층상으로겹쳐서고온-초고압하에서소결한다. 본연구개발에서는제 1 초경기판과제 2 초경기판사이에샌드위치형으로결합하여내마모성을크게향상시키도록다이아몬드소결체를갖는액정화면디스플레이용커터제조기술을확립하는것이다
18 제 2 절연구의필요성및목적 제2의반도체산업이라고말하는 TFT- LCD 기술은다양한환경에서높은신뢰성, 높은이동성 ( 휴대의편이성 ), 높은환경친화성등의장점을갖고있어서가정용 TV, 의료용모니터, 개인휴대용운항시스템은물론, 군사용및우주과학용표시장치등에활용되고있고시장규모가급격히팽창하고있다. 국내의 TFT- LCD 생산기술은외형적인면에서국제경쟁력을확보하고있으나원료및가공장비등을선진국에의존하고있어서장기적인국제경쟁력확보가관건이되고있다. TFT- LCD 산업이내실있는국제경쟁력을확보하기위해서는일본및미국에서수입하는생산장비뿐만아니라부품, 절단용커터와같은주변기술의확보를위한기반기술의개발이시급하다. Table 1. 은기존 CRT를능가한 TFT-LCD 모니터의특성을나타내었다. Table 1. CRT/TFT-LCD 모니터의특성비교표 특성 17 CDT 모니터 15 TFT 모니터 비고 휘도 35 FL 60 FL A 중량 20 kg 7 kg Depth 480 mm 150 mm Safety 방폭필요상대우위 O 소비전력 110 W 40 W A 전자파 TCO 95 만족 상대우위 O 수명 12,000 hrs 15,000 hrs 발열 상대열세 40 msec O P 응답속도 상대우위 상대우위 H 시야각 상대우위 120 ~160 H Flicker 고주파 부분 Flicker 색표현 상대우위 - 가격 (Retail) $ 500 $ 1500 A 용도별 A : AI l, H : Home, O : Office, P : ProfessionalI
19 기존 TV도한단계업그레이드될것이며, 향후 2-3년이내에는게임방, 영화관, 박물관등에서 3차원디스플레이가선을보일것이다. 대형 TV나벽걸이 TV는지금의브라운관 TV처럼대중화될것이다. 생산을위한가공산업부분에서사용되는 LCD 절단용커터류의 2001년국내시장규모는약 80억원에이르며전량수입에의존하고있다. 약 500억원규모의세계시장은 LCD산업이그만큼중요한산업임을보여주는것이다. 향후 LCD생산장비의국산화를위한과제는이산업의국제경쟁력확보를위하여꼭필요한기술개발과제이다. LCD를초정밀절단하는커터로서의다이아몬드커터는초고온고압조건에서미크론크기의다이아몬드분말을합성소결시킨다결정질소결체로서, 중앙인선부의다이아몬드경도부와높은인성을갖는초경합금소결체를양쪽에삼층접합시켜제조된다. 이렇게제조된다이아몬드커터는커터용도이외에도다결정질다이아몬드의고내마모성을이용한응용분야에도사용할수있다. LCD를초정밀절단하는커터류의제조공정에서중요한점은커터가극소형이기때문에난삭재인다이아몬드소결체를가공하기위해서는극소형난삭재를가공할수있는전용가공장비제조기술이전제되어야한다. 난삭재가공용전용연삭장비개발이야말로극소형정밀부품의가공에필요한필수기술이라할수있다. 이부품ㆍ소재기술개발사업은 TFT - LCD를초정밀하게절단하는커터를제조하기위하여초고압기술을응용하여다이아몬드분말을고온고압에서소결하여강하고치밀한소결다이아몬드커터의재료를제조하여, 이를 TFT - LCD 커터로써제조하기위해서는커터가극소형크기이면서재료자체가난삭재이기때문에전용연삭가공기를설계및제조하여 TFT - LCD 초정밀다이아몬드커터를국산화하는것을목적으로하는연구이다. 다이아몬드합성에관한연구는 1950년말에실제응용되기시작한이래많은발전을거듭해왔다. TFT - LCD를정밀하게절단하는커터로서의다이아몬드커터는초고온고압조건에서미크론크기의다이아몬드분말을합성소결시킨다결정질소결체로써중앙인선부의다이아몬드경도부와높은인성을갖는초경합금소결체를양쪽에삼층접합시켜제조된다. 이렇게제조된다이아몬드커터는커터용도이외에도다결정질다이아몬드의내마모성을이용한응용분야에도적용확대시킬수있다
20 TFT - LCD를정밀하게절단하는커터류의제조공정에서중요한점은커터가극소형이기때문에난삭재인다이아몬드소결체를가공하기위해서는재래식연삭, 연마공정을통해서는품질및생산성면에서경쟁력이떨어지기때문에극소형난삭재를가공할수있는전용가공장비제조기술이전제되어야하기때문에위탁기관을통하여가공메카니즘이해를통해주요부품과설계를하여설치적용될수있는연삭휠및극소형피삭제를지지할수있는클램프등을개발하여 1차 Prototype을조립제작하여야한다. 난삭재가공용전용연삭장비개발이야말로극소형정밀부품의가공에필요한필수기술이라할수있다. 앞으로의 LCD산업이초고속성장함에따른절단용커터의수요가급증할것에대비하여특허로인증된샌드위치형다이아몬드커터를국산화하는것은수입대체효과뿐만이아니라필수소재의기술력확보와극소형난삭재를가공하기위한전용연삭가공에설계및제조기술의확보라는면에서매우중요하다. 본연구는 TFT-LCD와같이비금속제로된각종피절단물을절단할때에피절단물에스크라이브라인을생성시켜주는데사용되어지는 TFT-LCD 초정밀절단휘일의절단홈을성형시켜주기위한초정밀절단커터를기존의초경합금소재로제조되었던것을특허화된샌드위치형다이아몬드소재로제조하는연구이다. 그림 3. 은통상적으로사용되어지는 Glass 절단을도식적으로그린것이며, Glass 절단휘일은헤드의하단에설치되어절단파지부의내부에설치된동격수단에의해소정의속도로회전시키면서 Glass와같은피절단물의표면에직선또는곡선의스크라이브라인을형성시킬때에적용된다. Glass 절단기에장착하여사용되어지는 Glass 절단휘일은일정한두께와원판형상으로외주는스크라이브라인으로되는중심선을기준으로그양측에는외측으로경사지는경사면이형성되어있으며, 외주중심선상의스크라이브의각도를이루고있다. 기존의초경재질의절단휘일의방법은스크라이브라인에절단홈을성형시키는컷팅디스크의컷팅면이거칠고균일하지못하였으므로절단홈간격과깊이도성형시킬수없었을뿐만아니라절단홈의내면이거칠게성형되어지는문제점이있었다. 인접하는절단홈의기저부끼리의간격즉커팅돌부간격을일정하게유지하지못하여커팅홈간격과커팅돌부간격으로이루어지는피치가일정하지못하였으므로 Glass 절단휘일의품질을떨어뜨리는문제가있었으며생산성도현저히떨어지는문제도있었다. 기존의절단휘일의피치및깊이가일정하지못한종래의 Glass절단휘일을 Glass와같은피절단물에스크라이빙시키게되면피절단물에는스크랩라인이발생되어지고동시에스크랩라인의주변에는수평크랙이불규칙하게발생될뿐만아니라크랙이불균일하고피절단물의저면에까지형성되지못하였다. 따라서피절단물을분리시키더라도스크랩라인과불규칙한크랙에의해분리가원활하게이루어지지못하였을뿐만아니라연속적으로분리시킬수도없는문제가있었고, 분리면이불규칙한상태를유지하게되어피절단물의품질을현저하게떨어뜨리는문제점이있다
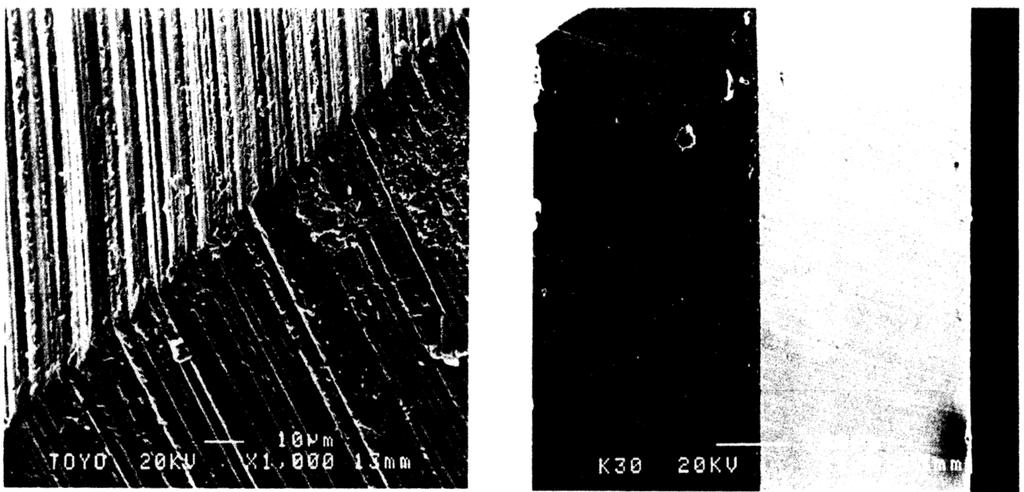
 을한후소정의캡상태로유지하며경화시키는공정의다음단계이다. 이와같이액정화면디스플레이용커터는반도체생산라인에서는크라이브라인을따라절단하는다이싱 (Dicing) 공정, 웨이퍼의완전절단공정, 힘을가하여절단하는브레이킹공정전에사용하고있다. 종래액정화면디스플레이용커터는사진 1. 에나타내었다.")
21 제 2 장샌드위치형다이아몬드소결체의개발 제 1 절서론 일반적으로컴퓨터산업, 디지털영상부분의핵심인칩 (Chip) 의소재가되는실리콘웨이퍼 (Silicon Wafer) 나액정셀 (Cell) 의가공및절단공정에커터공구류가사용되고있다. 액정화면디스플레이 (LCD) 의제조공정에는강화유리기판두장이합착된기판을스크라이브하고절단하는공정이필요하다. 절단공정은셀단위의절단과액정주입을위해어셈블이완료된기판의실 (Seal) 을한후소정의캡상태로유지하며경화시키는공정의다음단계이다. 이와같이액정화면디스플레이용커터는반도체생산라인에서는크라이브라인을따라절단하는다이싱 (Dicing) 공정, 웨이퍼의완전절단공정, 힘을가하여절단하는브레이킹공정전에사용하고있다. 종래액정화면디스플레이용커터는사진 1. 에나타내었다. 대부분을수입에의존하고있으며, 초경합금재질로이루어져있다. 사진 1. TFT - LCD 절단용커터 SEM 사진

22 TFT-LCD 절단용커터는원형의커터몸체와, 몸체의사방둘레를따라일체로형성된절단날부로이루어졌다. 기존의커터재질은대부분이초경합금으로이루어졌다. 초경합금은탄화텅스텐 (WC), 탄화티타늄 (TiC) 등매우단단한금속간화합물의분말과결합제로서코발트등의분말을섞은것을압축성형후고온으로소결한합금이다. 이와같은구조로이루어진기존의커터는몸체에사진 2. 의다이싱바를끼워고속으로회전하면서액정화면디스플레이의표면을스크라이빙하게된다. 사진 2. TFT-LCD 절단용커터의다이싱바 ( 내경편 ) 그러나무엇보다액정화면디스플레이의표면은경도가높지않아다이싱및절단시소성변형 (Plastic strain) 이일어나커터의절단날부의마모로인한다이싱폭이넓어질수있으며, 액정화면디스플레이는칩핑 (Chipping ; 절단날부의깨짐 ) 이나백사이드크랙 (Backside Crack; 웨이퍼후미의깨짐 ) 이발생되는문제점이있었다. 이러한문제점등을해결하기위해다이아몬드분말과소결조제를혼합하여다이아몬드소결체를생성하고, 이를제 1초경기판과제 2초경기판사이에샌드위치형으로결합하여내마모성을크게향상시키는다이아몬드소결체를갖는액정화면디스플레이커터를제조하는원천기술을확보하는것이다. Tabie 2. 에는다이아몬드소결체와초경합금소재 (K10) 와의기계적, 물리적성질을비교하였다
23 Table 2. 다이아몬드소결체와초경합금 (K10) 성질비교 물성치 다이아몬드소결체 초경합금 (K10) 경도 (Hv, ) 6,500-8,000 1,500-1,600 항절력 (kgf/ mm2) 탄성률 ( kg / mm2) 압축강도 (kgf/ mm2) 열전도율 (cal/cm.sec. ) 열팽창계수 ( ) 10-6/ 5 4-6/ 지난수년간의연구경험을바탕으로양질의다이아몬드소결체를합성하기위한기술을개발하면서얻은 Know-how를바탕으로초경합금 (WC - Co) 지지체위에다이아몬드층을놓고소결시킨일반적인다이아몬드소결체를만드는방법과는달리상하면에초경합금지지체를놓고그중간층에다이아몬드소결체를만드는샌드위치형다이아몬드소결체제조기술은더욱난이도를요하는기술이다. 특히다이아몬드입자크기가미세한경우 (2~4 μm정도 ) 소결이힘들었으며소결후의미세조직도매우불균일하고비정상입자성장이심하였다. 비정상으로자란다이아몬드입자의크기는사용한분말크기의몇배이상의크기에달하였다. 이러한문제점들때문에 1차년도에서는양질의소결체를만드는데다이아몬드크기를 8~12 μm, 4~6 μm 2 종류의 Type 에집중적으로실험을하였다. 이렇게만들어진다이아몬드소결체를표면, 두께, 구멍가공을통하여원하는 LCD 커터용도로만들기위해서는극소형크기인커터의뾰족한날부분의각도를날카롭게연삭가공을행하여야하는데, 크기가소형이면서난삭재재질이기때문에종래의연삭가공장비로서는한계가있기때문에연삭가공시스템을확립할목적으로연구, 개발을통해초정밀가공기의설계및제작기술을확보하여 TFT - LCD 를절단하는종래의초경합금커터보다 10 배이상의수명을발휘할수있는다이아몬드커터를제조하는기술을확립하는것이본연구의범위로한다
24 최근소형, 경량화및저소비전력등의장점으로음극선관의대체품으로각광을받고있는액정표시기 (Liquid Crystal Display, 이하 LCD라표기함 ) 모듈은 LCD 패널내부에주입된상태로전기신호에의하여광을통과및차단시키는광셔터성질을갖는액정을이용한평판표시장치이다. 능동형액정표시장치중가장널리사용되는박막트랜지스터 (Thin Film Transitor; 이하 TFT로표기함 ) 액정표시장치는크게 TFT기판과 TFT기판을마주보도록부착되는칼라필터기판및액정으로구성된다. 이와같은 TFT기판과칼라필터기판은약 6장의 LCD단위셀이동시에형성가능한두장의대형유리모기판에각각의구성요소들이형성된다. TFT기판용유리모기판에는복수의게이트라인들과, 게이트라인들과서로수직교차되도록형성된복수개의데이터라인들과, 게이트라인들과데이터라인들의각교점에형성된박막트랜지스터소자들및화소전극들이형성된다. 또한나머지한장의유리모기판인칼라필터기판에는적, 녹, 청의칼라필터층과블랙매트리스, 및대향전극이형성된다. 블랙매트리스는컬러필터층간의빛의혼입을방지하는동시에 TFT 기판의박막트랜지스터가오프상태에서동작하는것을방지하는역할을한다. 이와같은구성요소들이형성된 TFT 기판과칼라필터기판은상호얼라이먼트된후칼라필터기판과 TFT기판사이로액정이주입되기전에개별 LCD단위글라스로절단된다. 일반적으로절단을위한장치로는다이아몬드커터를이용하는장치가많이사용되고있다. 다이아몬드커터를이용한절단장치는유리모기판에절단선또는스크라이브라인이형성되고, 스크라이브라인을따라서경도가높은다이아몬드커터가지나가면서경도가낮은유리모기판에소정깊이의예비절단홈을형성한다. 이후유리모기판에미약한충격을인가하여유리모기판의예비절단홈을따라서합착상태의유리모기판을단위글라스로분리한다. 이후분리된 LCD단위글라스는액정의주입과정과후속조립과정을거쳐서 LCD 패널이제작되고, LCD 패널과백라이트어셈블리등이다시조립되어하나의완성된 LCD모듈이제작된다. 한편, 레이저빔을이용하는절단장치는절단선또는스크라이브라인을따라서레이저빔을조사하고레이저빔이조사된절단선에냉각제를분사하여절단선에크랙을발생시켜서합착상태의유리모기판을단위글라스로분리한다
25 제 2 절연구개발의목적및필요성 본연구의목적은 TFT-LCD를초정밀하게절단하는샌드위치형다이아몬드커터를제조하는기술을확보하는것이다. 무엇보다고경도재료인다이아몬드를초고압하에서샌드위치형으로소결하여 TFT-LCD 스크라이브라인에절단되어지는절단홈의간격과깊이및절단돌부의간격을일정하게성형시킬수있도록하는것이다. 또한 TFT-LCD 절단홈의내면을매끄럽게성형시킬수있도록하며, TFT-LCD 초정밀절단커터의품질과생산성을향상시킬수있도록설계된 TFT-LCD 절단용초정밀다이아몬드커터제조기술을개발하는것이다. 또다른목적은피치를일정하게하여피절단물을스크라이빙시킬때에스크랩라인을일직선상으로형성시킬수있고균일한크랙이피절단물의저면에까지형성시킬수있으며, 피절단물을분리시킬때에원활하고연속적이면서도매끄러운상태로분리시킬수있도록된 TFT-LCD 절단기용샌드위치형다이아몬드커터를제조하는연구이다. 아울러목표를달성하기위해서는난삭재인다이아몬드소결체를초정밀하게가공할수있는전용연삭기를제작하여, 최종적인샌드위치형다이아몬드소결체커터를개발하는것이다. 특히마지막인 2차년도의연구개발의내용은샌드위치형다이아몬드의합성기술을더욱개선하고, 다이아몬드분말의입자형태와입도를개선하여양질의다이아몬드소결체를제조하고, TFT-LCD 초정밀다이아몬드커터를제조하는것이다. 그림 4. 에서는다이아몬드소결체의제조공법을초경합금제조공정도와비교하였다. 매우유사한점이많다. 초고압하에서탄소로부터다이아몬드를합성하고소결하여양질의샌드위치형다이아몬드소결체의제조기술을개발하기위해서는기초적인측면에서이해되어야할문제점이많다. 특히다이아몬드제품을생산하는초고압기술의특징은기초기술이곧바로제품생산으로연계되기때문에더욱기술보호가철저해서선진기술의도입이나선진업체의기술지원은기대할수가없다. 초고압분야의연구역사가짧은우리는경험의축적이나기초이론의확립이되어있지않기때문에거의단편적인기술에의존할수밖에없다. 본 TFT-LCD 절단용초정밀다이아몬드커터제조기술개발 은전량외국에서수입되고있는초경합금소재나다이아몬드소재로제조된커터를초고압에서합성된샌드위치형의다이아몬드소재의커터를제조하기위한연구이다
26 그림 4. 초경합금과다이아몬드소결체제조공정도비교

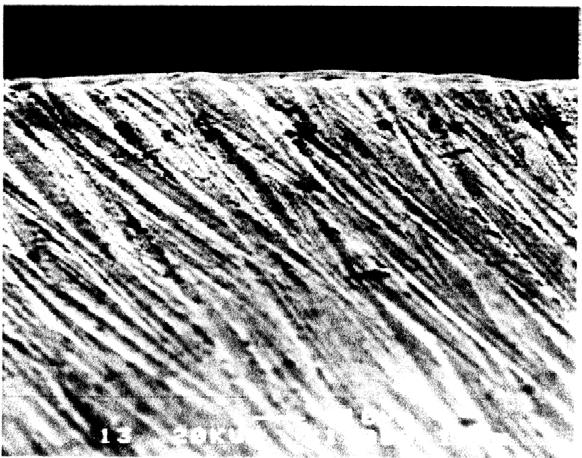
27 제 3 절연구개발의내용및범위 (1, 2 차년도 ) 1. 실험방법 실험에사용한다이아몬드분말은미국 G.E 사의 1~2 μm, 2~4 μm 4~6μm, 8~12 μm크기의 5 종류 Type의분말이었다. 첨가에사용한 Co 분말은 H.C.Stack 사의약 1.5 μm크기의분말이었다. 대표적인원료분말의 SEM 사진을사진 3. 에나타내었다. 사진 3. 에서는원료로사용하는다이아몬드크기의분포및형상을나타내었다. 사진 3. G.E. 社제품의다이아몬드입자 SEM 사진 분말의혼합은아세톤을사용하여 Slurry 상태에서하였으며혼합이끝난분말은건조후진공로에서 550 C에서 4시간동안진공처리를하였다. 다이아몬드원료분말에 Binder로써 Co 분말을 2 ~ 20 Wt.% 첨가하여혼합된분말을스테인레스통에초경합금구와함께넣고아세톤을사용하여습식으로 72시간동안 Ball Milling 하였다. Milling된분말은건조한후직경 38mm의크기로성형하였다. 열처리된성형체는그림 5. 와같은고압합성셀 (High Pressure Cell) 에넣어다이아몬드소결체를제조하였다
28 초고압이발생되기위해서는금형의정확도도중요하지만그것에못지않게중요한것이초고압 Cell의구성이다. Cell내의각부분들의치수가매우정확하게유지되어야하고재질자체도일정하게유지되어야한다. 또한초고압하에서높은온도가발생되어야하는경우는 Cell을구성하는물질자체의선택이중요하다. 이러한요소들이적절히선정되지않았을경우압력이제대로발생하지않는것은물론결과의재현성에심각한문제를제기한다. 진공처리가끝난분말은그림 5. 에서제시된시편구조와같이조립하여소결실험을행하였다. 소결조건은 5만 - 6만기압으로하였고, 가열온도는다이아몬드크기에따라서 C까지다양하게변화시켰다. 소결이끝난시편은연마기로 WC-Co층, 다이아몬드층을가공하고 Wire EDM 장비로절단하여미세조직을검사하였다. 그림 5. 다이아몬드소결체를제조하기위한 Cell 조립도 8~12 μm크기의다이아몬드입자를사용한경우는소결도비교적잘되었고미세조직도매우균일하였지만, 4~6 μm크기의적은입자로갈수록중간다이아몬드층의상ㆍ하층인 WC - Co층으로부터의 Co 액상이이동이불균일하여다이아몬드층의 Co 농도가거리에비례하여연속적으로변하고그계면이불안정하여소결체의강도가현저히낮다는문제점이있다
29 본연구에서행한전체적인합성공정의흐름은그림 6. 의흐름도와같다. 다이아몬드소결체는다이아몬드입자들사이에 Co분말의 Binder rk 분포하고있는복합소재이다. 소결조건인온도와압력에서소결조제는액상 (liquid phase) 일수도있고, 고상 (solid phase) 일수도있으며그자체가 ( 고상액상 ) 의 2상일수도있다. 전형적인다이아몬드소결체의미세조직은기지상에다이아몬드입자가분산되어있고접촉하고있는다이아몬드입자간에결합 ( 직접결합 ) 이형성되어있는것이다. 본연구에서는다이아몬드소결체의물성 ( 기계적성질 ) 과가장밀접한관련이있는미세조직의제어를고려한소결조제를이용하여소결체의미세조직변화를관찰하는것과이를바탕으로다이아몬드소결체가형성되어절단용커터로제조되기위해절단을위한방전가공성을첨가하기위하여선택된소결조제를이용하여소결체 ( 다이아몬드소결체 + 초경합금모재 ) 를제조하는연구를병행하였다. 그림 6. 다이아몬드소결체제조흐름도
30 2. 1, 2 차년도연구개발의내용 본연구에서 TFT-LCD를초정밀하게절단하는샌드위치형다이아몬드커터를제조하기위한다이아몬드의소결에관해서는본연구의 1차년도부터연구가계속진행되어왔다. 1차년도에는샌드위치형다이아몬드합성에대한초고압장비의운용기술이미비하여샌드위치형다이아몬드의소결에관한심도있는연구가진행되지못하였고, 2차년도와서야본격적인연구가진행되기시작하여소결밀도가높고미세한다이아몬드입자를사용하여미세조직이우수한소결체를얻을수있었다. 1차년도에사용한소결방법은샌드위치형의중간에있는다이아몬드층의상하층인 WC-Co 층으로부터의 Co 액상의이동에의한소결법이였다. 그러나이방법은샌드위치형중간층인다이아몬드층의 Co농도가 WC-Co 층으로부터의거리에비례하여연속적으로변하고그계면이불안정하여소결체의강도가떨어지는문제점이있었다. 액상이동법에의한소결법외에도다이아몬드층과 WC-Co층사이에고융점금속의중간층을두고두층을강하게결합시키는방법도 2 차년도에서는시도해보았다. 이방법의장점은각층에서의불균일성이적다는것이다. 소결증 Co 액상의이동이없기때문에 Co의조성이일정하고중간층의미세조직이매우균일하였다. 하지만본과제에서는샌드위치형으로소결하여야하기때문에합성후소결체의크랙발생이많았다. 지난수년간의연구경험을바탕으로양질의다이아몬드소결체를합성하기위한기술을개발하면서얻은 Know-how를바탕으로초경합금 (WC-Co) 지지체위에다이아몬드층을놓고소결시킨일반적인다이아몬드소결체를만드는방법과는달리상하면에초경합금지지체를놓고그중간층에다이아몬드소결체를만드는샌드위치형다이아몬드소결체제조기술은더욱난이도를요하는기술이다. 특히다이아몬드입자크기가미세한경우 (2-4 때정도 ) 소결이힘들었으며소결후의미세조직도매우불균일하고비정상입자성장이심하였다. 비정상으로자란다이아몬드입자의크기는사용한분말크기의몇배이상의크기에달하였다. 이러한문제점들때문에 1 차년도에서는양질의소결체를만드는데다이아몬드크기를 8~12 μm, 4~6 μm 2 종류의 Type 에집중적으로연구를하였다. 2차년도에서는 2~4 μm다이아몬드입자를가지고집중적으로합성을하여어느정도만족한소결체를얻을수있었다. 1~2 μm다이아몬드입자를가지고합성한결과수축률이많아서양호한형상을유지기가쉽지않았다. 합성이잘되면입자가성장한조직이얻어졌다. 합성조건을변화시켜지속적으로다이아몬드분말의크기및 Co 함량을변화시켜서치밀화되는것을관찰하였으며, 양쪽 WC-Co층과중앙의다이아몬드층사이에고융점금속을넣고실험도행하였다

31 TFT - LCD 절단용커터로써다이아몬드소결체에대한본연구개발의목적인초정밀가공에서의커터공구는서브미크론영역에서경우에따라서는수킬로미터정도의거리를안정적으로절삭작업을수행할수있어야한다. 일반적으로알려진바와같이절단용커터는공구의형상이피삭제에전사되어가공표면을형성하기때문에공구의형상이아주중요한인자가된다. 초정밀가공의경우에마이크론수준의공구날끝형상과공구형상의전사성, 내마모성등의특정에의해서다이아몬드소결체공구가사용된다. 현재까지다이아몬드는가장경도가높은물질로알려져있으며, 초정밀가공영역에서중요한날끝인자의공구반지름을어떤물질보다날카롭게만들수있기때문에초정밀가공용커터공구라하면대부분다이아몬드공구를말한다. 본 1, 2차연구에서는다이아몬드분말입자의크기및 Binder 함량을변화시켜서치밀화되는소결체를제조하였다. 사진 4. 에서는치밀한미세조직을나타내었다. 사진 4. 치밀한다이아몬드소결체미세조직사진
32 기존의초경합금소재로이루어진 TFT - LCD 절단용커터를사진 5. 에나타내었다. 사진에서나타내었듯이초경합금재질의가공의조도는빗살무늬형상을그대로가지고있으며사용하면서마모된형상을사진 6. 에나타내었다. 사진 5. TFT - LCD 절단용초경합금소재로된커터형상 사진 6. 사용한후초경합금소재마모형상사진 (200 M 사용 )

33 기존의초경합금소재로이루어진 TFT - LCD 절단용커터휠을샌드위치형다이아몬드소재로이루고자하는제조기술은초고온고압조건에서두께를 3중샌드위치형으로하여중앙인선부의다이아몬드경도부와높은인성을갖는초경합금지지체를양쪽에삼층접합시켜제조된다. 본사업의진행정도는 1차다이아몬드소결체합성에있어서는샌드위치형다이아몬드소결체의물성은다음과같은인자들에의해결정된다. 1 샌드위치형다이아몬드소결체의密度 2 다이아몬드입자와기지상分布의均一性 3 다이아몬드입자와기지상간의結合强度소결밀도는완전치밀화되어야만이각도부연삭가공시날끝이예리한상태를유지할수있기때문이다. 두번째항은소결이전분말의혼합단계에서의균일도에의해서결정되는것이다. 미세한분말일수록응집이심하여소결조제와의결합형성여부에도영향을받지만소결시다이아몬드 / 기지상계면에열팽창계수차이로인한응력이발생하게되며소결체를약화시키는요인이된다. 개발초기에서는소결체의박리및크랙으로인하여양호한소결체를얻는데많은시행착오를초래했었다. 일단연삭가공할다이아몬드소결체샘플을얻기위하여 Binder 함량을 20 % 정도많은양을첨가하고굵은입자의다이아몬드 (8~12 μm ) 를사용하여사진 7. 에서처럼양호한다이아몬드소결체를얻었다. 사진 7. 초기실험단계에서제조한다이아몬드소결체 절대적인크기의관점에서는두분말의크기차가심각한정도는아니지만소결후의미세조직상에서는큰차이를나타내었다


34 사진 8. 에서는 Binder 함량 5% 정도로줄이고합성한소결체조직사진이다 사진 8. 8~12 μm다이아몬드를사용한소결체조직사진 1차년도최종목표인양질의다이아몬드소결체에서요구되는미세한입자구조를가져야한다는것을만족시키기위해서는 Binder 함량을 3% 정도로하고다이아몬드입자를 4~6 μm크기를사용하여사진 9. 에서처럼미세한소결체조직을얻게되었다. 사진 9. 4~6 μm다이아몬드를사용한소결체미세조직


35 2차년도최종목표인양질의다이아몬드소결체에서요구되는미세한입자구조를가져야한다는것을만족시키기위해서는 Binder 함량을 3 % 정도로하고다이아몬드입자를 2~4 μm크기를사용하여합성을하였지만고온고압프레스에서합성이쉽지않았다. 사진 10. 에서는 2~4 μm다이아몬드입자를사용하여얻은치밀한조직사진이다. 사진 10. 2~4 μm다이아몬드입자를사용하여얻은치밀한마세조직 초고압프레스에서초기고압셀내부변형이심하여정상적인합성조건에이르지못한경향이나타났다. 또한심한 Bending 현상과합성시초경모재와다이아몬드입자가합성되는계면에서불완전한접합현상이나타남으로서결국치밀한소결체를얻을수없었다. 사진 11. 에서초경합금모재와다이아몬드입자와계면부를관찰하였다. 사진 11. 초경합금모재와다이아몬드층의계면부
36 합성시나타난문제점을분석하고현상을살펴보면다음과같다. 위의그림에서처럼합성에서나타날수있는문제들을해결하여다음과같은몇가지결론을얻었다. 1 초기 Heating을 Slow하게상승시키는 program이셀안정화에도움이되었으며, 적층된셀의상하 support dummy 로서는초경합금보다알루미나가 Bending 측면에서는양호한결과를나타내었다. 2 초경면끼리맞닿는적층에서심한초경면퍼짐현상은중앙에알루미나 Plug를삽입하고양방향적층시킴으로서결국초경면끼리맞닿지않게되어크랙이줄어들었다. 또한초경면끼리닿는셀적층에서현재까지사용한도포제로서는완벽하게합성후초경면끼리붙음을막지못했다. 향후보다안정적인도포제를개발할필요가있다. 3 샌드위치형다이아몬드소결체합성에서다이아몬드입자에따라서다른합성 program을개발할필요가있으며, 냉각과정과감압소요시간도구분하여차이점을분석하여적용한다면수율이향상될것같다. 또한중요하게반복된점이지만소결후미세조직상에서나타난국부적인미소결경향이존재하는데이현상은절대압력부족으로나타난것이며, 압력보강실험은향후계속될과제이다. 이부분에서보완할점으로는조립부품의밀도를향상시키는방법이우선적으로진행될것이다
37 제 4 절연구개발결과 1. 소결체의특성평가및분석 가. 미세조직 (1) 치밀화거동에미치는 Co 함량의영항 TFT - LCD 절단용커터로써다이아몬드소결체에대한본연구개발의목적인 WC-Co 초경합금보다경도가높은다이아몬드소결체를얻기위해서는치밀한미세조직을갖는소결체를만들어야한다. 실제제품에사용되고있는다이아몬드소결체내의 Co함량을정확히알수없기때문에 Co 함량의변화를먼저관찰하였다. Co 함량의변화는 5-15% 이었다. 10 혹은 15% 의 Co를포함한시편은충분한온도및압력하에서도 dhks전한소결체를얻기가곤란하였다. 이때주로사용한다이아몬드의분말이미세한것일수록균일한혼합이곤란하고소결조건에서시편내액상의균일한분포를기대하기곤란하다. 이것은일반적으로알려진바와같이다이아몬드의표면에대한 Co액상의적심성 (wettability) 이나빠서불균일하게분포된 Co 액상이모세관을따라시편내에균일분포하는것이어렵게되기때문이다. 또다른이유는소결에필요한절대액상량의부족이다. 다이아몬드같이고상입자의변형이거의없는경우에있어서는액상이입자간에만국부적으로고립되게존재할가능성이높다. 결국불균일한액상의분포, 불완전한적심성, 적은액상량등이치밀화가되지않도록함께작용할가능성이높다. 실제로액상량을 20% 이상으로하면같은분말조건, 온도및압력조건에서소결이잘되었다. 이것을부피분율로환산하면약 11% 이상이된다. 즉 2~4 μm정도의다이아몬드분말을소결하기위해서는 Co 액상량이부피비로약 10% 이상의액상이필요함을알수있다. 물론이때의필요한액상량이라는것이반드시분말의평균크기에만의존하는것은아니고그때의입도분포및입자의형태등에밀접한관련이있다. 분말의평균크기가커지면모세관의크기는증가하지만기공량은감소하므로적은 Co함량에서도소결이가능할수있다. TFT-LCD 초정밀다이아몬드커터를제조하기위해서는무엇보다경도가높은조직을얻어야한다. 그러기위해서는미세조직이치밀한조직이요구된다. 사진 12. 에서는같은다이아몬드크기인 8~12 μm을갖으면서 Co 함량의차이에따라서미세조직이현저한차이를나타내고있다


38 (a) Co 함량 - 22 % (b) Co 함량 - 5 % 사진 12. Co 함량의차이에따른미세조직의변화 사진 12. 의 (a) 와 (b) 를가지고 TFT-LCD 절단용커터를제조했을때 (a) 의경우는 TFT-LCD 표면을원형공구인커터로스크라이브하면표면에양호한스크라이브선이형성되지않을것이며, 일정한수직크랙을형성하지못하고단속적인형태로스크라이빙될것이다
39 (2) 치밀화거동에미치는다이아몬드분말크기의영향 미세한다이아몬드입자를사용한시편에서다이아몬드입자크기의영향을쉽게관찰할수있었다. 다이아몬드입자크기가미세한경우소결시에심한입자의비정상적으로입자가성장하는것을관찰할수있었다. 본연구에서는 1-2 μm크기의분말과 2-4 μm크기의분말을사용했을때소결후미세조직의변화를관찰하였다. 절대적인크기의관점에서는두분말의크기차가심각한정도는아니지만소결후의미세조직상에는차이점이크다. 2-4 μm크기의다이아몬드분말을사용한경우는소결도비교적잘되었으며, 미세조직도매우균일한것을얻을수있었다. 그러나 1-2 μm크기의다이아몬드분말을사용한경우는소결이 2-4 μm분말의경우보다힘들었으며소결후의미세조직도매우불균일하고비정상입자성장이심하였다. 비정상으로자란다이아몬드입자의크기는사용한분말크기의열배이상의크기에달하였다. 따라서균일한미세조직을얻기위해서는가급적굵은쪽의다이아몬드분말을쓰는것이좋다. 그러나이경향은양질의다이아몬드소결체에서요구되는미세한입자구조를가져야한다는것과는정반대의경향이다. 이로부터적정크기의다이아몬드분말의선택조건을결정할수있다. 때에따라서는입자의크기보다는 Co의함량이더욱문제가되는경우도있는데 Co의함량을낮은수준으로낮추기위해서는앞에서언급한대로굵은분말을사용하거나공극을줄이기위하여입도분포를조절한분말을사용하는것이요구된다. 2-4 μm분말의경우는 1-2 μm분말에비하여는소결도잘되고미세조직도균일하지만약간의비정상입자성장거동을보였다. 이와같은문제를예상하여처음 1차년도에서는 8-12 μm크기의다이아몬드분말을사용하였다. 또한좀더치밀한소결체를얻기위해서 1차년도에서는 8-12 μm크기의다이아몬드분말을 2-4 μm의미세한입자에일정무게비로 50% 만큼혼합하였다. 이혼합분말은소결이잘되었으며비정상업자성장현상도관찰되지않았다. 계면반응이입자성장을지배하는물질계에서큰입자가존재할때생기는큰입자의우선성장현상도관찰되지않았다. 따라서굵은입자를사용하지않고미세한입자를갖는양질의소결체를얻는하나의방안은이와같이분말의입도를인위적으로조절하여공극율도조절하면서비정상업자의성장을막는방안이제시될수있다. 실제로이와같은결과를이용하여 2차년도에소결한제품을사진 13. 에나타내었다

40 사진 μm굵은분말에 2-4 μm분말을첨가한제품사진
41 나. 공정변수 (1) 합성전전처리의공정변수에의한영향 본연구는 TFT-LCD 절단용초정밀샌드위치형다이아몬드커터를제조하기위한연구를위해서는우선적으로샌드위치형다이아몬드소결체를제조해야한다. TFT-LCD 절단용공구로사용되는소결체를이루는초경합금모재에소결조제와다이아몬드분말이균일하게배합된분말을채워합성용프레스에서초고온및초고압의상태로가압소결하여절삭날의소결체를얻음으로써상하층의초경모재와중간층의다이아몬드소결체의강력한결합강도에따라초경모재로부터의다이아몬드소결체의박리현상을방지함과함께한번의소결로서 3층의샌드위치형다이아몬드소결체를제조하는것이본연구의핵심기술이다. 일반적인다이아몬드소결체의제조는아래기판인초경합금모재에위에한층의다이아몬드분말을채워합성하는방법이다. 이렇게만들어진두층의일반다이아몬드소결체에초경합금모재한층을용접하여붙일수도있지만사용중에쉽게박리되는문제점이있다. 또한고온산화방지를위해진공용접등의방법이시도되기도하였으나, 고비용에따라작업이용이하지않음에도불구하고용접에의한잔류열응력문제는여전히존재하게되어용접중다이아몬드소결체와초경모재층간의박리현상이초래될수도있다. 따라서상업적으로다이아몬드소결체와초경모재를용접하는작업은주로대기중에서이루어지는데, 이과정에서고온산화등으로손상을입은소결체절삭날은가공중절삭날의조기마모또는파손등의직접적인원인이되고, 이러한가열용접방법의문제점은열응력에의한소결체박리현상을일으키는원인이된다. 이러한원인은피용접물인다이아몬드소결체와초경모재층이접합된이중결합물질인특성상용접가열과정에서열팽창이큰초경모재의지지부와열팽창이적은다이아몬드소결체접합계면에열응력을발생시킴에따라다이아몬드소결체와초경모재가박리되는현상을초래하게된다. 원료분말의전처리에의해서도다이아몬드소결체의박리현상과밀접한관계가있다. 결정표면의적심성에영향을주는것은표면상태, 즉면의거칠기 (roughness) 및면의청결도 (cleanness) 이다. 면이거친경우에는같은습윤각을갖는경우에도현저히적심성이나빠진다. 그러나다이아몬드분말의경우는이미합성시에어떤조건 ( 온도, 압력, 원료흑연의종류, 촉매금속의조성 ) 에따라서결정표면의거칠기가결정되므로표면의거칠기를개선하는것은주어진분말에서는불가능하다. 표면거칠기못지않게결정표면의적심성에영향을주는것이결정표면의청결도이다. 표면에붙어있는이물질이나흡착가스등이주된문제이다. 이러한문제를해결하기위한방법중의하나가분말의진공처리이다. 다이아몬드분말표면도문제이지만 Co분말의경우는분말표면의산화물층과흡착가스가문제가될수있는데이를위해서는흑연발열체의진공로가가장적합했다

42 왜냐하면진공에의해서흡착가스층이제거되고탄소분위기에의해서산화물층이쉽게환원될수있기때문이다. 650 C에서 5시간진공처리한후소결했을때진공처리하지않은경우에비해소결이잘되었다. 진공처리하지않은경우는소결밀도가충분하지않아서연마도중시편이파손되었다. 사진 14. 에서는내부인한파손된다이아몬드소결체의파단면사진이다. 시편내부의미세조직도매우불균일하였다. 반면에진공처리를한경우는소결이잘되었으며미세조직도매우균일하였다. 특히분말이미세한경우는진공처리의영향이확실한것으로나타났다. 이는분말이미세할수록비표면적이넓어서가스의흡착량이많아지기때문으로생각된다. 다이아몬드분말과소결조제와의습식혼합에서분말표면이완전히건조되지않았거나가연성이물질이포함된것으로판단된다. 사진 14. 내부결함으로파손된소결체의파단면사진
43 다. 마이크로경도 (Hv) 기계적성질이우수한샌드위치형다이아몬드소결체를제조하기위해서는가급적미세한좁은크기분포를갖는다이아몬드분말을소결조제와균일하게혼합할수있어야하며, 다이아몬드표면과의결합력이우수한소결조제를개발하여미세한다이아몬드 4~6 μm에서도소결체합성에성공하였다. 다이아몬드가커터로써내마모성을요구하는부품으로사용될수있는것은무엇보다경도가타물질에비해가장강하기때문이다. 다이아몬드소결체의상대경도를측정하기위하여 Vickers hardness test 방법으로써하중 1kg하에서로써구했다. 앞서설명한대로 Binder 함량이 3 % 첨가되었을때조직이치밀하면서다이아몬드입자크기가작은경우는 Hv = 2,488 정도나타났으며, 조직이치밀하지않는경우는 Hv = 1,455 정도나타났었다. 실제측정한경도값의차이를사진 15. 에나타내었다. 사진 15. 다이아몬드소결체의 Vickers hardness test 결과사진


44 다이아몬드는원자간의결합력이매우견고하며긁고누르는어떠한경도측정방법에도타물질에비해높은수치를나타낸다. 일반절삭공구와달리다이아몬드공구의경우에는날끝인선부의마멸이중요하게된다. 날끝인선부는극도로예리한인선이므로마멸되어둔화되는것이당연하지만, 실제로그끝이얼마나마모되었는지측정하는것은상당히어렵다. 마멸상태에대한광학현미경, 주사현미경사진이많이발표되어마멸현상규명의유력한자료로사용되고있지만, 실제로초정밀절삭과정에적용하여실용적으로이용하기는어렵다. 모든물질중에서가장단단한다이아몬드는전형적인경취성물질이다. 따라서예리한날끝에박리현상이나타나기쉬우므로세심한주의가필요하게되고, 이러한박리가일어나면표면거칠기를나쁘게하고공구수명을짧게한다. 다이아몬드소결체연삭가공면에따른표면조도를측정한결과를초경합금재질과비교하여사진 16. 에나타내었다. 초경합금재질 ( 표면조도 ; Ra=1,167μm, Ry=24,273) 다이아몬드재질 ( 표면조도 ; Ra=O.058μm, Ry=11,510) 사진 16. 연삭가공된다이아몬드소결체표면조도측정결과
45 제 3 장초정밀다이아몬드커터가공기술개발 제 1 절서론 본연구는 TFT-LCD에스크라이브라인을형성하기위하여사용되는스크라이브커터휠과이커터휠을장착한장치뿐만아니라카터휠내부의핀을포함하고있는연구이다. 즉 TFT-LCD 절단용커터로사용되는기존의초경합금재질의커터를내마모성이초경합금보다 5배이상강한다이아몬드재질의커터를제조하는것이다. 커터의재질이강한다이아몬드재질이기때문에가공상의어려움과가공비용이높아제조코스트가문제로대두되었다. 이점을해결하기위해서중앙에지부만다이아몬드로이루어지고양측지지부는초경합금소재로이루어지도록설계되는샌드위치형다이아몬드커터를제조하는것을목표로하여진행되었다. 먼저샌드위치형다이아몬드소결체를제조하였다. 특히샌드위치형다이아몬드소결체를제조함에있어서다이아몬드분말의입자크기가미세한경우 (2~4 μm정도 ) 소결이힘들었으며소결후의미세조직도매우불균일하고비정상입자성장이심하였다. 비정상으로자란다이아몬드업자의크기는사용한분말크기의몇배이상의크기에달하였다. 이러한문제점들때문에 1차년도에서는양질의소결체를만드는데다이아몬드분말크기를 8~12 μm,4~6 μm 2 종류의 Type 에집중적으로실험을하였고, 2차년도에서는미세한다이아몬드분말입자크기인 1~2 μm,2~4 μm. 2종류와 2~4 μm의미세한분말에 8~12 μm, 4~6 μm의분말을혼합하여치밀한소결체를제조하는연구를병행하였다. 이렇게만들어진다이아몬드소결체를표면, 두께, 구멍가공을통하여원하는 LCD 커터용도로만들기위해서는극소형크기인커터의뾰족한날부분의각도를날카롭게연삭가공을행하여야하는데, 크기가소형이면서난삭재재질이기때문에종래의연삭가공장비로서는한계가있기때문에연삭가공시스템을확립할목적으로연구, 개발을통해초정밀가공기의설계및제작기술을확보할필요가있었다. TFT - LCD를절단하는종래의초경합금커터보다 10배이상의수명을발휘할수있는샌드위치형다이아몬드커터를제조하는기술을확립하는것이본연구의최종범위로한다
46 최근소형, 경량화및저소비전력등의장점으로음극선관의대체품으로각광을받고있는액정표시기 (Liquid Crystal Display, 이하 LCD라표기함 ) 모듈은 LCD 패널내부에주입된상태로전기신호에의하여광을통과및차단시키는광셔터성질을갖는액정을이용한평판표시장치이다. 능동형액정표시장치중가장널리사용되는박막트랜지스터 (Thin Film Transitor; 이하 TFT로표기함 ) 액정표시장치는크게 TFT 기판과 TFT 기판을마주보도록부착되는칼라필터기판및액정으로구성된다. 이와같은 TFT 기판과칼라필터기판은약 6장의 LCD 단위셀이동시에형성가능한두장의대형유리모기판에각각의구성요소들이형성된다. TFT 기판용유리모기판에는복수의게이트라인들과게이트라인들과서로수직교차되도록형성된복수개의데이터라인들과, 게이트라인들과데이터라인들의각교점에형성된박막트랜지스터소자들및화소전극들이형성된다. 또한나머지한장의유리모기판인칼라필터기판에는적, 녹, 청의칼라필터층과블랙매트리스, 및대향전극이형성된다. 블랙매트리스는컬러필터층간의빛의혼입을방지하는동시에 TFT 기판의박막트랜지스터가오프상태에서동작하는것을방지하는역할을한다. 이와같은구성요소들이형성된 TFT 기판과칼라필터기판은상호얼라이먼트된후칼라필터기판과 TFT 기판사이로액정이주입되기전에개별 LCD 단위글라스로절단된다. 일반적으로절단을위한장치로는다이아몬드커터를이용하는장치가많이사용되고있다. 다이아몬드커터를이용한절단장치는유리모기판에절단선또는스크라이브라인이형성되고, 스크라이브라인을따라서경도가높은다이아몬드커터가지나가면서경도가낮은유리모기판에소정깊이의예비절단홈을형성한다. 이후유리모기판에미약한충격을인가하여유리모기판의예비절단홈을따라서합착상태의유리모기판을단위글라스로분리한다. 이후분리된 LCD 단위글라스는액정의주입과정과후속조립과정을거쳐서 LCD 패널이제작되고 LCD 패널과백라이트어셈블리등이다시조립되어하나의완성된 LCD 모듈이제작된다. 한편레이저빔을이용하는절단장치는절단선또는스크라이브라인을따라서레이저빔을조사하고, 레이저빔이조사된절단선에냉각제를분사하여절단선에크랙을발생시켜서합착상태의유리모기판을단위글라스로분리한다. 이부품ㆍ소재기술개발사업은 TFT - LCD를초정밀하게절단하는커터를제조하기위하여초고압기술을응용하여다이아몬드분말을고온고압에서소결하여강하고치밀한소결다이아몬드커터의재료를제조하여이를 TFT - LCD 커터로써제조하기위해서는커터가극소형크기이면서재료자체가난삭제이기때문에전용연삭가공기를설계및제조하여 TFT - LCD 초정밀다이아몬드커터를국산화하는것을목적으로하는연구이다. 다이아몬드합성에관한연구는 1950년말에실제응용되기시작한이래많은발전을거듭해왔다
47 TFT - LCD를정밀하게절단하는커터로서의다이아몬드커터는초고온고압조건에서미크론크기의다이아몬드분말을합성소결시킨다결정질소결체로써중앙인선부의다이아몬드경도부와높은인성을갖는초경합금소결체를양쪽에삼층접합시켜제조된다. 이렇게제조된다이아몬드커터는커터용도이외에도다결정질다이아몬드의내마모성을이용한응용분야에도적용확대시킬수있다. TFT - LCD를정밀하게절단하는커터류의제조공정에서중요한점은커터가극소형이기때문에난삭재인다이아몬드소결체를가공하기위해서는재래식연삭, 연마공정을통해서는품질및생산성면에서경쟁력이떨어지기때문에극소형난삭재를가공할수있는전용가공장비제조기술이전제되어야하기때문에위탁기관을통하여가공메카니즘이해를통해주요부품과설계를하여설치적용될수있는연삭휠및극소형피삭제를지지할수있는클램프등을개발하여 1차 Prototype 을조립제작하였다. 난삭재가공용전용연삭장비개발이야말로극소형정밀부품의가공에필요한필수기술이라할수있다. 앞으로의 LCD 산업이초고속성장함에따른절단용커터의수요가급증할것에대비하여특허로인증된샌드위치형다이아몬드커터를국산화하는것은수입대체효과뿐만이아니라필수소재의기술력확보와극소형난삭재를가공하기위한전용연삭가공에설계및제조기술의확보라는면에서매우중요하다
48 제 2 절연구개발의목적및필요성 TFT - LCD 기판유리로사용되는유리의특성은 aluminosilicate와유사한조성을가지며, 저밀도, 고내열성및우수한기계적특성등까다로운조건을만족해야하기때문에, 망목형성원소의함유량이높고 (Si02, A1203, B203) 알칼리원소를함유하지않아야한다. 이로인해원료를용융하기위한용융온도가일반적인평판유리보다훨씬높고, 이로인해용해로의수명이짧으며, 이를보완하기위해고도의생산기술이요구된다. 이러한 TFT - LCD의제조기술은원판을제조하는업체와원하는크기로소판절단하는업체에서어느정도깊이홈을파서브레이킹하는방법이일반적이다. 하지만업체마다장비차이와작업조건차이로인한절단시적용되는 SPEC은다음과같이열거할수있다. 1 Cutting Accuracy 土 0.03 mm 2 Cutting Glass Size 口 430x300(0.5 ~ 3.0t) 3 Scribe Speed ~ 15 M/min 4 Stage 평면도 0.5 mm 5 Wheel 압입분해능 0.01 mm ~0.05 mm 6 Wheel 압력조정 정밀레귤레이터 (0g~4 kgf) 7 Stage θ축이동 90 土 10 회전미동 8 Stage XY축이동 100mm 9 Wheel angle 0, 90, 180, Wheel Block φ2.5xφ0.8x0.65(t)x Glass 고정방법 진공흡착 12 2 Position CCD Camera & Monitor 이상과같은 SPEC의차이에따른적용범위가다를뿐아니라절단시에최적의파라메타를결정하기위해서는다음과같은 5 가지의중요한변수도고려해야한다. 1) 스크라이빙깊이 (Deep) 2) 스크라이빙속도 (Speed) 3) Wheel Angle 4) 스크라이빙작용하중 5) 스크라이버용서스펜션스프링상수
49 기존의초경합금재질로제조된수입품의사용후결과를보면날끝인선부의폭과가공휠방향에따른선조도형성에따라서도내마모성을나타내는주행거리에아주큰영향을끼치고있다는것을알수있다
50 제 3 절연구개발의내용및범위 (1,2 차년도 ) 1. 1,2 차년도연구개발의내용 가. LCD 절단용다이아몬드커터가공전용기설계및제작 ( 위탁공동 ) 현재초정밀가공은반도체, 전자, 정밀기계등산업용기기의부품으로부터항공ㆍ우주, 방위산업등국가전략용부품까지폭넓게응용되고있다. TFT - LCD 초정밀절단용다이아몬드커터제조공정에서중요한커터의형상자체가극소형이라는점과가공하려는피삭재가난삭재인다이아몬드소결체라는 2 가지어려운점때문에설계전준비작업에서부터어려운점이많았다. 국내에서고정밀도의부품들은대부분재래식수작업에의하여가공생산되고있는실정이며, 품질에있어서도선진국에현저히떨어져고부가가치창출이어려운실정이어서대부분수입에의존하고있는형편이다. 따라서고부가가치창출과생산성향상을위하여초정밀가공기개발은시급하게해결해야할과제이며가공기와가공부품들의수입대체효과뿐만아니라관련제품의국제경쟁력향상에도크게기여하게될것으로전망하고있다. 먼저기술조사에나타난초정밀가공에관한여러요인들을가공흐름을중심으로나타내면다음그림 7. 와같다. 그림 7. 초정밀가공의여러요인들의흐름도
51 운동기구에의해주어진상대운동에따라공구와공작물이접촉하여여기에공구, 구조물, 베어링등의요소를포함하는역학적인폐회로가구성된다. 절삭조건, 기계특성, 환경조건등에따라이회로에정적또는동적인힘이작용하여공구, 공작물간의상대운동정도를저하시키며이운동체적은최종적으로공작물에전사되어진다. 이들요인의내용을분석해보면다음과같은항목들을열거할수있다. 1 소재 ( 다이아몬드소결체 ) : 입자크기, 치밀화정도, 경도 2 공구 ( 다이아몬드연삭휠 ) : 다이아몬드집중도, 본드재질, 마모성 3 환경 : 온도, 습도, 진동, 작업자기술력 4 가공기술 : 가공조건, 가공물을지지하는클램프 Jig, 절삭제 5 공작기계 : 기계요소기술, 회전부베어링, 동력전달계, 운동제어, 구조설계 6 계측기술 : 공작기계및주축의운동정도, 정적변위, 진동 7 가공부품 : 평면도, 진원도, 표면조도, 분할각도, 직각도 8 부품기능 : 제품조립시의정도, 제품의운동정도초정밀전용연삭기의구성요소를크게분류하면주축, 안내면등의운동요소, 마찰구동기구, 베드등의구조물, 컨트롤러등의제어장치, 방진, 방습등의기초환경및유지요소등으로분류된다. 본개발사업에있어서 1차년도목표인연삭전용설비제작을위하여주요구성요소들의설계및주요부품을먼저선정한다음제작전설계상의문제점을보완하기위하여종래재래식연삭기에서시험제작을행한결과다음과같은 5 가지의문제점을발견하였다. 1 다이아몬드재질연삭이날끝에지부가곡선형 ( 초경재질은뾰족하게가공 ) 2 샌드위치형다이아몬드연삭시일체형다이아몬드보다연삭성이떨어짐 3 전용연삭설비에서연삭절입량이 1 μm단위가능해야함. 4 연삭시황삭과정삭작업을순차적으로같은주축 Spindle에서가능한작업이이루어지도록설계, 제작. 5 피삭제고정용클램프부분은회전모터와 Spindle 부분을분리하여벨트를사용하여진동을최소로설계제작. 주축의특성은 2 가지베어링의형식에의해결정된다. 정도를최우선으로하는초정밀주축으로는정압유체베어링이가장적합함을알수있다. 또한초정밀가공기용안내면으로써필요한조건으로는 1 Stick - Slip 등의불연속동작이없을것. 2 직진정도 ( 평행및회전성분 ) 가좋을것. 3 실용조건에적합한강성을가질것. 4 진동의발생이적을것 5 위치결정및반복정도를정확히얻을수있을것
52 등이있으며이용가능한방식으로는미끄럼안내방식이적용되었다. 본개발사업에서는초정밀관련응용분야의하나인반도체부품을개발하기위한소재및전용연삭기제작에있다. 따라서 1차샘플제작하여나타난문제점등을분석하여가공상문제점및대책을 Table 3. 에나타내었다. Table 3. 1 차샘플작업후에나타난문제점 1 차가공상에문제점현상태및문제점향후대책 연삭 Spindle 진동과다발생 Work Spindle 의진동발생 Work Spindle 의흔들림발생으로수명저하및동심도불량발생 Work Spindle 의 Bearing 부에연삭 Chip 이들어가 Bearing 마모가심함 커터고정시내경가공범위가심해 Center line 의흔들림발생 커터고정시 Clamp 의변형으로수명저하및적정토크로고정불가 연삭시연삭휠의주속이낮아연삭력저하 고정밀도연삭 Spindle 사용으로잔동상태보완 Motor 일체형 Spindle 에서구동 Motor Spindle 을분리하여진동상태개선됨을확인 상하 Bearing 1 개씩사용에서 Double Bearing 사용으로수명향상및동심도개선 Spindle 의 Bearing 부에 Chip cover 부착으로수명향상 내경치수범위를줄여 Center line 의흔들림을 15 마이크론이하로유지 Clamp 의소재를구리에서 HSS 로가공하여수명향상및적정압력으로사용 휠을직경 200 에서 300 으로원주속도를높여연삭성향상 현상태유지를위하여 Spindle Bearing 부에분진이들어가지않도록운전시 Aircover 사용 현재상태유지 정기적으로동심도체크하고, 흔들림있으면 Bearing 교체 Chop cover 마모시교체 내경범위를줄이고 Work Spindle 을별도로제작하여적합한 Jig 을사용하여 Runout 10 마이크론이내로유지 Clamp 의정밀도를높여초정밀연삭가능도록보완 현재주속 1720 에서최고 3000 까지가증하도록장비보완 1차시제품을가공하면서나타난문제점을보완하여다음의조건을만족하는연삭전용장비를제작하였다. 다음 Table 4. 에서는기존연삭방법과새로운장비사양을나타내었다
53 Table 4. 1 차샘플작업후에나타난전용연삭장비요구사항 기존 (C40) 장비의연삭방법기존 (C40) 장비의연삭방법커터연삭을위한전용연삭장비구비조건 1. 내경핀에피삭재를끼워고정한다. 2. Work RPM : 연삭휠 : 연삭시 Spindle의떨림이발생하면연삭중지후, 다시진행 4. 절입량 Y축- 황삭연삭시처음 0에서 0.15mm까지는 1회이송시 0.01mm정삭연삭시 는 1회이송시 mm X축- 황삭 : 분당이송량약 mm정삭 : 분당이송량약 10-30mm 5. 연삭액 : 수용성연삭유사용 6. Spindle RPM : dir Spindle의떨림으로연삭시커터휠의에지부깨짐발생 2. Y축절입시정확한이송량불가로연삭조도불량발생 3. X축이송시일정한 Feed 불가로연삭조도불균일및커터라인불균일 4. 공작물고정불량으로중심센터불량발생 5. 습식연삭으로인한연삭액비산으로작업조건약화 6. 연삭액불순물혼입으로제품장착시고정불량발생및연삭조도불량 1. Spindle의진동이없을것 2. Spindle RPM : 까지가능할것 3. Work RPM : 까지가능할것 4. X축이송 : 분당 5-600mm ( 입력단위 0.001) 5. Y축이송 : 분당 mm ( 입력단위 0.001) 6. 연삭액비산이없을것 7. 커터동심도가 0.003mm를만족시킬것 8. 커터진원도가 0.001mmfmf 만족시킬것 9. 커터중심에지부 (Center line) 중심에서 0.003이내일것 10. 에지부면의날끝이 이내일것 11. 연삭휠직경 75에서 300까지가능할것 12. 연삭액필터링처리할것 13. Stroke : mm 14. Bearing 자체에 work를고정할수있도록할것 l차년도에자체적으로충분한시제품가공을초경합금소재로시작하여샌드위치형다이아몬드소재까지다양하게 Test을한후에사진 17. 의연삭전용장비를제작하였다

54 사진 17. 각도가공용전용연삭기 Prototype 장비사진
55 나. TFT-LCD 절단용다이아몬드커터시제품제작 TFT - LCD를초정밀하게절단하는샌드위치형다이아몬드커터제조기술에대한연구개발은제2의반도체산업이라고말하는 TFT - LCD 산업이내실있는국제경쟁력을확보하기위해서는부품, 절단용커터와같은주변기술의확보를위한 Nano-technology의실현을목표로전체 2차년도중에서 1차년도와 2차년도연구를통하여다음과같은최종목표를가지고연구를수행하였다. (1 차년도개발목표 ) - 특허및기술자료조사 - 초고온고압 Press로샌드위치형다이아몬드소결체합성 - 소결체의특성평가및분석 : 미세조직, 경도, 마모특성평가 - LCD 절단용다이아몬드커터가공전용기설계기술개발 : 내경가공, 외경 Edge 부각도가공 - LCD 절단용다이아몬드커터시제품개발 ( 기존초경공구와비교 ) Size : φ 2.6 X φ 0.8 X T 0.65 X 125 항 목 목 표 외 경 mm 내 경 mm 두 께 0.65±0.1mm 날끝각도 진원도평행도피삭제재료구조다이아몬드입자크기 0.02 mm 0.02 mm LCD, PDP, Glass, Ceramics 다이아몬드와초경합금의 3층샌드위치형 Fine : 2-4μm, Medium : 4-6μm, Coarse : 8-12μm 수명 500 m ( 초경합금커터의 5 배 )
56 ( 최종개발목표 ) - 직경 2.6 mm TFT-LCD 절단용초정밀다이아몬드제조기술개발 - 피삭재 : LCD, POP, Glass, Ceramics - 외경각도 (125도) 연삭가공전용기개발 - 칫수허용도 : 진원도 : 5 μm, 외, 내경, ± 0.01 mm - 수명 : 초경수명의 10배이상향상 Size: φ 2.6 X φ 0.8 X T 0.65 X 125 항 목 목 표 외 경 mm 내 경 mm 두 께 0.65±0.1mm 날끝각도 진원도평행도피삭제재료구조다이아몬드입자크기 mm mm LCD, PDP, Glass, Ceramics 다이아몬드와초경합금의 3층샌드위치형 Fine:2-4 μm, Medium:4-6 μm, Coarse:8-12 μm 수명 1,000 m ( 초경합금커터의 10 배 ) 가공전용기개발 상기목표의성능이가공가능한장비로개발
57 ( 최종개발범위 ) 분야개발내용개발범위기관 특허및기술자료조사 - 기존초경합금제커터특성 - 다이아몬드커터응용분야 -신소재커터및신소재가공 process 개발 산업체 합성준비, 합성 -종전초경 / 다이아몬드 2층소결결합체를초경 / 다이아몬드 / 초경 3층소결결합체로개발 - TFT-LCD 절삭용으로적용가능한다이아몬드소결체제조 산업체 소결체의특성평가및분석 - 다이아몬드두께 control - 미세조직, 경도, 내마모성측정 - 가공기메카니즘설계 - 종합제어시스템설계 산업체 연삭가공기시스템종합개발기술 (1) - PROTOTYPE(Ⅰ) 제작 - 가공기메카니즘설계 - 종합제어시스템설계 산업체, 학교 가공기술 - 1차시제품가공 ( 직경 2.5mm ) - 가공메카니즘의해석및커터, 절삭조건의선정 - 가공기의가공특성해석 산업체, 학교 성능평가 - TFT-LCD 절삭후표면조도와다이아몬드내마모성측정 - 커터가공면형상및표면조도해석 산, 학 소결체의특성평가및분석 - LCD, Glass, Cermics 용에맞는다이아몬드소결체제조 - 새로운제품및소재개발에따른신가공기술수요에대응할수있는기술력확보 산, 학 연삭가공기시스템종합개발기술 - PROTOTYPE(Ⅱ) 제작 - 초정밀가공, 측정환경및제반기술관리 산, 학 가공기술 - LCD절단용초정밀다이아몬드커터개발 - 초정밀각도연삭가공 - 초정밀복합재료가공 - 3차원미세가공 산, 학
58 ( 최종개발기술의평가방법및평가항목 )
59 ( 단계별연구개발추진체계 )
60 액정표시소자의제조방법에있어서, 하부기판상에는트랜지스터어레이가독립적으로형성된다. 박막트랜지스터어레이에는게이트라인과데이터라인이직교되는방향으로형성되며, 게이트라인과데이터라인의교차부에는박막트랜지스터와화소전극이형성된다. 박막트랜지스터어레이각각은독립된표시소자를구성하게된다. 이러한하부기판은다수의칼라필터어레이가독립적으로형성되어진상부기판과일정한캡을가지고합착되게된다. 상부기판과하부기판을합착한후개별적인표시소자로분리하기위하여아래의그림 8. 에도시된바와같은스크라이빙선을따라패널을절단하게된다. 그림 8. TFT-LCD 소판용절단패널 특히그림 8. 에서소판절단공정은스크라이빙이단순하게처리되지만, 그림 9. 에서처럼원판절단의경우는스크라이빙 (Scribing)/ 브레이킹 (Breaking) 장비에따라서절단휠의종류가다양하게적용된다
61 그림 9. TFT-LCD 원판절단공정 그림 9. 에서수직절단보다는수평절단시 Scoring 하면서비산되어나온비산가루가원판에붙어원판검사시불량품과후공정을거쳐완성품에나타난불량률이 10 % 수준연 100억원손실 ( 국내회사의경우만, 해외업체까지포함하면 500억원이상으로추정 ) 을가져오게되므로스크라이브공정의중요성이여기에있다고판단된다. TFT-LCD 원판절단공정에서스크라이빙이끝나면 Edge면에 Chip 발생하여떨어져나간부분을 Edge / Xenon Light 과원으로투과했을때나타나는현상을그림 10. 에나타내었다. 스크라이빙이불규칙적으로되었을때 LCD 파티클 (Particle) 이발생하게된다. 다이아몬드휠커터가훨뭉치에장착되어진다이아몬드휠은고속으로회진함에의해패널의기판상에스크라이빙선을따라수직크랙 (Crack) 을형성하게된다. 그런데기판에수직크랙을형성하는과정중에 Glass Particle이발생하게된다. 이렇게발생된 Glass particle에의해장비가오염되어작업성이저하됨과아울러 Glass Particle에기인한캠불량이발생하게된다. 또한기판의표면에흄착된상태로후속공정이진행되는경우패널재절단시 Glass 가파손되는문제점이초래되게된다

62 그림 10. Scoring 절단면사진 국내 TFT - LCD 업계에서사용하고있는 LCD 절단용커터대부분을일본에서수입하고있다. 국내 LCD 제조업체에서대표적인업체에서사용하고있는규격은 Table 4. 와같다. 동일업계내어서도사용조건에따라서외경이나각도등규격을업체의특성에따라다르게적용하고있는설정이다. 또한피삭재재질에따라서도규격의변화가불가피한설정이다
63 Table 4. 국내에의일반적으로사용되고있는 LCD 커터규격 TFT - LCD 절단용커터로써다이아몬드소결체에대한본연구개발의목적인초정밀가공에서의커터공구는서브미크론영역에서경우에따라서는수킬로미터정도의거리를안정적으로절삭작업을수행할수있어야한다. 일반적으로알려진바와같이절단용커터는공구의형상이피삭재에전사되어가공표면을형성하기때문에공구의형상이아주중요한인자가된다. 초정밀가공의경우에마이크론수준의공구날끝형상과공구형상의전사성, 내마모성등의특징에의해서다이아몬드소결체공구가사용된다. 약 mm정도의두께를갖는다이아몬드로만든커터휠 (Cutter wheel) 에의하여기판의표면에흠집을발생시켜기판의두께방향으로크랙을발생시키는스크라이빙공정에서의중요한공정변수는다음과같은 Factor 가있다. ( 가 ) 커터휠 : 종류, 재질, 커터끝각도, 휠의직경 ( 나 ) TFT-LCD : 표면부근의특성, 유리조성, 잔류응력, 절단크기 ( 다 ) 스크라이빙조건. 커터끝하중, 깊이, 속도 ( 라 ) 환경 : 분위기의온도와습도, 커터유 ( 油 )

64 다. Test 결과 (1) TFT-LCD 절단용샌드위치형다이아몬드커터시제품가공칫수 그림 11. TFT-LCD 절단용샌드위치형다이아몬드커터휠개략도
65 본개발품의샌드위치형다이아몬드커터에대한개략도를그림 11. 에나타내었다. 그림에는 LCD 절단용으로사용되는샌드위치형다이아몬드커터휠의회전축과직교하는방향에서본측면도가나타나있다. LCD 커터휠은휠의지름 D, 휠두께 T, 의디스크모양으로되어있고, 휠의둘레에둔각의커터칼날각 A, 의칼날이형성되어있다. 목표치를확인하기위하여산업기술시험원에자체제작한샘플 3개를의뢰하였다. 산업기술시험원의시험결과에서는외경 2.65 mm, 내경 0.81 mm, 두께 0.64 mm, 이상의항목들은허용치내에목표치를달성하였으며, LCD 절단용커터로써중요항목인진원도와동심도는각각최대 5 μm, 10 μm이내로서허용치보다실지가공된제품의정밀도가초과달성되었다. 커터날끝각도부측정결과에서는약 2 만큼차이가발생되었다. 날끝각도부다이아몬드입자의각도형성부와경사면으로만나서형성된각도부측정위치점이다른경우차이는예상되지만 2차년도에서는보완하고개선해서국내 S사에납품하여합격을받았다. TFT-LCD 절단용다이아몬드커터의날끝각도는현재 LCD 생산업체에서도 120 ~130 임을고려해보면, 본과제에서중요하게연구할부분은다이아몬드커터의날끝날카로운에지부의가공이핵심기술임을이번과제수행을통해서알수있었다. 각도부의각도의칫수보다는 LCD 기판의스크라이브라인에서의원활한회전이일어나도록내경기준으로회전시에지부의벗어남이없어야한다는점이무엇보다중요함을알수있었다. 또한수직크랙의깊이가얕으면 LCD 기판을브레이크하기위하여비교적큰가압력을가하여야한다. 만약가압력이지나치게강한경우에는경사방향의절단면이형성될우려가있다. 또한균열부분이서로충돌하여그부분에흠집이발생할우려가있다. 이러한경사방향의절단면이나흠집등이발생한 LCD 기판은액정패널로서의상품가치를잃게된다
66 시험성적서
67 시험결과
68 (2) 시제품성능 TEST 그림 12. 커터휠의단면도와자체성능 Test 장비 기존의초경합금소재로제작된 LCD 절단용공구의절단력과수명을늘리기위하여샌드위치형다이아몬드커터를개발하였다. 하지만기존의초경합금제절단공구에비해다이아몬드커터휠은매우정밀하면서도고도의가공기술을필요로한다. 그림 12. 에서오른쪽그림은자체에서제작한 LCD 스크라이브용자체 TEST 장비이다. 자체 Test시문제점은시작점부근에서유효한수직크랙이형성되지않으므로스크라이빙시발생되는소음에대한정보를얻을수없었다. 특유의갈라지는불규칙적인음을구별할수없었다

69 제 4 절연구개발결과 1. TFT-LCD 커터마모특성평가 TIT-LCD를초정밀하게절단하는커터로서의다이아몬드커터는초고온고압 (HT-HP) 조건에서두께를 3 중샌드위치형으로하여중앙인선부의다이아몬드경도부와높은인성을갖는초경합금소결체를양쪽에삼층접합시켜제조된다. 기존초경합금단층구조보다수명이 10 배이상증가시키면서, 전체다이아몬드로된단층구조보다는가공성의월등한향상과재료단가의절감을시킬수있는연구개발이다. 기존의초경합금재질로제조된수입품의사용후결과를보면날끝인선부의폭과가공휠방향에따른선조도형성에따라서도내마모성을나타내는주행거리에아주큰영향을끼치고있다는것을알수있다. 사진 18. 에서는현재국내에서전량수입하여사용하고있는일본 T사의초경합금제품과유사한미세조직을갖고있는나노크기의분말과미세조직사진이다. 사진 18. 초경합금의나노분말과미세조직사진 초미립자의초경합금은고경도, 고강도, 고내마모성을겸비한것으로서저속절삭에서는매우뛰어난성능을발휘하고있다. 현재사용되고있는초경합금제품의샘플을분석한결과를 Table 5. 에나타내었다
70 Table 5. 현재사용중인초경합금소재분석 TFT-LCD 특성상표면에스크라이브선을형성하는커터의원주방향의표면가공특성이최종 TFT-LCD 절단후표면특성을좌우하므로매우중요한특성이다. 본과제의최종목표인샌드위치형다이아몬드커터휠의가공을결정하는요인의하나가연삭휠임은그이유때문이다. 결국절단용커터휠의특성이 TFT-LCD 재질표면에어떠한관계가있는지를알아볼필요가있었다. TFT-LCD 스크라이브시에불필요한수평균열을발생하고, 압압에의한브레이크시에표면에스크레치나오손되는것을억제하고스크라이브시에세로균열의성장을촉진시키기위해서는초경이나샌드위치다이아몬드커터휠의원주방향의에지부가공상태가중요하다
71 초경합금의연삭에는일반적으로 GC(silicon carbide) 저석과 Diamond 저석이사용된다. GC 저석은보통황삭용으로, Diamond 저석은사상용으로쓰이며본연구에서는정밀연삭장비로초정밀극소형연삭가공이므로황삭과사상작업에 Diamond 저석으로작업을행하였다. WC는열전도도가낮으므로연삭하는부분은연삭열에의해온도가높고연삭하지않은부분은온도가낮다. 이러한이유로초경합금의표면에열웅력이생성되어 Hair crack을유발시킨다. 초경합금에서이러한연삭시크랙을방지하기위해서는가능하면집중도가높고결합도가연한저석을사용하여초경커터를급냉시키지않고공기중에서서냉하였다. 그러나 TFT-LCD와같은첨단기술분야에서다이아몬드연삭휠이가공에없어서는안될공구재료로서사용되고있다. 다이아몬드는지구상에서존재하는물질중가장단단한물질이며, 일반적인소성숫돌에사용하는탄화규소 (SiC), 알루미나 (Al203) 등의숫돌입자보다누프경도로약 3-4 배의경도를가지고있다. 따라서세라믹스나초경합금등과같은단단하고부서지기쉬운재료를가공할때우수한연삭성을나타내며, 숫돌의마모도적게된다. 한편, 다이아몬드는비교적불에약하며, 공기중에서는 700 C 부근부터산화하기시작하여탄소화가진행된다. 이때문에탄소를고용 ( 고용 ) 하는철계재료를가공할때생기는연삭열에의해다이아몬드의확산마모가진행되며이와같은재료를가공하는데에는적당하지않다는것을알수있었다. 그러나예외적으로숫돌의원주속도가낮고숫돌입자의강도가필요한호닝가공때외같이주로다이아몬드의확산마모나열적마모를낮게억제할수있을경우에는다이아몬드휠을사용할수가있다. 다이아몬드휠이며숫돌입자층은다이아몬드숫돌입자와결합제로구성되고목적에따라충전제를첨가한다. 기본적으로는결합제중에다이아몬드가널려있고기공이없는구조로된다. 결합제에는레지노이드와메탈그리고비트리파이드와전착을사용하는것이일반적이며, 각본드의머리문자를따서 B, M, V 그리고 P를붙여표시한다. 일반적으로레지노이드와비트리파이드는베이스블레이드를알루미늄합금으로만들고메탈본드나전착에서는탄소강으로된베이스블레이드를사용한다
72 TFT-LCD 절단용샌드위치형다이아몬드커터에사용한메탈본드다이아몬드휠은소성하는것이며, 다이아몬드알갱이의유지력이나내마모성을제어하기위해내마모성금속이나무기질충전제등도사용되었다. 본실험에서는 #400, #800을사용하였다. 레지노이드와다이아몬드를혼합하여고온프레스하여만든레지노이드다이아몬드휠은 TFT-LCD 절단용같은예리한숫돌입자숫돌날이필요한연삭일때이성능을발휘하게되며, 주로초경합금, 서멧공구, 세라믹공구등을연삭가공할때서용된다. 또한다른본드보다탄성이있기때문에연삭면의표면거칠기가요구될때의정밀다듬질에사용되었다. 본연구에서는초경합금재질의샘플제작에주로 #400와 #800의레진다이아몬드휠을사용하였다. 또한샌드위치형다이아몬드커터의제작에서는 #400, #800 그리고 #1500과같이아주미세한입자의다이아몬드로된휠도사용하였다. 비트리파이드본드다이아몬드연삭휠은유리질의결합제를사용한부서지기쉬운본드이기때문에다이아몬드루비, 그리고수정등을연삭가공할때사용되는휠이다. 레지노이드숫돌을쓰면결합제의탄성때문에가공물이늘어지기도하고부분적인형상마모가일어나고, 메탈본드를사용하면연삭성이떨어지므로그중간성질을가진비트리파이드본드를사용하게되었다. 본연구에서는고능률과고정밀도로연삭하기위해기공이있는비트리파이드다이아몬드휠을사용하여원하는성능을얻을수있었다. 또한연삭성과함께트루잉성능이대폭적으로향상되었다. Table 6. 에서는초경합금과샌드위치형다이아몬드커터의에지부형성공정에사용되는연삭휠을나타낸것이다
73 Table 6. 연삭작업에사용한휠의종류 연삭작업 적용저석 본드 입도 결합도 초경팁의황삭 Sic 60 H, I 다이아몬드레진 L 초경팁의사상 Sic G, H, I 다이아몬드레진 L 샌드위치형다 레진 L 이아몬드커터 다이아몬드 비트리파이드 L 황삭 메탈 L 샌드위치형다 레진 L 이아몬드커터 다이아몬드 비트리파이드 1000 K, L 사상 메탈 1000 K, L 연삭공정에서연삭할때에는다이아몬드숫돌입자의절삭날로가공물을깍고있다는것을알수있다. 그러나그것은아주조금뿐이며, 거의대부분은소성가공을하고있다. 연삭된가공물의표면을루페로보면, 무수한흠집을볼수있는데그흠집이 LCD 표면을스크라이브할때수직크랙을일으키는요인으로작용할수있다는것이다. 초정밀가공에있어서숫돌입자절삭날이가공물에접촉하기시작할때에는절삭깊이는 0으로부터조금씩깊어진다. 그러다가어떤짧은순간의영역에서는다만가공물에탄성변형을줄뿐이지만, 절삭깊이가미세하게커지면, 가공물이소성적변형을일으키기시작한다. 실제로 TFT-LCD 표면을스크라이브할때에파고들어가는깊이는아주적다. 그렇기때문에커터끝의가공조도도중요한요인이된다. 사진 19. 에서는초경합금재질로된커터제조시연마방법에따른영향을통해능선에불규칙적인무늬를갖던 A연마와 D연마방법으로가공했던능선부와새로운방법으로연마하여 15 방향으로빗살무늬를갖거나미세하게연마하여능선부를날카롭게가공한형상을나타내었다

74 < 개발방법 > < 종전방법 > 사진 19. 초경합금재질의연마방법에따른인선능선부의비교사진 국내업체의기존초경합금재질에다른 Test 결과 V 연마품의경우가능선이미세하면서안정적인형상을가짐으로써주행거리가더향상된결과를보였다. Soda - lime 유리 0.7 t 단판을외경 φ2.5 mm, 에지부각도 120, 스크라이빙작용하중 600 g으로하였을때사진을사진 20. 에나타내었다. 스크라이빙방향은좌에서우방향으로진행하였으며, 위에있는좌우사진은유리표면을투영시킨것이며, 아래쪽의좌우사진은절단후유리단면을투영시킨것이다

75 LCD 표면 - 개발방법 LCD 표면 - 종전방법 LCD 표면 - 개발방법 LCD 표면 - 종전방법 사진 20. 연마방법이다른초경합금재질커터로스크라이빙한후투영사진 기존의초경합금재질로이루어진커터의수명은주행거리로써 30~100 M 정도진행되었는데, Test 결과사진에서도알수있듯이연삭가공방법에따라서주행거리가상당한차이를보였다. 스크라이빙시 Wheel이회전하면서유리에파고들어가일정한깊이로진행되어야하는데날끝마모가되어진행되지않거나크랙이나 burr가발생하면중단시키게된다. 또한 Wheel의회전이원활하게진행되지않으면스크라이빙후브레이킹진행중에인장력과응력이발생하여절단면이불규칙하게 Scoring된다
 (1) 1차공정조건 Test(NG Glass 2 매 ) 1 Scribe 압력 : 1.5 kg 2 Scribe Speed : 350 mm /s 3Scribe Depth : 0.15 mm (2) 2차공정조건 Test(NG Glass 2 매 ) 1 Scribe 압력 : 2.")
76 본연구에서개발한샌드위치형다이아몬드커터는스크라이빙시초경합금재질과절단되는양상에서약간의차이점이나타났다. 상면칩핑이심했지만주행거리는업체에서 Test 결과 1,100 M 정도진행되었다. 사진 21. 에서는기존초경합금재질커터와샌드위치형다이아몬드커터의내마모성평가인주행거리를나타내는사진이다. (Test 조건 ) (1) 1차공정조건 Test(NG Glass 2 매 ) 1 Scribe 압력 : 1.5 kg 2 Scribe Speed : 350 mm /s 3Scribe Depth : 0.15 mm (2) 2차공정조건 Test(NG Glass 2 매 ) 1 Scribe 압력 : 2.2 kg 2 Scribe Speed : 350 mm /s 3 Scribe Depth: 0.18 mm Test 조건을보면압력에서약간의차이는있었다. 결과적으로초경합금소재는 120 M, 샌드위치형다이아몬드커터는 1,100 M를진행한것으로나타났다. 기존초경합금소재 (120 M 후 ) 다이아몬드소재 (1,100 M 후 ) 사진 21. 기존초경합금 vs 샌드위치형다이아몬드커터를사용하여최종주행거리도탈한후커터상태사진
77 결국현재국내의고정밀도를요하는부품들은대부분재래식수작업에의하여가공생산하고있으며품질에있어서도선진국에현저히떨어져고부가가치창출과생산성향상을위해서초정밀전용연삭기의개발은시급한실정이며, 가공장비의수입억제효과와정밀가공품인커터들의수입대체효과를얻을수있을뿐만아니라관련제품의국제경쟁력향상에도크게기여하게될것으로전망하고있다. 1,2차년도를거쳐 TFT-LCD 절단용샌드위치형다이아몬드커터를제조하기위해서는치밀한소결체를제조하는것이상으로가공연삭장비도갖추어야한다. 최종적으로연삭가공시나타난문제점들을요약해서나타내었다. 문제점현상보완대책 1. 내경가공불량 2. 공작물의지지력이약함 3. 평행도 / 진원도불량 4. 소재소결불량 - 조도가나쁘면스크라이빙시불규칙으로진행 - 면치작업시동심도불량 - 내경크기가크면편대칭연삭 - 종전 W-EDM 가공방법에서, Wire 랩핑으로 1 차내경가공후 2 차정밀랩핑으로내경가공 - 가공시간과다 -종전나사식고정방법에서면접촉식 - 떨림발생방법으로지지방법개선 - 편대칭발생 -Table 교체 - 연삭가공시간가과다 - 외주업체공동협력유도 - 입자탈락현상 - 치밀한소결체제조 - 에지중심부편차 (5 마이크론이상 ) 5. 검사시문제 - 인선부 R 측정수치화못함 - 고융점금속으로초경층 Co 침투억제 - 회전하는시편의중심부편차를측정가능한장비구입

78 제 4 장초정밀다이아몬드커터제조기술에관한연구의결론 제 1 절최근관련기술의동향 1. 특허및외국기술관련사항 이부품 소재기술개발사업은 TFT-LCD를초정밀하게절단하는커터를제조하기위한것이며, 연구의핵심은고유의특허기술을확보하는것이다. 왜냐하면특허모든치수및형상을전부포함시키고있으며, 그외에도가공방법및가공연마휠의형상또한출원되어있기때문이다. 특히일본과미국의기술특허에속하지않는기술을지속적으로개발해나가지않으면, 경쟁력을갖을수없기때문이다. 사진 22. 는일본에서최근개발된전체가다이아몬드소재로제작된커터인데내경핀이없는형상을갖는것이특징이라할수있다. 사진 22. 내경핀이없는일체형다이아몬드커터
79 기존의내경원형핀이있는경우는회전마찰을완전히없앨수는없다. 그러한문제점을해결하기위해커터내경에 3개에서 9개의홀을만들어커터를제조하는기술도공개되다. 사진 22. 커터휠은내경홀을형성시키는기술보다는향상된기술이지만아직검증이끝난상태는아니다. 종래의기술의문제점을해결하기위해내경특수형상을이용하여진동으로절단하는기술은획기적인기술이라할수있다. 내경뿐만아니라커터외주원주면에톱니형상을주어단속으로절단하여브레이킹하는개념도제안되었다. 또한절단방법에대한기술적접근도특허화된부분이많았다. 방전가공식성형장치는 CNC ( 컴퓨터수치제어 ) 에의해작동되는방전절단장치의회전축에지지대를장착하였고지지대에는동으로형성된전극봉을장착하였으며전극봉의선단면에는전극휘일의양측에전극휘일고정판을접착시킨상태에서통상의볼트와같은고정수단을이용하여고정시킬수있도록하였다. 방전가공식성형장치를활용한 Glass용휘일의절단홈성형방법은전극봉에전극휠이구비된전극휘일고정판을장착시키고크로스테이블의회전수단에 Glass커팅휘일을장착시켜주며이와같이장착시킨상태에서전원이전극봉을통하여전극휘일로공급되어짐과동시에소정의속도로회전하면서서서히하향하게되고, 회전하면서하향하는 Glass 전극휘일이스크라이브라인과접촉되어진다. Glass 전극휘일이스크라이브라인과접촉되어지면전원이공급되는유리전극휘일과스크라이브라인의접촉면과의사이에는방전이발생하게되고이와같이발생되는방전에의해스크라이브라인의접촉면은일정한간격과깊이로유지되는절단홈이형성된다. 레이저식성형장치는절단장치틀의지지축에레이저로드를수직으로설치하되레이저로드의외부에는여진용관을설치하여레이저빔을하측으로발생되도록하고, 레이저로드하측에는렌즈를설치하여레이저로드에서발생되는레이저빔을집광시킬수있도록하였으며, 렌즈의하측에는일반의회전수단에의해단속적으로회전되는지그를수평으로설치하되지그에는고정핀을이용하여 Glass절단휘일을착탈시킬수있도록하였다. 스크라이브라인에하나의절단홈을형성한후에렌즈와함께레이저로드를상향시켜준상태에서 Glass절단휘일이장착된회전수단을작동시켜 Glass절단휘일을소정의피치만큼회전시켜주며, Glass 절단휘일의회전을완료한후에상향되어있던렌즈와함께레이저로드를하향시켜스크라이브라인의접촉면에는절단홈을성형시켜준다. 이와같이 Glass절단기용휘일의절단홈성형장치및이를이용한절단홈성형방법은 Glass절단휘일의스크라이브라인에 CNC를이용한방전가공식성형장치또는레이저식성형장치를이용하여양호한표면특성으로유지되는절단홈을정밀하게가공시킬수있다
80 최근소형, 경량화및저소비전력등의장점으로음극선관의대체품으로각광을받고있는 LCD패널내부에주입된상태로전기신호에의하여광을통과및차단시키는광셔터성질을갖는액정을이용한평판표시장치이다. 능동형액정표시장치중가장널리사용되는박막트랜지스터 (TFT) 액정표시장치는크게 TFT 기판과 TFT 기판을마주보도록부착되는칼라필터기판및액정으로구성된다. 이와같은 TFT 기판과칼라필터기판은약 6장의 LCD 단위셀이동시에형성가능한두장의대형유리모기판에각각의구성요소들이형성된다. TFT 기판용유리모기판에는복수의게이트라인들과, 게이트라인들과서로수직교차되도록형성된복수개의데이터라인들과, 게이트라인들과데이터라인들의각교점에형성된박막트랜지스터소자들및화소전극들이형성된다. 또한나머지한장의유리모기판인칼라필터기판에는적, 녹, 청의컬러필터층과블랙매트리스, 및대향전극이형성된다. 블랙매트리스는컬러필터층간의빛의혼입을방지하는동시에 TFT 기판의박막트랜지스터가오프상태에서동작하는것을방지하는역할을한다. 이와같은구성요소들이형성된 TFT 기판과칼라필터기판은상호얼라이먼트된후칼라필터기판과 TFT 기판사이로액정이주입되기전에개별 LCD 단위글라스로절단된다. 일반적으로절단을위한장치로는다이아몬드커터를이용하는장치가많이사용되고있다. 다이아몬드커터를이용한절단장치는유리모기판에절단선또는스크라이브라인이형성되고, 스크라이브라인을따라서경도가높은다이아몬드커터가지나가면서경도가낮은유리모기판에소정깊이의예비절단홈을형성한다. 이후유리모기판에미약한충격을인가하여유리모기판의예비절단홈을따라서합착상태의유리모기판을단위글라스로분리한다. 이후분리된 LCD 단위글라스는액정의주입과정과후속조립과정을거쳐서 LCD 패널이제작되고, LCD 패널과백라이트어셈블리등이다시조립되어하나의완성된 LCD 모듈이제작된다. 한편, 레이저빔을이용하는절단장치는절단선또는스크라이브라인을따라서레이저빔을조사하고, 레이저빔이조사된절단선에냉각제를분사하여절단선에크랙을발생시켜서합착상태의유리모기판을단위글라스로분리한다
81 기존의다이아몬드공구로 Glass를절단하는방법을기본으로하는것으로서기존의다이아몬드커터의절단방법은원형공구를 TFT-LCD 표면에스크라이브하거나톱니형태로가공한다이아몬드를 TFT-LCD 표면에대고스크라이빙하는것이다. 특히, 톱니형태의다이아몬드공구는가공에고도의기술력이필요하다. 그러나진동부하를이용한절단방법은다이아몬드를톱니형태로가공하지않고원형그대로를유지하면서커터홀더부에적층형압전세라믹스액츄레이터를내장하여이액츄레이터의상하방향으로진동부하를활용함으로서기존의톱니형태로가공된기존의다이아몬드공구의방법과유사한 TFT-LCD 절단효과를낼수있는방법이다. 이방법의장점은다이아몬드의어려운톱니모양의가공기술을하지않고도적층형압전세라믹스액츄에이터를이용함으로서절단력을향상시키며, 공구의수명이길어지고 TFT-LCD를스크라이빙하고난뒤충격을주어서절단하는번거로움이없어진다. 2. 국내ㆍ외관련기술의현황 ( 가 ) 선진국 : TFT-LCD 절단용커터용소재로는일본및미국에서초경합금소재가주류를이루어왔으며최근일본에서기상합성법 (CVD) 으로다이아몬드층을코팅하거나다이아몬드층을초경합금모재와브레이징하는방법으로의전환을시도하고있다. 현재의 TFT-LCD 절단용커터로다이아몬드소재를사용하는것은초정밀연삭가공기술이뒷받침되어야하므로아직까지선진국에서도대체되지않고있다. 기존초경합금커터가주류를이루는여러요인중의하나는초경합금을대체할소재가개발되지않았기때문이다. 일본 NIKKEN 사는다양한형상의커터를여러가지소재로만드는기술을시도하고있다. 우리나라시장은초경합금소재의커터를사용하는선진업체가독점하고있다. ( 나 ) 국내 : TFT-LCD 절단용커터대부분을차지하는초경합금소재커터는외국업체로부터전량수입하고있다. 국내개발동향도커터소재의변화와같은신제품개발이아닌수입에의존하고있는초경합금소재커터를국산화하려는것과같은단순대체성격의시도가몇몇업체에서시도되고있다. 대부분선진국에서도 TFT-LCD 절단용으로초경합금소재로만든커터가주류를이루고있으며, 다이아몬드와초경합금의샌드위치형커터는본사가최초제안하여특허등록된기술개발입니다
82 3. 특허출원현황 종래에는 LCD 절단용커터로써초경합금재질을사용하였지만, 본발명에서는제 1 초경기판과제 2 초경기판사이에샌드위치형으로결합하여내마모성을크게향상시키도록다이아몬드소결체를갖는커터를제조하는연구이다. 기존의초경합금재질커터는내경에핀을끼워회전하면서 LCD의표면을일정수명동안스크라이빙한후관찰해보면, 절단된 LCD 표면은경도가높지않지만절단시소성변형 (Plastic Stvain) 이일어나커터의절단날에지부의마모로인한스크라이빙폭이넓어질수있었으며, LCD 표변에칩핑 (Chipping) 이나백사이드크랙 (Backside Crack) 이발생되는문제점이있었다. 본발명은지금까지지구상에서가장경도가높은물질로알려져있는다이아몬드를이용하는기술로써초정밀가공영역에서중요한날끝인선의공구반지름을날카롭게만들수있는장점을활용하여내마모성과절삭성을동시에향상시킬수있는샌드위치형다이아몬드공구의제조기술에관한발명이다. * 특허번호 : 특허제 호 * 출원번호 : 제 호 * 출원일 : 2000 년 7 월 20 일 * 등록일 : 2002 년 5 월 27 일 * 발명의명칭 : 다이아몬드소결체를갖는액정화면디스플레이용커터 * 특허권자 : 주식회사코디스 ( )
83 제 2 절향후기대효과및활용방안 디스플레이산업은디지털TV와휴대폰등전방산업에도필수적이지만, 신소재와정밀가공기술등후방산업에도파급효과가큰산업기반기술이다. 세계시장규모도현재 600억달러에달하고있을뿐만아니라오는 2008년경에는 900억달러 2010년께는 1000억달러를상회할것으로예상되는세계각국이치열한기술개발전쟁을하고있는차세대유망산업이다. TFT - LCD는반도체와함께대표적인첨단산업으로제조원가대비인건비비중이낮은대표적인장치산업으로분류된다. 20 인치이하가주류를이루고있는노트북및모니터용 LCD 생산에최근에는디스플레이시장의꽃인 TV 용 LCD 시장이빠르게확대되고있는실정을감안하면 Table 6. 와같이 2004 년에는대형 TV 용으로 LCD 수요가 500 만대를넘어서전체 LCD 수요는 9,000만대이상의수요로인한그야말로황금기를맞이할것으로예측된다. Table 6. 세계 LCD 시장현황 현재 LCD 산업의발전추세라면 LCD 절단용커터의국산화로인한수입대체효과는 100 억원이상이될것이며, 2004 년세계시장규모로는 2,000억원이상이될것이다. 매출규모뿐만아니라국산화파급효과는국내 LCD 제조업체에대한국산화커터의호환적인지원과새로운공정에의기여, 최대한빠른시간내에지원할수있는장점이있다. 나아가 PDP, Glass 및 Ceramics 절단용으로기술을확대적용시킬수있고, 모든표시장치산업에도적용시킬수있다. LCD 절단용초정밀다이아몬드커터의국산화로인한수입대체효과도상당한의미를갖지만, 무엇보다초고온고압기술로제조되는초경합금 / 다이아몬드 / 초경합금으로이루어진 3 층접합체로제조하는기술력과난삭재인다이아몬드를극소형크기인제품으로연삭가공하는데필요한전용가공기계의제조기술이개발완료되면, 이기술이응용될수있는정밀가공응용분야가워낙넓기때문에잠재적인기대효과는대단히크다고할수있다
84 TFT LCD 절단용초정밀다이아몬드커터의국산화로인한파급효과는다음과같다. 국내 TFT LCD 제조업체에대한국산화커터의호환적인지원과새로운공정의개발에의기여, 최대한빠른시간내에지원할수있는장점이있다. 나아가 POP, Glass 및 Ceramics 절단용으로기술을확대적용시킬수있고, 모든표시장치산업에도적용시킬수있다. TFT LCD 절단용초정밀다이아몬드의국산화로인한수입대체효과도상당한의미를갖지만, 무엇보다초고온고압기술로제조되는초경합금 / 다이아몬드 / 초경합금으로이루어진 3층접합체로제조하는기술력과난삭재인다이아몬드를극소형크기로연삭가공하는데필요한전용가공기계의제조기술이개발된다면, 이기술이응용될수있는정밀가공분야가워낙넓기때문에잠재적인기대효과는대단히크다고할수있다. 1. 유형적인측면 1 Scoring 작업시 Cutter 문제로야기된불량에따른금액손실 1,000억이상 2 현재전량수입에의존하고있는국내외 Cutter 500억원시장국산화대체 3 현재사용중인 Toyo사제품수준이사용자만족시키지못함 (70% 수준 ) 2. 무형적인측면 1 현재전량수입하고있는 Toyo사제품수준이 70% 수준, 국내자체기술개발로인한신시장선점. 2 국내사용업체품질불만사항 Feed back의신속대체 3 납기불안정해소 4 품질불안정문제해결 5 극소형정밀커터개발로써초정밀연삭가공에대한원천기술확보 3. 근거자료
85 4. TFT-LCD 국내생산량기준 1) 2001년생산량은 2000년대비 40% 증가 2) 기타는 6% 점유율기준 3) 1개공구수요량 : 5세대생산라인규격 (880 1,100mm ) 기준으로 50개생산을 1공구사용으로산정 5. LCD, Glass, PDP, Ceramics 류절단용커터국내ㆍ외시장규모 주시장 ( 국가또는지역 ) : 일본, 대만, 미국 시장규모
86 제 3 절기술개발시애로사항 우리나라가세계1위를지키고있는중대형 (10인치급이상 ) 급 TFT-LCD와대형 PDP(40인치급이상 ) 의경우제품생산기술은세계정상급이라고할수있겠으나, 핵심원자재와주요제조장비들은아직도많은부분에서일본을위시한선진국에비하여기술수준이미흡한상태라고할수있다. 정부와산업계는이와같은현실을감안하여앞으로이분야의원자재기술과관련생산장비기술의발전을위한대책을수립하여야할것으로생각된다. 향후우리나라의디스플레이산업을세계1위의연간수출규모 300억불이상에달하는국가전략산업으로육성하기위해서는종합적이고도유기적인디스플레이연구개발체계와전문연구기관의설립, 지정및인력개발, 기술훈련센터의운영등에대한정책적배려와산학연협동체제의구축이이루어져야할것이다. 1. 기술정보수집에관한애로사항가. 현업체에서이용할수있는기술정보교류가없다. 나. 기업체와연구소와의기술개발에대한정보교류가불충분하여기술정보에대한 data base 가축적되어있지않다. 다. 기계적특성평가에대한표준화미흡. 라. 부품소재개발에있어서수요자와의기술협력이원활치못함. 특히부품이고가의생산설비에서작업이이루어지는경우막대한자금이소요되므로업체에서의협조가차질이발생함. 2. 상품화에관한애로사항가. 국내시장상황이대기업두세곳에국한되어있는경우자체 Test 비용이막대함. 나. 수입되고있는제품을국산화할때외국사의견제에의한경쟁력약화. 다. 국산화제품에대한대기업의소극적사용자세. 3. 실험및제조장비에관한사항가. 고가의공정장비확보가어려움. 나. 중요한수명 Test를위한장비가고가임다. 국가지원연구원에서실험 연구기자재를활용할기회가없다
87 제 4 절최종연구개발의결론 1. 최종연구개발에대한결과 가. 개발동기대비업체 Test 결과 관련업체 개발동기최종실적 (2003 년 ) 결과및고찰 S 사 - 원판은수평, 수직으로구분하여절단함 - 원판 TFT-LCD (1, mm, 0.7T) - 수평절단시비산된가루흡착된불량 (10%) - 사용중인커터 : 초경 ( 수입 ) 월 3 만개 - 평균수명 ( 초경 ):200 회 1 차수평 : 재연마초경 -220 회수직 : 재연마초경 -230 회 2 차수평 :S.W.Dia-8 회수직 :S.W.Dia-156 회 3 차수평 :S.W.Dia-196 회수직 :S.W.Dia-467 회 4 차수평 :S.W.Dia-250 회수직 :S.W.Dia-890 회 5 차수평 :S.W.Dia-310 회수직 :S.W.Dia-1,050 회 6 차수평 :S.W.Dia-275 회수직 :S.W.Dia-660 회 * 수평 - 수명향상 (ADG 불량문제 ) 소재 :Dia. 2-4um 제조소재 :Dia. 1-2um 제조가공방법개선 * 수직 - 수명향상 (ADG 불량감소 0.5%) L 사 - 소판은수평, 수직으로구분하지않고절단함 - 소판 TFD-LCD ( mm,0.63t - 양쪽 2 회절단방법 (1 회 4 개 Setting) - 수명향상위한원가절감 - 사용중인커터 : 초경 ( 수입 ) 월 4 만개 - 평균수명 ( 초경 ):250M 1 차 : S.W.Dia(8-16um)- 불량 2 차 : S.W.Dia(8-16um)-900M 3 차 : 일체형.Dia(2-4um)-1,00M 4 차 : S.W.Dia(4-6um)-1,100M 5 차 : S.W.Dia(2-4um)-2,000M 6 차 : S.W.Dia(1-2um)-2,500M * 소재개발 :2-4um(1-2um 까지개발완료 ) * 가공방법 : 동시양날에지부가공 * 형상변경 : 단속절단형 ( 특허준비 Test 중 ) H 사 - 소판은수평, 수직으로구분하지않고절단함 - 소판 TFD-LCD ( mm,0.63t - 양쪽 1 회절단방법 (1 회 4 개 Setting) - 수명향상위한원가절감 - 사용중인커터 : 일체형다이아 ( 수입 ): 월 4 만개 - 평균수명 : 일체형다이아 :250M 1 차 : S.W.Dia(4-6um)- 치수불량 2 차 : S.W.Dia(4-6um)-2,500M 3 차 : 일체형 Dia(2-4um)-4,000M 4 차 : S.W.Dia(2-4um)-3,100M 5 차 : S.W.Dia(2-4um)-3,300M 6 차 : S.W.Dia(1-2um)-4,500M * 소재개발 :2-4um(1-2um 까지개발완료 ) * 가공방법 : 동시양날에지부가공 * 형상변경 : 단속절단형 ( 특허준비 Test 중 )
 10.")
88 나. 샌드위치형다이아몬드소결체특성 다. 샌드위치형다이아몬드소결체최종년도실적평가결과 평가항목최종목표최종년도실적평가방법비고 1. 소결체미세조직 2. 소결체경도 (Hv) 3. 소결체마모특성 (um) 4. 휠커터치수 (6가지) 5. 항절력 (T.R.S) 6. 회전시중심선 편차 7. 업체 TEST (S사) 8. 업체 TEST (L사) 9. 업체 TEST (H사) 10. 업체 TEST (A사) 1-2um(2-4um 1-2um 치밀한수정 ) 소결체 SEM Hv=3,000(1-2 Hv=3,050(1-2u Vickers um) m) Hardness um(1-2um) um(2-4um) 1,000 현미경 125 ±20' 각도보완 ( ) 외부 135kgf/ mm2 ( kgf/ mm2 (2-4u um) m) JIS(B-4104) 1-2 um 보류양호 2 um 이내 1.5 um 500 현미경 추가항목 수평 400회 수평 300회 원판 (TFT 1.0t) 추가항목 4,000 m 3,500 m 소판 (TFT-LCD: 상하 ) 4,000 m 3,200 m 소판 (TFT-LCD: 상 ) 500,000 m 570,000 m 소판 (STN-LCD : 상 ) 추가항목추가항목추가항목
89 라. 기존초경합금훨과샌드위치형다이아몬드휠의비교분석 분류항목비교제품 ( 재질 ) 제품특성 ( 장점 ) ( 단점 ) 수명 ( 초경대비 ) 가격 기존초경제품 (TOYO-일본) 특허 Wheel( 일본 ) 개발품 -. 초경합금 -. 초경합금 PCD, PCD -. PCD Edge부를갖는 CVD 3층접합체 3층 PCD( 양측면초경 ) -. 다양한제품종류 -. 국내특허출원 (100년역사 ) -. 현재시장에서 (3층 PCD) * Cutter : 회전축 (Pin) 범용적적용 -. 다이아몬드소결체없이원뿔형 Type. -. 제조용이 ( 다이아특성, 초경합금가공 * Pin : CVD제, 초경제, 몬드에비해서 ) 특성활용 ( 커터특성 PCD 제 -. 경쟁업체과다향상, 제조단가하락 ) -. 스크라이브후브레이크 -. Wheel ddge부 -. 전용가공장비개발공정이생략될수있음특정형상없음로써현제품특성 -. 일본, 미국, 중국, 대만, -. 일본내특허등록향상 ( 현전용가공장비한국, 설계중 ) 유럽국제특허등록 -. 피삭재에대한 - 강한 -. 초경합금은 Cutter의특성을고려하여 PCD(Edge부갖는층 ) 인성특성 생산할수있는기술력 와초경 ( 양쪽지지층 ) 이다이아몬드보다 보유 특성을활용하여가공의 우수하므로파손되는 -. Pin 없는원추뿔형의 수월함과사용상제품 결함이적다 Cutter를개발진동 Quality(Chipping성 ) 를 -. 가격저렴 ( 흔들림 ) 을줄여주는 동시에만족시킬수있음 -. 비교적가공이 특성을갖게함. -. 피삭제에따른 PCD층 용이함 -. 긴수명으로인해 재종을다양하게제조가 가동율상승 용이함 -. 내마모성이 -. 피삭재에대한 Cutter 적으므로수명 재종의한계성이있음 단축으로인한 -. 다이아몬드층을 -Cutting시내경초경 생산성이낮음 기상합성법 (CVD) 이나 Pin과 PCD 접촉부의 -. 현재사용중인 초경합금모재와브레이징 비정상적인마모로인한 브레이킹공정필요함 하는방법으로제조된다면 흔들림이있을수있음 ( 스크라이빙후 접합력이약한문제점 ( 대책 :PCD/Pin 개발중 ) 완전절단미흡으로 있음 추가공정 ) -. 가격이너무비싸다 1 배 (600M) 10~100 배 ( 평균4,500M) 50~80 배 (3,500M) 15,000원-25,000원 350,000원-2,500,000원 150,000원 ~250,000원 (set) (set) (set)
90 2. 최종연구결과요약 TFT-LCD 절단용초정밀다이아몬드커터제조기술개발 에관한연구결론은다음과같다. (1) 초고온고압프레스에서샌드위치형다이아몬드소결시초기 Heating을 Slow하게상승시키는 program이셀안정화에도움이되었으며, 적층된셀의상하 support dummy 로서는초경합금보다알루미나가 Bending 측면에서는양호한결과를나타내었다. (2) 초경면끼리맞닿는적층에서심한초경면퍼짐현상은중앙에알루미나 Plug를삽입하고양방향적층시킴으로서결국초경면끼리맞닿지않게되어크랙이줄어들었다. 샌드위치형다이아몬드소결체합성에서다이아몬드입자에따라서다른합성 program을개발할필요가있으며, 냉각과정과감압소요시간도구분하여차이점을분석하여적용한다면수율이향상될것같다. (3) 미세조직이균일하고소결밀도가높은다이아몬드소결체를얻기위해서는다이아몬드입자선택과입자성장을억제시키는합성기술이중요하다는것을입증한것이다. (4) 다이아몬드입자 1-2um은합성시심한변형으로합성이쉽지않았다. 이를극복하기위해 Binder 함량과첨가제로조절하였다. (5) 본연구에서는 2-4um 의다이아몬드에 5% 의첨가제를넣고합성하였을때가장양호한소결체를얻었다. 또한최종목표인기존초경소재에대비하여 10배이상의성능은어렵지않게도달하였다. (6) 가공품이일반소재가아닌 Diamond 이므로 Diamond 에맞는가공장비를설계하고제작하는과정에서기존에사용하는초경휠을가지고재연마를통해많은 Know-How를얻었다. (7) 전체다이아몬드로된단층구조보다는가공성의월등한향상과재료단가의절감을시킬수있는개발품인샌드위치형다이아몬드로가공을하면 1/5수준의가공비가소요된다. (8) 최근경쟁되는일본업체에서이분야에형상변화를갖는커터에대해서특허출원을했는데아직검증은안됐지만갈수록경쟁은치열할것같다. 결국경쟁력있는기술을갖도록신제품개발이시급하다. (9) TFT-LCD 뿐만아니라일반 LCD, PDP, Glass 분야애도적극적인샘플을공급하고있다
91 제 5 장위탁기술개발의내용및결과 제 1 절위탁기술개발의목표및실적 천안공대위탁기관은커터를개발하는데필요한가공기술자료연구및가공공정및방법및최적가공조건연구와전용기설계파라메타설정, 지그설계, 성능평가를수행했으며그최종목표는다음과같다. 1. 목표대비실적
92 2. 위탁개발내용 목표 내용 외국제품분석 - 외내경공차 - 진원도 - 평행도 - 조도 가공방법연구 - 가공공정연구 - 가공방법연구 ( 지그 ) 전용기기초설계파라메타해석 - 장비 Configuration 구성 - 주축구조설계 - 축동적해석 - 액추레이터설정 - 베어링수명 - 장비진동 - 주요파라메타설정 성능평가 - 진원도 - 원통도 - 표면조도 - 날끝형상 - 경도분석 보고서작성 ( 주관기관과공동 ) -1 단계보고서작성 - 최종보고서작성
93 제 2 절위탁개발결과내용 1. 전용기설계가. 가공공정제 3 절 1-가의내용과같이주관기관과가공공정및전용기설계공동개발함. 나. 설계조건 운동기구에의해주어진상대운동에따라공구와공작물이접촉하여여기에공구, 구조물, 베어링등의요소를포함하는역학적인폐회로가구성된다. 절삭조건, 기계특성, 환경조건등에따라이회로에정적또는동적인힘이작용하여공구, 공작물간의상대운동정도를저하시키며이운동체적은최종적으로공작물에전사되어진다. 이들요인의내용을분석해보면다음과같은항목들을열거할수있다. 1 소재 ( 다이아몬드소결체 ) : 입자크기, 치밀화정도, 경도 2 공구 ( 다이아몬드연삭휠 ) : 다이아몬드집중도, 본드재질, 마모성 3 환경 : 온도, 습도, 진동, 작업자기술력 4 가공기술 : 가공조건, 가공물을지지하는클램프 Jig, 절삭제 5 공작기계 : 기계요소기술, 회전부베어링, 동력전달계, 운동제어, 구조설계 6 계측기술 : 공작기계및주축의운동정도, 정적변위, 진동 7 가공부품 : 평면도, 진원도, 표면조도, 분할각도, 직각도 8 부품기능 : 제품조립시의정도, 제품의운동정도초정밀전용연삭기의구성요소를크게분류하면주축, 안내면등의운동요소, 마찰구동기구, 베드등의구조물, 컨트롤러등의제어장치, 방진, 방습등의기초환경및유지요소등으로분류된다
94 본개발사업에있어서 1 차년도목표인연삭전용설비제작을위하여주요구성요소들의설계및주요부품을먼저선정한다음제작전설계상의문제점을보완하기위하여종래재래식연삭기에서시험제작을행한결과다음과같은 5 가지의문제점을발견하였다. 1 다이아몬드재질연삭이날끝에지부가곡선형 ( 초경재질은뾰족하게가공 ) 2 샌드위치형다이아몬드연삭시일체형다이아몬드보다연삭성이떨어짐 3 전용연삭설비에서연삭절입량이 1 μm단위가능해야함. 4 연삭시황삭과정삭작업을순차적으로같은주축 Spindle에서가능한작업이이루어지도록설계, 제작. 5 피삭제고정용클램프부분은회전모터와 Spindle 부분을분리하여벨트를사용하여진동을최소로설계제작. 주축의특성은 2 가지베어링의형식에의해결정된다. 정도를최우선으로하는초정밀주축으로는정압유체베어링이가장적합함을알수있다. 또한초정밀가공기용안내면으로써필요한조건으로는 1 Stick - Slip 등의불연속동작이없을것. 2 직진정도 ( 평행및회전성분 ) 가좋을것. 3 실용조건에적합한강성을가질것. 4 진동의발생이적을것 5 위치결정및반복정도를정확히얻을수있을것. 등이있으며이용가능한방식으로는미끄럼안내방식이적용되었다. 본개발사업에서는초정밀관련응용분야의하나인반도체부품을개발하기위한소재및전용연삭기제작에있다. 따라서 1차샘플제작하여나타난문제점등을보충하여주축설계도를제작하였다
95 다. 1 차시작품설계 가 ) 주축해석및설계 그림 2 주축의모델링
96 - 96 -
97 그림 3. 주축동력해석결과

98 TFT-LED 절단커터예비가공기
99 라. 2 차전용기주요부품해석

100 1) 주축모 1) 주축해석 주축의모델링의모델링은 IRONCAD 소프트웨어를사용하여행하였으며축의물성치는아래표와같이입력하였으며외부하중조건은절삭력측정에의하여구한값으로입력시켜해석하였다. Modulus of Elasticity 200,000 MPa Poisson's Ratio 0.3 Mass Density 7.85*10-6 Coefficient of Thermal Expansion 1.2*10-5 l/ C Thermal Conductivity Tensile Yield Strength Compressive Yield Strength 0.06 W/ mm C 250 MPa 250 MPa 주축모델링 본해석에사용된 software 는 ANSYS 사에서개발한 DesignSpaces 를사용하였다

101 주축과베어링연삭돌이조립된상태로모델링하여해석하였으며매시는 96,471 nodes 및 58,060 elements로분할생성하였으며중앙축의베어링부분을지지하고연삭숫돌에회전력을주어계산하였으며구조및진동해석한결과는다음과같다. 주축요소분할

102 등가응력 등가변형율 변형량

103 진동모드해석 1ST MODE 2ND MODE 4TH MODE 3RD MODE 5TH MODE 6TH MODE
104 3) 2 차전용기설계 초정밀절삭가공기술은기본적으로공작기계, 절삭공구, 환경제어등과같은요소기술과밀접한관련이있다. 초정밀가공을수행할수있기위해서는우선적으로초정밀가공에관한절삭메카니즘의규명과이를통해서기존의일반가공과의차이를명확히하는것이우선이다. 초정밀가공에서생산된공구인커터는서브마이크론영역에서경우에따라서는수천미터의거리를안정적으로수행할수있어야한다. 현재국내의고정밀도를요하는부품들은대부분재래식수작업에의하여가공생산하고있으며품질에있어서도선진국에현저히떨어져고부가가치창출과생산성향상을위해서초정밀전용연삭기의개발은시급한실정이며, 가공장비의수입억제효과와정밀가공품인커터들의수입대체효과를얻을수있을뿐만아니라관련제품의국제경쟁력향상에도크게기여하게될것으로전망하고있다. 따라서본개발의성패여부는이제품이정밀공차이내로가공할수있는기계개발에달려있다. 이를위하여본연구과제에서는본제품가공에전용으로사용할수있는 LCD 절단용다이아몬드커터에이지가공기를 1차로개발하였다. 해석및기본설계는위탁기관인천안공대에서제작및조립은주관기관인본사에서주로행하였으며기계의성능및진동분석은공동으로진행하였다. 기계메카니즘구상및구조해석을하여설계파라메터를설정후전용기설계를하였다. 구성부품은가능한국내의전용기술을보유한제품을중심으로검토하였으며그유니트별로제작조립하여시운전하였으며그내용은다음과같다
105 6) 커터에이지가공전용기개발된절차및내용 - 전용기설계는다음과같은절차를거쳐행하였다. LCD 커터가공공정도 - 소재가공 - 내부구명가공 - 구멍면치가공 - 커터날경사각황삭및정삭가공 - 단대면가공 - 날끝가공 개발 LCD 커터가공특성및가공조건 - 샌드웨치형외부초경가공에사용되는연삭조건 - 중앙부의다이어몬드연삭가공조건 - 공작기계스핀들의회전및지그의회전수범위선정 - 공작물이송속도선정 LCD 커터지그개발 - 개발커터의고정방법및설계및제작 - 커터의회전방법및구동부설계및제작 - 고정지그설계및제작 공작물슬라이더개발 - 연삭시작용하는절삭력및해석 - 지그와의고정부개발 - 이송시스템개발 - 슬라이드설계및제작 전용기주축스핀들개발 - 주축해석및설계 - 주축베어링선정 - 몸체개발 - 주축스핀들회전수범위선정
106 베드및구조물개발 - 본시스템에적합한구조물개발 - 베드는 BALL SCREW와서보모터구동에적합한구조로개발 - 가능한기존공작기계와표준화로개발 제어시스템으로개발 - BALL SCREW 와서보시스템 - SEMI-CLOSED LOOP 방식제어시스템 - CNC 방식으로기존공작기계의프로그램이동일하도로고함. - 상용콘트롤러사용 - 공작물냉각및칩처리 - 주축스핀들냉각시스템 냉각시스템개발 - 공작기계케이스 - 전면이동 DOOR 케이스및전면 DOOR - 주축성능시험 - 동작중진동측정및해석 - 제품가공공차및성능 - 프로그램및피드백 성능평가 수정및문제점도출 - 상기성능을면밀히분석후 2 차년도전용기개발시고려
107 2. 지그개발가. 1차지그개발


108 그림 4. 지그조립도 그림 5. 지그사진
 CUTTER JIG 가공 그림 1.")
109 나. 2 차지그개발 (1) 설계 다이아몬드커터면에대한각도 125 를가공하기위하여지그개발조건은커터연삭시떨림이없고, 커터측면각도연삭시좌우및이송에대한각도정밀도를유지해야한다. 또한커터너트고정시좌우탄성을유지하면서고정되어야하며제품에대한정밀도를갖질수있도록하여설계하였다. 2) CUTTER JIG 가공 그림 1. WORK JIG ASSEMBLY WORK PIN은 CUTTER을고정하기위한중심축으로조립순서는 WORK PIN에 TENSION RING이끼워지고 GUIDE BUSH CUTTER CLAMPING NUT로체결하고 CUTTER 각도면을 125도로가공하였다


110 가 ) CUTTER JIG 부품 WORK PIN 주축기준인 WORK PIN은 CUTTER을고정하기위하여소재를하이스로선택하여직경 7mm, 5mm, 2.5mm, 0.8mm의직경과길이 20mm, 11mm, 3.5mm, 1.5mm및테이퍼로가공하여축의비틀림억제와표면조도및진원도등의측정을실시하였으며, 나사는방전기로 M 0.8의나사를가공하였다. TENSION RING TENSION RING은외경직경6.0mm, 내경4,0mm, 폭1.0mm의신축성이있는원형고무 RING 을선택하여 TENSION을조정하였다



111 GUIDE BUSH WORK PIN을주축으로 CUTTER의장력조절의필요성에의하여 GUIDE BUSH을하이로선택하여외경7mm, 3mm직경과내경5mm, 2.5mm, 0.8mm주0.0mm공차를가지며, 길이13mm, 테이퍼2.5mm, 길0120mm로가공하였다. CUTTER 개발 JIG PIN에고정하여직경2.6mm 0.01mm, 내경 mm두께 mm날끝각도 , 진원도 0.005mm, 평행도 0.003mm의가공결과를갖는샌드위치형으로확대한 CUTTER의사진이다. CLAMPING NUT CLAMPING NET는 CUTTER을고정하기위하여외경1.0mm, 내경0.5mm에나사피치 M0.8로갖는 NET이다
- 2 -
 - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - 가 ) 가 ) 가 ) 가 ) - 10 - - 11 - 길이 피시험기기 주전원 절연지지물 케이블지지용절연물 접지면 발생기 - 12 - 길이 가능한경우 절연지지물 절연지지물 접지면 전자계클램프 감결합장치 - 13 - - 14 - - 15 - - 16 - - 17 - - 18 -
- 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - 가 ) 가 ) 가 ) 가 ) - 10 - - 11 - 길이 피시험기기 주전원 절연지지물 케이블지지용절연물 접지면 발생기 - 12 - 길이 가능한경우 절연지지물 절연지지물 접지면 전자계클램프 감결합장치 - 13 - - 14 - - 15 - - 16 - - 17 - - 18 -
비철금속및비금속재료의효율적가공을위한 Compax* Diamond 공구소재 Diamond Innovations에서는고품질의다이아몬드소결체인 Compax* 공구소재를생산하고있습니다. 1972년에소개된다결정다이아몬드 (PCD) 는지금까지비금속과비철금속재료의절삭가공에널리사용되
 는지금까지비금속과비철금속재료의절삭가공에널리사용되") 비철금속및비금속재료의 효율적가공을위한 Compax* Diamond 공구소재 비철금속및비금속재료의효율적가공을위한 Compax* Diamond 공구소재 Diamond Innovations에서는고품질의다이아몬드소결체인 Compax* 공구소재를생산하고있습니다. 1972년에소개된다결정다이아몬드 (PCD) 는지금까지비금속과비철금속재료의절삭가공에널리사용되고있습니다. 또한여러응용분야에서최고의생산성을발휘할수있도록,
비철금속및비금속재료의 효율적가공을위한 Compax* Diamond 공구소재 비철금속및비금속재료의효율적가공을위한 Compax* Diamond 공구소재 Diamond Innovations에서는고품질의다이아몬드소결체인 Compax* 공구소재를생산하고있습니다. 1972년에소개된다결정다이아몬드 (PCD) 는지금까지비금속과비철금속재료의절삭가공에널리사용되고있습니다. 또한여러응용분야에서최고의생산성을발휘할수있도록,
- 1 -
 - 1 - - 2 - - 3 - - 4 - - 5 - - 1 - - 2 - - 3 - - 4 - σ σ σ σ σ σ σ - 5 - - 6 - - 7 - - 8 - log - 9 - - 10 - - 11 - - 12 - m ax m ax - 13 - - 14 - - 15 - - 16 - - 17 - tan - 18 - - 19 - tan tan - 20 -
- 1 - - 2 - - 3 - - 4 - - 5 - - 1 - - 2 - - 3 - - 4 - σ σ σ σ σ σ σ - 5 - - 6 - - 7 - - 8 - log - 9 - - 10 - - 11 - - 12 - m ax m ax - 13 - - 14 - - 15 - - 16 - - 17 - tan - 18 - - 19 - tan tan - 20 -
- 2 -
 작품번호 37 Solar material 로쓰일수있는검정색물질의재발견! 출품분야학생부출품부문화학 2009. 5. 13 시 군 학교 ( 소속 ) 학년 ( 직위 ) 성 명 성남시풍생중학교 2 김호기, 이희원 지도교사풍생중학교교사김경원 - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - 석탄은주로탄소로구성되어있고, 수소와산소가들어있다. 이밖에질소
작품번호 37 Solar material 로쓰일수있는검정색물질의재발견! 출품분야학생부출품부문화학 2009. 5. 13 시 군 학교 ( 소속 ) 학년 ( 직위 ) 성 명 성남시풍생중학교 2 김호기, 이희원 지도교사풍생중학교교사김경원 - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - 석탄은주로탄소로구성되어있고, 수소와산소가들어있다. 이밖에질소
6_5상 스테핑 모터_ _OK.indd
 모델구성 적용모델 : 표준축형,, A 8K M 5 6 6 B Autonics motor 1: 은편축형만제공합니다. 2: Standard 결선방식은주문사양입니다. ( 단, 24각, A4K-G564(W), A8K-G566(W) 은제외입니다.) 모델구성 Q-42 모터형식 적용모델 : 기어드일체형,, 로터리액츄에이터형, 로터리액츄에이터 + A M 5 최대허용토크 모터상수
모델구성 적용모델 : 표준축형,, A 8K M 5 6 6 B Autonics motor 1: 은편축형만제공합니다. 2: Standard 결선방식은주문사양입니다. ( 단, 24각, A4K-G564(W), A8K-G566(W) 은제외입니다.) 모델구성 Q-42 모터형식 적용모델 : 기어드일체형,, 로터리액츄에이터형, 로터리액츄에이터 + A M 5 최대허용토크 모터상수
No Slide Title
 저속 고토크 유압 모터 JS,JH, 시리즈 2K / J2K, 6k / J6K 시리즈 2005-1 B137 001-02 June 2000 JH 시리즈 특징 스풀 밸브 및 지로터가 있는 컴팩트한 디자인. 수입 고압 용량 샤프트 씰, 다 양한 범위의 마운팅 플랜지, 샤프트, 포트, 속도가 설계 유연성을 제공합 니다. 샤프트 회전 방향 및 속도는 쉽고 부드럽게 제어할
저속 고토크 유압 모터 JS,JH, 시리즈 2K / J2K, 6k / J6K 시리즈 2005-1 B137 001-02 June 2000 JH 시리즈 특징 스풀 밸브 및 지로터가 있는 컴팩트한 디자인. 수입 고압 용량 샤프트 씰, 다 양한 범위의 마운팅 플랜지, 샤프트, 포트, 속도가 설계 유연성을 제공합 니다. 샤프트 회전 방향 및 속도는 쉽고 부드럽게 제어할
ePapyrus PDF Document
 S104PP (10.4 인치일체형페널 P) S104PP chassis, L Specifications 260 190 46 (W ) 1024 x 768 (4:3) 400 cd 4선압력방식 1.5Kg 245 x 184 (1T~5T 가능 ) Intel eleron J1900 Quard ore 2z Intel VL887 O, O 250 ~ 1T, 40 ~ SS 옵션가능
S104PP (10.4 인치일체형페널 P) S104PP chassis, L Specifications 260 190 46 (W ) 1024 x 768 (4:3) 400 cd 4선압력방식 1.5Kg 245 x 184 (1T~5T 가능 ) Intel eleron J1900 Quard ore 2z Intel VL887 O, O 250 ~ 1T, 40 ~ SS 옵션가능
 다이아몬드, CBN 연삭공구(전착) Electroplated precision grinding tools in iamond and CBN 435-030 경기도 군포시 고래들길 48 TEL : 031-428-8200 FAX : 031-455-1818 http://www.hansungs.co.kr E-mail:hsbs@hansungs.co.kr 창원사무소 TEL
다이아몬드, CBN 연삭공구(전착) Electroplated precision grinding tools in iamond and CBN 435-030 경기도 군포시 고래들길 48 TEL : 031-428-8200 FAX : 031-455-1818 http://www.hansungs.co.kr E-mail:hsbs@hansungs.co.kr 창원사무소 TEL
 *) α ρ : 0.7 0.5 0.5 0.7 0.5 0.5-1 - 1 - - 0.7 (**) 0.5 0.5-1 - (**) Max i e i Max 1 =150 kg e 1 = 50 g xxx.050 kg xxx.050 kg xxx.05 kg xxx.05 kg Max 2=300 kg
*) α ρ : 0.7 0.5 0.5 0.7 0.5 0.5-1 - 1 - - 0.7 (**) 0.5 0.5-1 - (**) Max i e i Max 1 =150 kg e 1 = 50 g xxx.050 kg xxx.050 kg xxx.05 kg xxx.05 kg Max 2=300 kg
MD-C-035-1(N-71-18)
") MD-C-035-1(N-71-18) KEPIC 적용사례 : MD-C-035-1(N-71-18) ( 승인일자 : 2010. 8. 31) 제목 : 용접으로제조되는 KEPIC-MNF 의 1, 2, 3 및 MC 등급기기지지물의추가재 료 (KEPIC-MN) 질의 : 품목이용접으로제작될경우, KEPIC-MDP의부록 IA, IB, IIA, IIB 및 VI에나열된것이외에추가로어떤재료가
MD-C-035-1(N-71-18) KEPIC 적용사례 : MD-C-035-1(N-71-18) ( 승인일자 : 2010. 8. 31) 제목 : 용접으로제조되는 KEPIC-MNF 의 1, 2, 3 및 MC 등급기기지지물의추가재 료 (KEPIC-MN) 질의 : 품목이용접으로제작될경우, KEPIC-MDP의부록 IA, IB, IIA, IIB 및 VI에나열된것이외에추가로어떤재료가
<5BB0EDB3ADB5B55D32303131B3E2B4EBBAF12DB0ED312D312DC1DFB0A32DC0B6C7D5B0FAC7D02D28312E28322920BAF2B9F0B0FA20BFF8C0DAC0C720C7FCBCBA2D3031292D3135B9AEC7D72E687770>
 고1 융합 과학 2011년도 1학기 중간고사 대비 다음 글을 읽고 물음에 답하시오. 1 빅뱅 우주론에서 수소와 헬륨 의 형성에 대한 설명으로 옳은 것을 보기에서 모두 고른 것은? 4 서술형 다음 그림은 수소와 헬륨의 동위 원 소의 을 모형으로 나타낸 것이. 우주에서 생성된 수소와 헬륨 의 질량비 는 약 3:1 이. (+)전하를 띠는 양성자와 전기적 중성인 중성자
고1 융합 과학 2011년도 1학기 중간고사 대비 다음 글을 읽고 물음에 답하시오. 1 빅뱅 우주론에서 수소와 헬륨 의 형성에 대한 설명으로 옳은 것을 보기에서 모두 고른 것은? 4 서술형 다음 그림은 수소와 헬륨의 동위 원 소의 을 모형으로 나타낸 것이. 우주에서 생성된 수소와 헬륨 의 질량비 는 약 3:1 이. (+)전하를 띠는 양성자와 전기적 중성인 중성자
특허청구의 범위 청구항 1 복수개의 프리캐스트 콘크리트 부재(1)를 서로 결합하여 연속화시키는 구조로서, 삽입공이 형성되어 있고 상기 삽입공 내면에는 나사부가 형성되어 있는 너트형 고정부재(10)가, 상기 프리캐스 트 콘크리트 부재(1) 내에 내장되도록 배치되는 내부
를 서로 결합하여 연속화시키는 구조로서, 삽입공이 형성되어 있고 상기 삽입공 내면에는 나사부가 형성되어 있는 너트형 고정부재(10)가, 상기 프리캐스 트 콘크리트 부재(1) 내에 내장되도록 배치되는 내부") (19) 대한민국특허청(KR) (12) 등록특허공보(B1) (51) 국제특허분류(Int. Cl.) E01D 19/12 (2006.01) E01D 2/00 (2006.01) E01D 21/00 (2006.01) (21) 출원번호 10-2011-0036938 (22) 출원일자 2011년04월20일 심사청구일자 2011년04월20일 (65) 공개번호 10-2012-0119156
(19) 대한민국특허청(KR) (12) 등록특허공보(B1) (51) 국제특허분류(Int. Cl.) E01D 19/12 (2006.01) E01D 2/00 (2006.01) E01D 21/00 (2006.01) (21) 출원번호 10-2011-0036938 (22) 출원일자 2011년04월20일 심사청구일자 2011년04월20일 (65) 공개번호 10-2012-0119156
4-Ç×°ø¿ìÁÖÀ̾߱â¨ç(30-39)
") 항공우주 이야기 항공기에 숨어 있는 과학 및 비밀장치 항공기에는 비행 중에 발생하는 현상을 효율적으로 이용하기 위해 과 학이 스며들어 있다. 특별히 관심을 갖고 관찰하지 않으면 쉽게 발견할 수 없지만, 유심히 살펴보면 객실 창문에 아주 작은 구멍이 있고, 주 날 개를 보면 뒷전(trailing edge) 부분이 꺾어져 있다. 또 비행기 전체 형 상을 보면 수직꼬리날개가
항공우주 이야기 항공기에 숨어 있는 과학 및 비밀장치 항공기에는 비행 중에 발생하는 현상을 효율적으로 이용하기 위해 과 학이 스며들어 있다. 특별히 관심을 갖고 관찰하지 않으면 쉽게 발견할 수 없지만, 유심히 살펴보면 객실 창문에 아주 작은 구멍이 있고, 주 날 개를 보면 뒷전(trailing edge) 부분이 꺾어져 있다. 또 비행기 전체 형 상을 보면 수직꼬리날개가
T5100.indd
 Keeping the Customer First Tungaloy Report No. 359-K 회 주철 및 덕타일 주철 터닝 가공용 CVD 코팅 재종 T50 SERIES 광범위한 주철 터닝 가공에 대응! T50 SERIES 새롭게 개발된 코팅과 전용 모재로 내치핑성 및 내마모성이 대폭 향상되었습니다. 적용 영역 주철 재종 T55 내마모성 중시 고속 연속 가공에
Keeping the Customer First Tungaloy Report No. 359-K 회 주철 및 덕타일 주철 터닝 가공용 CVD 코팅 재종 T50 SERIES 광범위한 주철 터닝 가공에 대응! T50 SERIES 새롭게 개발된 코팅과 전용 모재로 내치핑성 및 내마모성이 대폭 향상되었습니다. 적용 영역 주철 재종 T55 내마모성 중시 고속 연속 가공에
ePapyrus PDF Document
 S104PP (10.4 인치일체형페널 P) S104PP chassis, L Specifications ooling System 260 190 46 (W ) 1024 x 768 (4:3) L 400 cd 4선압력방식 1.5Kg ase an(50 50) onector X 2 VS 고정방식, 매립브라켓고정방식 245 x 184 (1T~5T 가능 ) 12V/5 dapter
S104PP (10.4 인치일체형페널 P) S104PP chassis, L Specifications ooling System 260 190 46 (W ) 1024 x 768 (4:3) L 400 cd 4선압력방식 1.5Kg ase an(50 50) onector X 2 VS 고정방식, 매립브라켓고정방식 245 x 184 (1T~5T 가능 ) 12V/5 dapter
KMC.xlsm
 제 7 장. /S 에필요한내용 1] IGBT 취급시주의사항 ) IGBT 취급시주의 1) 운반도중에는 Carbon Cross로 G-E를단락시킵니다. 2) 정전기가발생할수있으므로손으로 G-E 및주단자를만지지마십시요. 3) G-E 단자를개방시킨상태에서직류전원을인가하지마십시요. (IGBT 파손됨 ) 4) IGBT 조립시에는사용기기나인체를접지시키십시요. G2 E2 E1
제 7 장. /S 에필요한내용 1] IGBT 취급시주의사항 ) IGBT 취급시주의 1) 운반도중에는 Carbon Cross로 G-E를단락시킵니다. 2) 정전기가발생할수있으므로손으로 G-E 및주단자를만지지마십시요. 3) G-E 단자를개방시킨상태에서직류전원을인가하지마십시요. (IGBT 파손됨 ) 4) IGBT 조립시에는사용기기나인체를접지시키십시요. G2 E2 E1
LM 가이드
 RSR 가이드 제품치수제원 치수도, 치수표 RSR- 형, RSR- 형, RSR-T 형... RSR- 형, RSR-K 형, RSR-V 형, RSR- 형.. RSR-(T) 형, RSR-(T) 형.. RSR-V 형, RSR-V 형, RSR- 형... 레일의표준길이와최대길이... 스톱퍼... 옵션... as 및각종씰부착후 블록치수 ( 치수 ).. 캡... QZ 부착후의
RSR 가이드 제품치수제원 치수도, 치수표 RSR- 형, RSR- 형, RSR-T 형... RSR- 형, RSR-K 형, RSR-V 형, RSR- 형.. RSR-(T) 형, RSR-(T) 형.. RSR-V 형, RSR-V 형, RSR- 형... 레일의표준길이와최대길이... 스톱퍼... 옵션... as 및각종씰부착후 블록치수 ( 치수 ).. 캡... QZ 부착후의
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할
 저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
96 경첩들어올림 347 타입 A Ø 타입 B Ø 신속하고쉬운도어탈착 모든금속구조재질및마감처리강철, 아연도금또는스테인리스스틸
 96 경첩들어올림 347 6.35.1 Ø 6.35 31.7 25.4.1 6.35 25.4.1 6.35.1 Ø 6.35 6.35 31.7 모든금속구조강철, 아연도금또는스테인리스스틸 63.5 50.8 50.8 50.8 63.5 50.8 Ø 3.2 Ø 3.2 25.4 20.8 20.8 25.4 1.27 1.27 1.27 1.27 50.8 4 x Ø 3.2±0.1
96 경첩들어올림 347 6.35.1 Ø 6.35 31.7 25.4.1 6.35 25.4.1 6.35.1 Ø 6.35 6.35 31.7 모든금속구조강철, 아연도금또는스테인리스스틸 63.5 50.8 50.8 50.8 63.5 50.8 Ø 3.2 Ø 3.2 25.4 20.8 20.8 25.4 1.27 1.27 1.27 1.27 50.8 4 x Ø 3.2±0.1
태양광산업 경쟁력조사.hwp
 태양광산업산업경쟁력조사 1 Ⅰ. 1. 52 2. 53 Ⅱ. 1. 54 2. 60 3. 64 III. 1. 71 2. 82 Ⅳ. 1. 98 2. 121 3. 132 Ⅴ. 1. 147 2. 160 3. 169 4. SWOT 181 Ⅵ. 1. 187 2. 202 3. 217 Ⅶ. 225 < 요약 > Ⅰ. 서론 II. 태양광산업의개요 III. 태양광기술개발현황
태양광산업산업경쟁력조사 1 Ⅰ. 1. 52 2. 53 Ⅱ. 1. 54 2. 60 3. 64 III. 1. 71 2. 82 Ⅳ. 1. 98 2. 121 3. 132 Ⅴ. 1. 147 2. 160 3. 169 4. SWOT 181 Ⅵ. 1. 187 2. 202 3. 217 Ⅶ. 225 < 요약 > Ⅰ. 서론 II. 태양광산업의개요 III. 태양광기술개발현황
실험 5
 실험. OP Amp 의기초회로 Inverting Amplifier OP amp 를이용한아래와같은 inverting amplifier 회로를고려해본다. ( 그림 ) Inverting amplifier 위의회로에서 OP amp의 입력단자는 + 입력단자와동일한그라운드전압, 즉 0V를유지한다. 또한 OP amp 입력단자로흘러들어가는전류는 0 이므로, 저항에흐르는전류는다음과같다.
실험. OP Amp 의기초회로 Inverting Amplifier OP amp 를이용한아래와같은 inverting amplifier 회로를고려해본다. ( 그림 ) Inverting amplifier 위의회로에서 OP amp의 입력단자는 + 입력단자와동일한그라운드전압, 즉 0V를유지한다. 또한 OP amp 입력단자로흘러들어가는전류는 0 이므로, 저항에흐르는전류는다음과같다.
도 3 은본발명의제조장치에사용되는캡의개략적인평면도이다. 도 4 는본발명의제조장치에사용되는클램프의개략적인평면도이다. 도 5 는본발명의제조장치에사용되는고정판의개략적인정면도이다. 도 6 은본발명의제조장치에사용되는심봉의개략적인정면도이다. 도 7 은본발명의제조장치를나타낸개략적인
 (51) Int. Cl. 7 B01D 39/20 (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (45) 공고일자 (11) 등록번호 (24) 등록일자 2005 년 08 월 30 일 10-0511071 2005 년 08 월 22 일 (21) 출원번호 10-2001-0032641 (65) 공개번호 10-2001-0079024 (22) 출원일자 2001년06월05일
(51) Int. Cl. 7 B01D 39/20 (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (45) 공고일자 (11) 등록번호 (24) 등록일자 2005 년 08 월 30 일 10-0511071 2005 년 08 월 22 일 (21) 출원번호 10-2001-0032641 (65) 공개번호 10-2001-0079024 (22) 출원일자 2001년06월05일
< 목차 > Ⅰ. 연구동기 1 Ⅱ. 연구목적 1 Ⅲ. 연구내용 2 1. 이론적배경 2 (1) 직접제작한물질의기본구조 2 (2) 회절격자의이론적배경 3 (3) X-선회절법-XRD(X-Ray Diffraction) 3 (4) 브래그의법칙 (Bragg`s law) 4 (5)
 직접제작한물질의기본구조 2 (2) 회절격자의이론적배경 3 (3) X-선회절법-XRD(X-Ray Diffraction) 3 (4) 브래그의법칙 (Bragg`s law) 4 (5)") [ 첨부 4] 작품설명서표지서식 작품번호 1143 LASER 의라우에패턴을통한입체모형의구조분석 출품분야물리출품부문학생 2011. 7. 7 구분성명 출품학생 지도교사 김성현 권채련 김서연 전종술 - 1 - < 목차 > Ⅰ. 연구동기 1 Ⅱ. 연구목적 1 Ⅲ. 연구내용 2 1. 이론적배경 2 (1) 직접제작한물질의기본구조 2 (2) 회절격자의이론적배경 3 (3)
[ 첨부 4] 작품설명서표지서식 작품번호 1143 LASER 의라우에패턴을통한입체모형의구조분석 출품분야물리출품부문학생 2011. 7. 7 구분성명 출품학생 지도교사 김성현 권채련 김서연 전종술 - 1 - < 목차 > Ⅰ. 연구동기 1 Ⅱ. 연구목적 1 Ⅲ. 연구내용 2 1. 이론적배경 2 (1) 직접제작한물질의기본구조 2 (2) 회절격자의이론적배경 3 (3)
..액추에이터청정화기기모듈러F압력센서10-M series 미니어처피팅 구조도 바브 튜브삽입이용이한형상또한, 튜브유지가확실 몸체 무전해니켈도금처리 가스켓 가벼운체결토크확실한 Seal 사양 호스니플 튜브 봉투너트 손체결로튜브유지가확실또한, 느슨하게함으로써튜브이탈이용이무전해
 ..액추에이터청정화기기모듈러F압력센서M series 미니어처피팅 구조도 바브 튜브삽입이용이한형상또한, 튜브유지가확실 몸체 무전해니켈도금처리 가벼운체결토크확실한 Seal 사양 호스니플 튜브 봉투너트 손체결로튜브유지가확실또한, 느슨하게함으로써튜브이탈이용이무전해니켈도금처리 튜브재질 폴리우레탄 사용유체 공기, 물주 ) M의경우 ø.1/ø2, ø/ø 적용 M-R ø.1/ø2
..액추에이터청정화기기모듈러F압력센서M series 미니어처피팅 구조도 바브 튜브삽입이용이한형상또한, 튜브유지가확실 몸체 무전해니켈도금처리 가벼운체결토크확실한 Seal 사양 호스니플 튜브 봉투너트 손체결로튜브유지가확실또한, 느슨하게함으로써튜브이탈이용이무전해니켈도금처리 튜브재질 폴리우레탄 사용유체 공기, 물주 ) M의경우 ø.1/ø2, ø/ø 적용 M-R ø.1/ø2
열거형 교차형 전개형 상승형 외주형 회전형 도해패턴 계층형 구분형 확산형 합류형 대비형 상관형 (C) 2010, BENESO All Rights Reserved 2
 2010, BENESO All Rights Reserved 2") c 2010, BENESO All rights reserved 1 열거형 교차형 전개형 상승형 외주형 회전형 도해패턴 계층형 구분형 확산형 합류형 대비형 상관형 (C) 2010, BENESO All Rights Reserved 2 u 열거형 : 대소, 위치등의관계에대해설명 u 교차형 : 중복, 합동, 복합, 공동등의관계에대해설명 설명도, 대소관계도, 제휴관계도,
c 2010, BENESO All rights reserved 1 열거형 교차형 전개형 상승형 외주형 회전형 도해패턴 계층형 구분형 확산형 합류형 대비형 상관형 (C) 2010, BENESO All Rights Reserved 2 u 열거형 : 대소, 위치등의관계에대해설명 u 교차형 : 중복, 합동, 복합, 공동등의관계에대해설명 설명도, 대소관계도, 제휴관계도,
KAERIAR hwp
 - i - - ii - - iii - - iv - - v - - vi - Photograph of miniature SiC p-n and Schottky diode detector Photograph SiC chip mounted on a standard electrical package Photograph of SiC neutron detector with
- i - - ii - - iii - - iv - - v - - vi - Photograph of miniature SiC p-n and Schottky diode detector Photograph SiC chip mounted on a standard electrical package Photograph of SiC neutron detector with
1. REACTOR TAP 90% 로변경, 제작공급한사유 - 고객요청사항은 REACTOR 80% 운전기준임. - 삼성테크윈에서사용하는표준 REACTOR 사양은 80%, 75%, 70% 로 STARTER 도면은표준사양으로제출됨. - 동프로젝트용모터사양서 / 성적서확인결과
 1. REACTOR TAP 90% 로변경, 제작공급한사유 - 고객요청사항은 REACTOR 80% 운전기준임. - 삼성테크윈에서사용하는표준 REACTOR 사양은 80%, 75%, 70% 로 STARTER 도면은표준사양으로제출됨. - 동프로젝트용모터사양서 / 성적서확인결과기동전류가 400% 이하로표준모터의 650% 대비상당히낮은기동특성을가지고있어, 압축기운용시기동시간등을감안하여
1. REACTOR TAP 90% 로변경, 제작공급한사유 - 고객요청사항은 REACTOR 80% 운전기준임. - 삼성테크윈에서사용하는표준 REACTOR 사양은 80%, 75%, 70% 로 STARTER 도면은표준사양으로제출됨. - 동프로젝트용모터사양서 / 성적서확인결과기동전류가 400% 이하로표준모터의 650% 대비상당히낮은기동특성을가지고있어, 압축기운용시기동시간등을감안하여
Characteristic of Stainless Steel 304 vs. 316 STS 비교 스테인리스강화학성분비교 (ASTM A 479 Standard) Type UNS No. C Si 304 S S max 0.08
 Type UNS No. C Si 304 S S max 0.08") 304 vs. 316 STS 비교 304 316 스테인리스강화학성분비교 (ASTM A 479 Standard) Type UNS No. C Si 304 S30400 316 S31600 0.08 0.08 1.00 1.00 Mn P S Cr 2.00 2.00 0.045 0.045 0.050 0.050 18.00 20.00 16.00 18.00 Ni 8.00 10.5
304 vs. 316 STS 비교 304 316 스테인리스강화학성분비교 (ASTM A 479 Standard) Type UNS No. C Si 304 S30400 316 S31600 0.08 0.08 1.00 1.00 Mn P S Cr 2.00 2.00 0.045 0.045 0.050 0.050 18.00 20.00 16.00 18.00 Ni 8.00 10.5
サーボモータ用高精度減速機_AFC_Aシリーズ
 Accurate Reducer High-Precision Gear for Servo-motors CONTENTS P. 2 P. A1 P. B1 P. T1 P. T23 1 유성감속기 APG type 100W-3000W 3arcmin 1arcmin 형번12 형번1 형번2 형번22 기종구성 용량 정밀도 3 10 100W 20 형번12 2 3분 1분 형번22 9
Accurate Reducer High-Precision Gear for Servo-motors CONTENTS P. 2 P. A1 P. B1 P. T1 P. T23 1 유성감속기 APG type 100W-3000W 3arcmin 1arcmin 형번12 형번1 형번2 형번22 기종구성 용량 정밀도 3 10 100W 20 형번12 2 3분 1분 형번22 9
 Ⅰ. 석면 1 1) American Geological Institute, Glossary of geology, 2008, http://glossary.agiweb.org 2) US OSHA standard 29CFR1910.1001(b) 2 석면분석전문가양성교육교재 : 편광현미경을이용한고형시료중석면분석 1) Cornelis Klein, The Manual
Ⅰ. 석면 1 1) American Geological Institute, Glossary of geology, 2008, http://glossary.agiweb.org 2) US OSHA standard 29CFR1910.1001(b) 2 석면분석전문가양성교육교재 : 편광현미경을이용한고형시료중석면분석 1) Cornelis Klein, The Manual
<BCB3B0E8B0CBBBE72031C0E5202D204D4F4E4F C2E687770>
 I-BEAM 강도계산서 1. 사양 & 계산기준 * 정격하중 (Q1) = 5000.00 KG * HOIST 자중 (W1)= 516.00 KG * 작업계수 (Φ) = 1.1 * 충격계수 (ψ) = 1.10 * HOOK BLOCK WEIGHT (W2) = 20 KG * HOISTING SPEED (V) = 3.25/1 M/MIN * TRAVERSING SPEED
I-BEAM 강도계산서 1. 사양 & 계산기준 * 정격하중 (Q1) = 5000.00 KG * HOIST 자중 (W1)= 516.00 KG * 작업계수 (Φ) = 1.1 * 충격계수 (ψ) = 1.10 * HOOK BLOCK WEIGHT (W2) = 20 KG * HOISTING SPEED (V) = 3.25/1 M/MIN * TRAVERSING SPEED
HXG350 설치부품 HXG0350IP03-FC-150 HSX0350IP04-FFC-350 HSX0350IP03-FCS-32
 HXG350 파워라인시리즈는가장작지만가장강력한피스톤로드가스스프링이며, 휴대용이하고강력합니다. 3500N에서 66000N까지의힘이허용되며, 스트로크길이는 10mm에서 125mm까지입니다. 가스충진은옆쪽의 C-groove와 U-groove가함께있으며, 다양한마운팅, 스텐다드마운팅과결합가능합니다. 기술제원 충진원료 충진압력 N2 가스 180bar/2610psi 작업온도
HXG350 파워라인시리즈는가장작지만가장강력한피스톤로드가스스프링이며, 휴대용이하고강력합니다. 3500N에서 66000N까지의힘이허용되며, 스트로크길이는 10mm에서 125mm까지입니다. 가스충진은옆쪽의 C-groove와 U-groove가함께있으며, 다양한마운팅, 스텐다드마운팅과결합가능합니다. 기술제원 충진원료 충진압력 N2 가스 180bar/2610psi 작업온도
LM 가이드
 SR/SS 볼리테이너타입 가이드 B 제품치수제원 치수도, 치수표 SR-R 형, SR-R 형... SS-R 형, SS-R 형... SR- 형, SR- 형... SS- 형, SS- 형... SR-RH 형 ( 수주대응품 ), SR-RH 형 ( 수주대응품 ).. SS-RH 형 ( 수주대응품 ), SS-RH 형 ( 수주대응품 )... SR-H 형 ( 수주대응품 ),
SR/SS 볼리테이너타입 가이드 B 제품치수제원 치수도, 치수표 SR-R 형, SR-R 형... SS-R 형, SS-R 형... SR- 형, SR- 형... SS- 형, SS- 형... SR-RH 형 ( 수주대응품 ), SR-RH 형 ( 수주대응품 ).. SS-RH 형 ( 수주대응품 ), SS-RH 형 ( 수주대응품 )... SR-H 형 ( 수주대응품 ),
Microsoft Word - SDSw doc
 MIDAS/SDS Ver..4.0 기술자료 Design>Shear Check Result KCI-USD99의슬래브의불균형모멘트에대한고려기준은다음과같습니다. 7.11. 전단편심설계 (1) 슬래브의평면에수직한위험단면의도심에대해전단편심에의해전달된다고보아야할불균형모멘트의비율은다음과같다. γ υ 1 = 1 b 1+ 3 b 1 () 전단편심에의한모멘트전달로인한전단응력은위의
MIDAS/SDS Ver..4.0 기술자료 Design>Shear Check Result KCI-USD99의슬래브의불균형모멘트에대한고려기준은다음과같습니다. 7.11. 전단편심설계 (1) 슬래브의평면에수직한위험단면의도심에대해전단편심에의해전달된다고보아야할불균형모멘트의비율은다음과같다. γ υ 1 = 1 b 1+ 3 b 1 () 전단편심에의한모멘트전달로인한전단응력은위의
목 차 Ⅰ. 사업개요 5 1. 사업배경및목적 5 2. 사업내용 8 Ⅱ. 국내목재산업트렌드분석및미래시장예측 9 1. 국내외산업동향 9 2. 국내목재산업트렌드분석및미래시장예측 목재제품의종류 국내목재산업현황 목재산업트렌드분석및미래시
 목재미래기업발굴및육성을위한 중장기사업방향제안 2017. 11. 목 차 Ⅰ. 사업개요 5 1. 사업배경및목적 5 2. 사업내용 8 Ⅱ. 국내목재산업트렌드분석및미래시장예측 9 1. 국내외산업동향 9 2. 국내목재산업트렌드분석및미래시장예측 16 2.1. 목재제품의종류 16 2.2. 국내목재산업현황 19 2.3. 목재산업트렌드분석및미래시장예측 33 Ⅲ. 목재미래기업의정의및분류
목재미래기업발굴및육성을위한 중장기사업방향제안 2017. 11. 목 차 Ⅰ. 사업개요 5 1. 사업배경및목적 5 2. 사업내용 8 Ⅱ. 국내목재산업트렌드분석및미래시장예측 9 1. 국내외산업동향 9 2. 국내목재산업트렌드분석및미래시장예측 16 2.1. 목재제품의종류 16 2.2. 국내목재산업현황 19 2.3. 목재산업트렌드분석및미래시장예측 33 Ⅲ. 목재미래기업의정의및분류
CERABON Produce Fine Grit ABRASIVE STONES CERABON Co.,Ltd.
 CERABON Produce Fine Grit ABRASIVE STONES CERABON Co.,Ltd. A Technological Leader of these times CERABON ABRASIVE STONES Introdoction ㅣ회사소개ㅣ History ㅣ연혁ㅣ 시대를리드하는우주항공, 조선, 자동차, 고속열차가있는곳엔반드시세라본의기술이있습니다.
CERABON Produce Fine Grit ABRASIVE STONES CERABON Co.,Ltd. A Technological Leader of these times CERABON ABRASIVE STONES Introdoction ㅣ회사소개ㅣ History ㅣ연혁ㅣ 시대를리드하는우주항공, 조선, 자동차, 고속열차가있는곳엔반드시세라본의기술이있습니다.
Microsoft Word - PLC제어응용-2차시.doc
 과정명 PLC 제어응용차시명 2 차시. 접점명령 학습목표 1. 연산개시명령 (LOAD, LOAD NOT) 에대하여설명할수있다. 2. 직렬접속명령 (AND, AND NOT) 에대하여설명할수있다. 3. 병렬접속명령 (OR, OR NOT) 에대하여설명할수있다. 4.PLC의접점명령을가지고간단한프로그램을작성할수있다. 학습내용 1. 연산개시명령 1) 연산개시명령 (LOAD,
과정명 PLC 제어응용차시명 2 차시. 접점명령 학습목표 1. 연산개시명령 (LOAD, LOAD NOT) 에대하여설명할수있다. 2. 직렬접속명령 (AND, AND NOT) 에대하여설명할수있다. 3. 병렬접속명령 (OR, OR NOT) 에대하여설명할수있다. 4.PLC의접점명령을가지고간단한프로그램을작성할수있다. 학습내용 1. 연산개시명령 1) 연산개시명령 (LOAD,
5월전체 :7 PM 페이지14 NO.3 Acrobat PDFWriter 제 40회 발명의날 기념식 격려사 존경하는 발명인 여러분! 연구개발의 효율성을 높이고 중복투자도 방지할 것입니다. 우리는 지금 거센 도전에 직면해 있습니다. 뿐만 아니라 전국 26
 5월전체 2005.6.9 5:7 PM 페이지14 NO.3 Acrobat PDFWriter 제 40회 발명의날 기념식 격려사 존경하는 발명인 여러분! 연구개발의 효율성을 높이고 중복투자도 방지할 것입니다. 우리는 지금 거센 도전에 직면해 있습니다. 뿐만 아니라 전국 26개 지역지식재산센터 를 통해 발명가와 중소기업들에게 기술개발에서 선진국은 첨단기술을 바탕으로
5월전체 2005.6.9 5:7 PM 페이지14 NO.3 Acrobat PDFWriter 제 40회 발명의날 기념식 격려사 존경하는 발명인 여러분! 연구개발의 효율성을 높이고 중복투자도 방지할 것입니다. 우리는 지금 거센 도전에 직면해 있습니다. 뿐만 아니라 전국 26개 지역지식재산센터 를 통해 발명가와 중소기업들에게 기술개발에서 선진국은 첨단기술을 바탕으로
2010 산업원천기술로드맵요약보고서 - 화학공정소재
 2010 산업원천기술로드맵요약보고서 - 화학공정소재 - 2010. 7 본요약보고서는한국산업기술진흥원주관으 로수립되고있는 2010 년도산업원천기술로 드맵의일부내용을발췌한것입니다. 산업원천기술로드맵전체내용을담은 2010 산업원천기술로드맵보고서 는오는 8월한국산업기술진흥원홈페이지 (www.kiat.or.kr) 를통해공개될예정입니다. 목 차 Ⅰ. 화학공정소재산업의정의및범위
2010 산업원천기술로드맵요약보고서 - 화학공정소재 - 2010. 7 본요약보고서는한국산업기술진흥원주관으 로수립되고있는 2010 년도산업원천기술로 드맵의일부내용을발췌한것입니다. 산업원천기술로드맵전체내용을담은 2010 산업원천기술로드맵보고서 는오는 8월한국산업기술진흥원홈페이지 (www.kiat.or.kr) 를통해공개될예정입니다. 목 차 Ⅰ. 화학공정소재산업의정의및범위
LM 가이드
 R/RS 가이드 B 제품치수제원 치수도, 치수표 R-R 형, R-LR 형... RS-R 형, RS-LR 형... R-A 형, R-LA 형... RS-A 형, RS-LA 형... R-B 형, R-LB 형... RS-B 형, RS-LB 형... 레일의표준길이와최대길이... 옵션... LaS 및각종씰부착후 블록치수 (L 치수 ).. LaS 부착후의그리스니플증가치수..
R/RS 가이드 B 제품치수제원 치수도, 치수표 R-R 형, R-LR 형... RS-R 형, RS-LR 형... R-A 형, R-LA 형... RS-A 형, RS-LA 형... R-B 형, R-LB 형... RS-B 형, RS-LB 형... 레일의표준길이와최대길이... 옵션... LaS 및각종씰부착후 블록치수 (L 치수 ).. LaS 부착후의그리스니플증가치수..
<4D F736F F F696E74202D2035BBF3C6F2C7FC5FBCF8BCF6B9B0C1FA2E BC8A3C8AF20B8F0B5E55D>
 5. 상평형 : 순수물질 이광남 5. 상평형 : 순수물질 상전이 phase transition 서론 ~ 조성의변화없는상변화 5. 상평형 : 순수물질 전이열역학 5. 안정성조건 G ng ng n G G 자발적변화 G < 0 G > G or 물질은가장낮은몰Gibbs 에너지를갖는상 가장안정한상 으로변화하려는경향 5. 상평형 : 순수물질 3 5. 압력에따른Gibbs
5. 상평형 : 순수물질 이광남 5. 상평형 : 순수물질 상전이 phase transition 서론 ~ 조성의변화없는상변화 5. 상평형 : 순수물질 전이열역학 5. 안정성조건 G ng ng n G G 자발적변화 G < 0 G > G or 물질은가장낮은몰Gibbs 에너지를갖는상 가장안정한상 으로변화하려는경향 5. 상평형 : 순수물질 3 5. 압력에따른Gibbs
February /10 고압급유방식의홈가공및절단가공용신규제품
 1/10 고압급유방식의홈가공및절단가공용신규제품 2/10 대구텍은홈가공및절단가공에서티타늄, 인코넬및여타의내열합금강과같은가공이어려운소재에대한시장의필요에부응하여고압내부급유방식의신규제품인 T-BURST를소개합니다. 홈가공및절단가공에서고압으로절삭유를공급함으로써모든피삭재질에대해서칩분절을좋게하고가공시간을단축시키며공구의수명또한증가시킬수있습니다. 비교적저이송을적용해야하는난삭재가공의경우에일반적인절삭유압력으로는칩의분절이어렵습니다.
1/10 고압급유방식의홈가공및절단가공용신규제품 2/10 대구텍은홈가공및절단가공에서티타늄, 인코넬및여타의내열합금강과같은가공이어려운소재에대한시장의필요에부응하여고압내부급유방식의신규제품인 T-BURST를소개합니다. 홈가공및절단가공에서고압으로절삭유를공급함으로써모든피삭재질에대해서칩분절을좋게하고가공시간을단축시키며공구의수명또한증가시킬수있습니다. 비교적저이송을적용해야하는난삭재가공의경우에일반적인절삭유압력으로는칩의분절이어렵습니다.
하이테크 금형센터 인프라 활용 안내 Die & Mold
 하이테크 금형센터 인프라 활용 안내 Die & Mold 2017. 2 1. 센터개요 l 위치 : 광주광역시광산구평동산단로 143 번길 52( 평동산업단지내 ) l 연면적 : 5,438 m2 (4 개동 ) l 건축일정 : 2013. 6 월준공 순번건물명부지면적건축면적용도 1 본부동 2,288 m2 사무공간및회의실등 2 A 동 1,050 m2 정밀측정및가공장비배치
하이테크 금형센터 인프라 활용 안내 Die & Mold 2017. 2 1. 센터개요 l 위치 : 광주광역시광산구평동산단로 143 번길 52( 평동산업단지내 ) l 연면적 : 5,438 m2 (4 개동 ) l 건축일정 : 2013. 6 월준공 순번건물명부지면적건축면적용도 1 본부동 2,288 m2 사무공간및회의실등 2 A 동 1,050 m2 정밀측정및가공장비배치
농림축산식품부장관귀하 본보고서를 미생물을활용한친환경작물보호제및비료의제형화와현장적용매뉴 얼개발 ( 개발기간 : ~ ) 과제의최종보고서로제출합니다 주관연구기관명 : 고려바이오주식회사 ( 대표자 ) 김영권 (
 과제의최종보고서로제출합니다 주관연구기관명 : 고려바이오주식회사 ( 대표자 ) 김영권 (") 농림축산식품부장관귀하 본보고서를 미생물을활용한친환경작물보호제및비료의제형화와현장적용매뉴 얼개발 ( 개발기간 :2014. 7. 29 ~ 2016. 7. 28.) 과제의최종보고서로제출합니다. 2016. 7. 28. 주관연구기관명 : 고려바이오주식회사 ( 대표자 ) 김영권 ( 인 ) 협동연구기관명 : 목원대학교산학협력단 ( 대표자 ) 고대식 ( 인 ) 협동연구기관명
농림축산식품부장관귀하 본보고서를 미생물을활용한친환경작물보호제및비료의제형화와현장적용매뉴 얼개발 ( 개발기간 :2014. 7. 29 ~ 2016. 7. 28.) 과제의최종보고서로제출합니다. 2016. 7. 28. 주관연구기관명 : 고려바이오주식회사 ( 대표자 ) 김영권 ( 인 ) 협동연구기관명 : 목원대학교산학협력단 ( 대표자 ) 고대식 ( 인 ) 협동연구기관명
슬라이드 1
 1. 서론 수리학의정의 수리학 (hydraulics) 또는수리공학 (hydraulic engineering) 은유체 (liquid) 특히물의역학을다루는분야로물의기본성질및물과물체간에작용하는힘뿐만아니라물과관련된구조물이나시스템의계획및설계를연구하는응용과학의한분야이다. 1 장강의내용 - 유체의정의 - 물의상태변화 - 차원및단위 - 점성 - 밀도, 단위중량및비중 - 표면장력및모세관현상
1. 서론 수리학의정의 수리학 (hydraulics) 또는수리공학 (hydraulic engineering) 은유체 (liquid) 특히물의역학을다루는분야로물의기본성질및물과물체간에작용하는힘뿐만아니라물과관련된구조물이나시스템의계획및설계를연구하는응용과학의한분야이다. 1 장강의내용 - 유체의정의 - 물의상태변화 - 차원및단위 - 점성 - 밀도, 단위중량및비중 - 표면장력및모세관현상
소성해석
 3 강유한요소법 3 강목차 3. 미분방정식의근사해법-Ritz법 3. 미분방정식의근사해법 가중오차법 3.3 유한요소법개념 3.4 편미분방정식의유한요소법 . CAD 전처리프로그램 (Preprocessor) DXF, STL 파일 입력데이타 유한요소솔버 (Finite Element Solver) 자연법칙지배방정식유한요소방정식파생변수의계산 질량보존법칙 연속방정식 뉴톤의운동법칙평형방정식대수방정식
3 강유한요소법 3 강목차 3. 미분방정식의근사해법-Ritz법 3. 미분방정식의근사해법 가중오차법 3.3 유한요소법개념 3.4 편미분방정식의유한요소법 . CAD 전처리프로그램 (Preprocessor) DXF, STL 파일 입력데이타 유한요소솔버 (Finite Element Solver) 자연법칙지배방정식유한요소방정식파생변수의계산 질량보존법칙 연속방정식 뉴톤의운동법칙평형방정식대수방정식
untitled
 J I T T O O L I N G just in time 인천광역시남동구고잔동 256-5 133 호 TEL : 032) 433-0985 FAX : 032) 762-0989 E-MAIL : jittooling@hanmail.net http ://www.jittooling.lu.to --- 임직원일동 --- 목차 (CONTENTS) 1. CUTTING HOLDER
J I T T O O L I N G just in time 인천광역시남동구고잔동 256-5 133 호 TEL : 032) 433-0985 FAX : 032) 762-0989 E-MAIL : jittooling@hanmail.net http ://www.jittooling.lu.to --- 임직원일동 --- 목차 (CONTENTS) 1. CUTTING HOLDER
KC CODE KCS 국가건설기준표준시방서 Korean Construction Specification KCS : 2017 상수도공사 공기기계설비 2017 년 8 월일제정 국가건설기준
 KC CODE KCS 57 80 20 국가건설기준표준시방서 Korean Construction Specification KCS 57 80 20 : 2017 상수도공사 공기기계설비 2017 년 8 월일제정 http://www.kcsc.re.kr 국가건설기준 목차 KCS 57 80 20 상수도공사공기기계설비 1. 일반사항 1.1 적용범위,,,,,,, 1.2 참고기준
KC CODE KCS 57 80 20 국가건설기준표준시방서 Korean Construction Specification KCS 57 80 20 : 2017 상수도공사 공기기계설비 2017 년 8 월일제정 http://www.kcsc.re.kr 국가건설기준 목차 KCS 57 80 20 상수도공사공기기계설비 1. 일반사항 1.1 적용범위,,,,,,, 1.2 참고기준
PowerPoint Presentation
 신호조절 (Signal Conditioning) 메카트로닉스 시스템의 구성 ECU 인터페이스 회로 (시그널 컨디셔닝) 마이컴 Model of 기계 시스템 인터페이스 회로 (드라이빙 회로) 센서 액츄에이터 (구동기) 기계 시스템 PN 접합 다이오드 [1] 다이오드의 DC 해석과 등가모델 [1] 다이오드의 DC 해석과 등가모델 [1] 다이오드 응용회로 [1] 다이오드
신호조절 (Signal Conditioning) 메카트로닉스 시스템의 구성 ECU 인터페이스 회로 (시그널 컨디셔닝) 마이컴 Model of 기계 시스템 인터페이스 회로 (드라이빙 회로) 센서 액츄에이터 (구동기) 기계 시스템 PN 접합 다이오드 [1] 다이오드의 DC 해석과 등가모델 [1] 다이오드의 DC 해석과 등가모델 [1] 다이오드 응용회로 [1] 다이오드
Art & Technology #5: 3D 프린팅 - Art World | 현대자동차
 Art & Technology #5: 3D 프린팅 새로운 기술, 새로운 가능성 미래를 바꿔놓을 기술 이 무엇인 것 같으냐고 묻는다면 어떻게 대답해야 할까요? 답은 한 마치 한 쌍(pair)과도 같은 3D 스캐닝-프린팅 산업이 빠른 속도로 진화하고 있는 이유입니 가지는 아닐 것이나 그 대표적인 기술로 3D 스캐닝 과 3D 프린팅 을 들 수 있을 것입니 다. 카메라의
Art & Technology #5: 3D 프린팅 새로운 기술, 새로운 가능성 미래를 바꿔놓을 기술 이 무엇인 것 같으냐고 묻는다면 어떻게 대답해야 할까요? 답은 한 마치 한 쌍(pair)과도 같은 3D 스캐닝-프린팅 산업이 빠른 속도로 진화하고 있는 이유입니 가지는 아닐 것이나 그 대표적인 기술로 3D 스캐닝 과 3D 프린팅 을 들 수 있을 것입니 다. 카메라의
exp
 exp exp exp exp exp exp exp exp exp exp exp log 第 卷 第 號 39 4 2011 4 투영법을 이용한 터빈 블레이드의 크리프 특성 분석 329 성을 평가하였다 이를 위해 결정계수값인 값 을 비교하였으며 크리프 시험 결과를 곡선 접합 한 결과와 비선형 최소자승법으로 예측한 결과 사 이 결정계수간 정도의 오차가 발생하였고
exp exp exp exp exp exp exp exp exp exp exp log 第 卷 第 號 39 4 2011 4 투영법을 이용한 터빈 블레이드의 크리프 특성 분석 329 성을 평가하였다 이를 위해 결정계수값인 값 을 비교하였으며 크리프 시험 결과를 곡선 접합 한 결과와 비선형 최소자승법으로 예측한 결과 사 이 결정계수간 정도의 오차가 발생하였고
- 1 -
 - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - 단 계 시간 ( 초 ) 거 리 비고 저온시동시험초기단계저온시동시험안정단계 505 865 9-11분 5.78km (3.59 mile) 6.29km (3.91 mile)
- 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - 단 계 시간 ( 초 ) 거 리 비고 저온시동시험초기단계저온시동시험안정단계 505 865 9-11분 5.78km (3.59 mile) 6.29km (3.91 mile)
 목 차 - 3 - (( () ( ) - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - 2) 3) 마이크로나이즈드구리화합물, N-N 디알킬 N-N 디메칠벤질알킬암모니움카보에니트등으로구성됨. 1) - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - -
목 차 - 3 - (( () ( ) - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - 2) 3) 마이크로나이즈드구리화합물, N-N 디알킬 N-N 디메칠벤질알킬암모니움카보에니트등으로구성됨. 1) - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - -
코드번호 SLS1793 품명 3- 단사물함 제작사양 1. 재질 : 몸체, 선반 t 냉연강판열쇠고리 - Φ5.0mm 환봉문짝 t 냉연강판손잡이 t 스텐레스강판문구꽂이 - 0.8t 냉연강판상판 - 18mm
 코드번호 SLS1793 품명 3- 단사물함 550 1788 1. 재질 : 몸체, 선반 --- 0.8t 냉연강판열쇠고리 - Φ5.0mm 환봉문짝 --- 0.8t 냉연강판손잡이 --- 1.5t 스텐레스강판문구꽂이 - 0.8t 냉연강판상판 - 18mm PB-양면LPM판 을하며상하에환풍구를낸구조로핀형경첩으로몸통과조립되며, 명찰꽂이겸손잡 이및내부에문구꽂이를부착시킨다
코드번호 SLS1793 품명 3- 단사물함 550 1788 1. 재질 : 몸체, 선반 --- 0.8t 냉연강판열쇠고리 - Φ5.0mm 환봉문짝 --- 0.8t 냉연강판손잡이 --- 1.5t 스텐레스강판문구꽂이 - 0.8t 냉연강판상판 - 18mm PB-양면LPM판 을하며상하에환풍구를낸구조로핀형경첩으로몸통과조립되며, 명찰꽂이겸손잡 이및내부에문구꽂이를부착시킨다
?.? -? - * : (),, ( 15 ) ( 25 ) : - : ( ) ( ) kW. 2,000kW. 2,000kW 84, , , , : 1,
,, ( 15 ) ( 25 ) : - : ( ) ( ) kW. 2,000kW. 2,000kW 84, , , , : 1,") 기계 기구및설비설치또는변경시사업장안전성문제가걱정된다면? 제조업등유해 위험방지계획서로해결하세요! '14 9 13 10 13. ?.? -? - www.kosha.or.kr * : (),, ( 15 ) - 15 - ( 25 ) - 2 - : - : ( 2013-2 ) ( ) 10. 500kW. 2,000kW. 2,000kW 84,000 123,000 183,000
기계 기구및설비설치또는변경시사업장안전성문제가걱정된다면? 제조업등유해 위험방지계획서로해결하세요! '14 9 13 10 13. ?.? -? - www.kosha.or.kr * : (),, ( 15 ) - 15 - ( 25 ) - 2 - : - : ( 2013-2 ) ( ) 10. 500kW. 2,000kW. 2,000kW 84,000 123,000 183,000
온습도 판넬미터(JTH-05) 사양서V1.0
 사양서V1.0") 온습도 조절기 Model:JTH-05 1. 제품 사양. [제품 구분] JTH-05A(입력 전원 AC), JTH-05D(입력 전원 DC) [전원 사양] JTH-05A 입력 전압 출력 전원 소비 전력 JTH-05D AC 90~240V DC 10~36V 12Vdc / Max.170mA Max.2W [본체 사이즈] ~ 온/습도 범위(본체): 사용 [0 ~ 50, 85%RH
온습도 조절기 Model:JTH-05 1. 제품 사양. [제품 구분] JTH-05A(입력 전원 AC), JTH-05D(입력 전원 DC) [전원 사양] JTH-05A 입력 전압 출력 전원 소비 전력 JTH-05D AC 90~240V DC 10~36V 12Vdc / Max.170mA Max.2W [본체 사이즈] ~ 온/습도 범위(본체): 사용 [0 ~ 50, 85%RH
Microsoft PowerPoint - ch02-1.ppt
 2. Coodinte Sstems nd Tnsfomtion 20 20 2.2 Ctesin Coodintes (,, ) () (b) Figue 1.1 () Unit vectos,, nd, (b) components of long,, nd. 직각좌표계에서각변수 (,, ) 들의범위 < < < < < < (2.1) 직각좌표계에서임의의벡터 는,, 가그림 1.1 에서와같이,,
2. Coodinte Sstems nd Tnsfomtion 20 20 2.2 Ctesin Coodintes (,, ) () (b) Figue 1.1 () Unit vectos,, nd, (b) components of long,, nd. 직각좌표계에서각변수 (,, ) 들의범위 < < < < < < (2.1) 직각좌표계에서임의의벡터 는,, 가그림 1.1 에서와같이,,
대체부품 인증제도
 - 1 - - 2 - 심사 - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - - 22 - - 23 - - 24 - - 25 - - 26 - - 27 - - 28 - - 29 - - 30
- 1 - - 2 - 심사 - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - - 22 - - 23 - - 24 - - 25 - - 26 - - 27 - - 28 - - 29 - - 30
제 KI011호사업장 : 서울특별시구로구디지털로26길 87 ( 구로동 ) 02. 공산품및소비제품 생활용품검사검사종류검사품목검사방법 안전확인대상생활용품 생활 휴대용레이저용품 안전확인대상생활용품의안전기준부속서 46 ( 국가기술표준원고시제 호 (
 02. 공산품및소비제품 생활용품검사검사종류검사품목검사방법 안전확인대상생활용품 생활 휴대용레이저용품 안전확인대상생활용품의안전기준부속서 46 ( 국가기술표준원고시제 호 (") 제 KI011호사업장 : 서울특별시구로구디지털로26길 87 ( 구로동 ) 02. 공산품및소비제품 02.003 생활용품검사 안전확인대상생활용품 생활 휴대용레이저용품 안전확인대상생활용품의안전기준부속서 46 ( 국가기술표준원고시제 2017-032 호 (2017.2.8.)) 03. 재료및부품 03.001 자동차부품검사 기능안전심사 ISO 26262-2 : 2011
제 KI011호사업장 : 서울특별시구로구디지털로26길 87 ( 구로동 ) 02. 공산품및소비제품 02.003 생활용품검사 안전확인대상생활용품 생활 휴대용레이저용품 안전확인대상생활용품의안전기준부속서 46 ( 국가기술표준원고시제 2017-032 호 (2017.2.8.)) 03. 재료및부품 03.001 자동차부품검사 기능안전심사 ISO 26262-2 : 2011
(b) 미분기 (c) 적분기 그림 6.1. 연산증폭기연산응용회로
 미분기 (c) 적분기 그림 6.1. 연산증폭기연산응용회로") Lab. 1. I-V Characteristics of a Diode Lab. 6. 연산증폭기가산기, 미분기, 적분기회로 1. 실험목표 연산증폭기를이용한가산기, 미분기및적분기회로를구성, 측정및 평가해서연산증폭기연산응용회로를이해 2. 실험회로 A. 연산증폭기연산응용회로 (a) 가산기 (b) 미분기 (c) 적분기 그림 6.1. 연산증폭기연산응용회로 3. 실험장비및부품리스트
Lab. 1. I-V Characteristics of a Diode Lab. 6. 연산증폭기가산기, 미분기, 적분기회로 1. 실험목표 연산증폭기를이용한가산기, 미분기및적분기회로를구성, 측정및 평가해서연산증폭기연산응용회로를이해 2. 실험회로 A. 연산증폭기연산응용회로 (a) 가산기 (b) 미분기 (c) 적분기 그림 6.1. 연산증폭기연산응용회로 3. 실험장비및부품리스트
(72) 발명자 이대훈 경기도 성남시 분당구 정자동 파크뷰 611동 901호 박준호 경기도 안산시 상록구 사1동 1323-14 - 2 -
 발명자 이대훈 경기도 성남시 분당구 정자동 파크뷰 611동 901호 박준호 경기도 안산시 상록구 사1동 1323-14 - 2 -") (51) Int. Cl. (19) 대한민국특허청(KR) (12) 등록특허공보(B1) G01N 3/30 (2006.01) (21) 출원번호 10-2008-0090352 (22) 출원일자 2008년09월12일 심사청구일자 2008년09월12일 (65) 공개번호 10-2010-0031318 (43) 공개일자 2010년03월22일 (56) 선행기술조사문헌 KR200430499
(51) Int. Cl. (19) 대한민국특허청(KR) (12) 등록특허공보(B1) G01N 3/30 (2006.01) (21) 출원번호 10-2008-0090352 (22) 출원일자 2008년09월12일 심사청구일자 2008년09월12일 (65) 공개번호 10-2010-0031318 (43) 공개일자 2010년03월22일 (56) 선행기술조사문헌 KR200430499
¿ÃµåÄ«´Ù·Ï(µ¿·ÂÀü´Þ´É·ÂÇ¥)ÇѱÛ
ÇѱÛ") Method of 체인의 로울러체인의은크게 3 가지의구분할수있습니다. 아래에설명된급유방법과추천형식, 유의사항을지켜실때에는체인은최상의성능을발휘할수있으며체인수명또한현저하게연장시킬수있습니다. 당사가제공하는 < > 역시아래의 3 가지형태의윤활방식을기준으로제작되어진것입니다. 방법급유량및사용방법유의사항 일반윤활오일주입기나브러쉬로체인의이완측에오일도포 - 축수부의건조를막기위해매
Method of 체인의 로울러체인의은크게 3 가지의구분할수있습니다. 아래에설명된급유방법과추천형식, 유의사항을지켜실때에는체인은최상의성능을발휘할수있으며체인수명또한현저하게연장시킬수있습니다. 당사가제공하는 < > 역시아래의 3 가지형태의윤활방식을기준으로제작되어진것입니다. 방법급유량및사용방법유의사항 일반윤활오일주입기나브러쉬로체인의이완측에오일도포 - 축수부의건조를막기위해매
Ⅰ 개요 1 기술개요 1.,,,,, 600,, (IFB),,
,,") 고온단열재시장 연구개발특구기술글로벌시장동향보고서 2018.1 Ⅰ 개요 1 기술개요 1.,,,,, 600,, (IFB),, 2. - 2 - (Value- chain),,, [ 그림 ] 고온단열재의밸류 - 체인 2 고온단열재기술의활용시장범위,,,,,,, - 3 - Ⅱ 시장동향 2016 475 2,000 8.16%, 2021 703 5,000 [ 그림 ] 글로벌단열재시장규모및전망
고온단열재시장 연구개발특구기술글로벌시장동향보고서 2018.1 Ⅰ 개요 1 기술개요 1.,,,,, 600,, (IFB),, 2. - 2 - (Value- chain),,, [ 그림 ] 고온단열재의밸류 - 체인 2 고온단열재기술의활용시장범위,,,,,,, - 3 - Ⅱ 시장동향 2016 475 2,000 8.16%, 2021 703 5,000 [ 그림 ] 글로벌단열재시장규모및전망
 - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - 주행방향 900 Φ100 재귀반사체 지주 주행방향 1100 120 40 200 740 900 120 45 원형재귀반사체 Φ100 검정색바탕도색 흰색합성수지지주 - 7 - 옹벽 900mm 900mm 노면 옹벽 900mm 900mm 노면 - 8 - - 9 - - 10 - - 11 - - 12 - 0.9
- 1 - - 2 - - 3 - - 4 - - 5 - - 6 - 주행방향 900 Φ100 재귀반사체 지주 주행방향 1100 120 40 200 740 900 120 45 원형재귀반사체 Φ100 검정색바탕도색 흰색합성수지지주 - 7 - 옹벽 900mm 900mm 노면 옹벽 900mm 900mm 노면 - 8 - - 9 - - 10 - - 11 - - 12 - 0.9
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할
 저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
1-표지 및 목차 & 1-서론 (최종보고서안).hwp
.hwp") 목차 표목차 그림목차 1 제 1 장서론 하수도시설내진기준마련을위한연구 1.1 1.2 1.3 제 1 장서론 하수도시설내진기준마련을위한연구 2 제 2 장 국내외주요지진발생현황 및피해사례조사 분석 하수도시설내진기준마련을위한연주 2.1 서론 2.2 국내지진발생현황및발생빈도 2.3 국외주요지진과하수도시설피해상황 제 2 장국내외주요지진발생현황및피해사례조사
목차 표목차 그림목차 1 제 1 장서론 하수도시설내진기준마련을위한연구 1.1 1.2 1.3 제 1 장서론 하수도시설내진기준마련을위한연구 2 제 2 장 국내외주요지진발생현황 및피해사례조사 분석 하수도시설내진기준마련을위한연주 2.1 서론 2.2 국내지진발생현황및발생빈도 2.3 국외주요지진과하수도시설피해상황 제 2 장국내외주요지진발생현황및피해사례조사
 (Hyunoo Shim) 1 / 24 (Discrete-time Markov Chain) * 그림 이산시간이다연쇄 (chain) 이다왜 Markov? (See below) ➀ 이산시간연쇄 (Discrete-time chain): : Y Y 의상태공간 = {0, 1, 2,..., n} Y n Y 의 n 시점상태 {Y n = j} Y 가 n 시점에상태 j 에있는사건
(Hyunoo Shim) 1 / 24 (Discrete-time Markov Chain) * 그림 이산시간이다연쇄 (chain) 이다왜 Markov? (See below) ➀ 이산시간연쇄 (Discrete-time chain): : Y Y 의상태공간 = {0, 1, 2,..., n} Y n Y 의 n 시점상태 {Y n = j} Y 가 n 시점에상태 j 에있는사건
- 2 -
 터키 / 공통 가이드라인명 GMP Kılavuzu GMP 가이드라인 제정일 상위법 Ÿ Ÿ 제정배경 범위 주요내용 Ÿ Ÿ Ÿ Ÿ Ÿ Ÿ Ÿ 의약품제조시, 제조허가증, 의약품의용도및판매허가요구사항, 안정성, 품질및품질부적합으로인한피해로환자가발생하지않도록제조하기위함임. 화학합성의약품, 생물의약품, 방사성의약품, 임상시험용의약품, 무균의약품, 사람혈액및혈장의약품,
터키 / 공통 가이드라인명 GMP Kılavuzu GMP 가이드라인 제정일 상위법 Ÿ Ÿ 제정배경 범위 주요내용 Ÿ Ÿ Ÿ Ÿ Ÿ Ÿ Ÿ 의약품제조시, 제조허가증, 의약품의용도및판매허가요구사항, 안정성, 품질및품질부적합으로인한피해로환자가발생하지않도록제조하기위함임. 화학합성의약품, 생물의약품, 방사성의약품, 임상시험용의약품, 무균의약품, 사람혈액및혈장의약품,

<INPUT DATA & RESULT / 전단벽 > NUM NAME tw Lw Hw 철근 위치 Pu Mu Vu RESULT (mm) (mm) (mm) 방향 개수 직경 간격 (kn) (kn-m)
 (mm) (mm) 방향 개수 직경 간격 (kn) (kn-m)") 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 NUM NAME tw Lw Hw 철근 위치 Pu Mu Vu RESULT (mm) (mm) (mm) 방향 개수 직경 간격 (kn) (kn-m) (kn) 휨 전단 축력 종합 1 2W1 300 3400 4500 수직 2EA- D13 @150
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 NUM NAME tw Lw Hw 철근 위치 Pu Mu Vu RESULT (mm) (mm) (mm) 방향 개수 직경 간격 (kn) (kn-m) (kn) 휨 전단 축력 종합 1 2W1 300 3400 4500 수직 2EA- D13 @150
실용신안 등록청구의 범위 청구항 1 톤백마대가 설치될 수 있도록 일정간격을 두고 설치되는 한 쌍의 지지프레임과, 상기 지지프레임과 지지프레임의 상부를 서로 연결하는 한 쌍의 연결프레임과, 상기 연결프레임의 상부에 일정간격을 두고 다수 설치되어 상기 톤백마대와 그 투입구
 (19) 대한민국특허청(KR) (12) 공개실용신안공보(U) (51) 국제특허분류(Int. Cl.) B65B 67/12 (2006.01) B65D 88/16 (2006.01) (21) 출원번호 20-2012-0003587 (22) 출원일자 2012년05월01일 심사청구일자 2012년05월01일 (11) 공개번호 20-2013-0006479 (43) 공개일자
(19) 대한민국특허청(KR) (12) 공개실용신안공보(U) (51) 국제특허분류(Int. Cl.) B65B 67/12 (2006.01) B65D 88/16 (2006.01) (21) 출원번호 20-2012-0003587 (22) 출원일자 2012년05월01일 심사청구일자 2012년05월01일 (11) 공개번호 20-2013-0006479 (43) 공개일자
Turbine Digital Flowmeter SEMI U+ 특징 PVC, PTFE, P.P, PVDF 등 다양한 재질 Size, 유량, Connection별 주문제작 정밀성, 내화학성이 우수 4~20mA, Alarm, 통신(RS485) 등 출력 제품과 Controll
 등 출력 제품과 Controll") Turbine Digital Flowmeter SEMI U+ 특징 PVC, PTFE, P.P, PVDF 등 다양한 재질 Size, 유량, Connection별 주문제작 정밀성, 내화학성이 우수 4~20mA, Alarm, 통신(RS485) 등 출력 제품과 Controller의 장착 및 사용이 편리 Specification (사양) 적용유체 : 액체 (D.I or
Turbine Digital Flowmeter SEMI U+ 특징 PVC, PTFE, P.P, PVDF 등 다양한 재질 Size, 유량, Connection별 주문제작 정밀성, 내화학성이 우수 4~20mA, Alarm, 통신(RS485) 등 출력 제품과 Controller의 장착 및 사용이 편리 Specification (사양) 적용유체 : 액체 (D.I or
16-27( 통권 700 호 ) 아시아분업구조의변화와시사점 - 아세안, 생산기지로서의역할확대
 아시아분업구조의변화와시사점 - 아세안, 생산기지로서의역할확대") 16-27( 통권 700 호 ) 2016.07.08 - 아세안, 생산기지로서의역할확대 본보고서에있는내용을인용또는전재하시기위해서는본연구원의허락을얻어야하며, 보고서내용에대한문의는아래와같이하여주시기바랍니다. 총괄 ( 경제연구실장 ) : 주원이사대우 (2072-6235, juwon@hri.co.kr) 경제연구실 / 동향분석팀 : : 조규림선임연구원 (2072-6240,
16-27( 통권 700 호 ) 2016.07.08 - 아세안, 생산기지로서의역할확대 본보고서에있는내용을인용또는전재하시기위해서는본연구원의허락을얻어야하며, 보고서내용에대한문의는아래와같이하여주시기바랍니다. 총괄 ( 경제연구실장 ) : 주원이사대우 (2072-6235, juwon@hri.co.kr) 경제연구실 / 동향분석팀 : : 조규림선임연구원 (2072-6240,
Microsoft Word - 4장_처짐각법.doc
 동아대학교토목공학과구조역학 4. 처짐각법 변위법 (Slope Deflection ethod Displacement ethod) Objective of this chapter: 처짐각법의기본개념. What will be presented: 처짐각법을이용한다차부정정보해석 처짐각법을이용한다차부정정골조해석 Theoretical background 미국미네소타대학의
동아대학교토목공학과구조역학 4. 처짐각법 변위법 (Slope Deflection ethod Displacement ethod) Objective of this chapter: 처짐각법의기본개념. What will be presented: 처짐각법을이용한다차부정정보해석 처짐각법을이용한다차부정정골조해석 Theoretical background 미국미네소타대학의
- 1 -
 - 1 - - 2 - - 3 - - 4 - 장비구성 : - 5 - - 6 - 치 - 7 - μ - 8 - - 9 - 고체흡착관의안정화방법및기기 (Tube conditioner) - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - 전기냉각저온농축장치 (TD) GC/FPD - 18 - GC/FID Headspace
- 1 - - 2 - - 3 - - 4 - 장비구성 : - 5 - - 6 - 치 - 7 - μ - 8 - - 9 - 고체흡착관의안정화방법및기기 (Tube conditioner) - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - 전기냉각저온농축장치 (TD) GC/FPD - 18 - GC/FID Headspace
1-66(16년내지)
") KS 2 RILLING KS-1302-S20 KS-1352-S20 KS-1402-S20 KS-1452-S20 KS-12-S20 KS-1552-S20 KS-1602-S20 KS-1652-S25 KS-1702-S25 KS-1752-S25 KS-1802-S25 KS-1852-S25 KS-1902-S25 KS-1952-S25 KS-2002-S25 KS-2052-S25
KS 2 RILLING KS-1302-S20 KS-1352-S20 KS-1402-S20 KS-1452-S20 KS-12-S20 KS-1552-S20 KS-1602-S20 KS-1652-S25 KS-1702-S25 KS-1752-S25 KS-1802-S25 KS-1852-S25 KS-1902-S25 KS-1952-S25 KS-2002-S25 KS-2052-S25
 단체표준심사위원회 - 2 - 목 차 - 1 - - 2 - - 규격별및무게 - 3 - 표 4-4 - 원형 그림 1-5 - 각형 - 6 - - 7 - B 부상세 C 부상세 D 부상세 부도 1 - 하수도용회주철 ( 648) 뚜껑및틀 - 8 - 손잡이 부도 2 - 상수도용구상흑연주철 ( 648X100) 뚜껑및틀 - 9 - 손잡이상세 무늬도 C 부상세 B 부상세
단체표준심사위원회 - 2 - 목 차 - 1 - - 2 - - 규격별및무게 - 3 - 표 4-4 - 원형 그림 1-5 - 각형 - 6 - - 7 - B 부상세 C 부상세 D 부상세 부도 1 - 하수도용회주철 ( 648) 뚜껑및틀 - 8 - 손잡이 부도 2 - 상수도용구상흑연주철 ( 648X100) 뚜껑및틀 - 9 - 손잡이상세 무늬도 C 부상세 B 부상세
2014 년도사업계획적정성재검토보고서 차세대바이오그린 21 사업
 2014 년도사업계획적정성재검토보고서 차세대바이오그린 21 사업 목차 i 목 차 iv 목차 표목차 목차 v vi 목차 목차 vii 그림목차 viii 목차 요 약 요약 1 요 약 제 1 장사업개요및조사방법 4 차세대바이오그린 21 사업사업계획적정성재검토보고서 : * ( 15 ) 요약 5 : 6 차세대바이오그린 21 사업사업계획적정성재검토보고서 요약 7 8
2014 년도사업계획적정성재검토보고서 차세대바이오그린 21 사업 목차 i 목 차 iv 목차 표목차 목차 v vi 목차 목차 vii 그림목차 viii 목차 요 약 요약 1 요 약 제 1 장사업개요및조사방법 4 차세대바이오그린 21 사업사업계획적정성재검토보고서 : * ( 15 ) 요약 5 : 6 차세대바이오그린 21 사업사업계획적정성재검토보고서 요약 7 8
2017 년 4 월 1/25 신규밀링제품
 1/25 신규밀링제품 2/25 KEY POINT 대구텍은이미성능검증된여러밀링제품들중, 판매증가에도움이될만한제품들을선정하여새로운브랜드인 RHINOMI을출시합니다. 뛰어난성능과품질을가진 RHINOMI 은국내시장에적합한제품들로구성되어, 신규고객확보및기존고객판매유지에도도움이 될것입니다. - 알림 - 국내전용으로공급되었던밀링재종들은재고소진후공급중단예정이며, 하기 RHINOMI
1/25 신규밀링제품 2/25 KEY POINT 대구텍은이미성능검증된여러밀링제품들중, 판매증가에도움이될만한제품들을선정하여새로운브랜드인 RHINOMI을출시합니다. 뛰어난성능과품질을가진 RHINOMI 은국내시장에적합한제품들로구성되어, 신규고객확보및기존고객판매유지에도도움이 될것입니다. - 알림 - 국내전용으로공급되었던밀링재종들은재고소진후공급중단예정이며, 하기 RHINOMI
BN H-00Kor_001,160
 SPD-SHD/SPD-0SHD BN68-008H-00 ..... 6 7 8 8 6 7 8 9 0 8 9 6 8 9 0 6 6 9 7 8 8 9 6 6 6 66 67 68 70 7 7 76 76 77 78 79 80 80 8 8 8 8 8 86 87 88 89 90 9 9 9 9 9 96 96 98 98 99 0 0 0 0 06 07 08 09 0 6 6
SPD-SHD/SPD-0SHD BN68-008H-00 ..... 6 7 8 8 6 7 8 9 0 8 9 6 8 9 0 6 6 9 7 8 8 9 6 6 6 66 67 68 70 7 7 76 76 77 78 79 80 80 8 8 8 8 8 86 87 88 89 90 9 9 9 9 9 96 96 98 98 99 0 0 0 0 06 07 08 09 0 6 6
Microsoft PowerPoint - 기초디스플레이-03장 [호환 모드]
![Microsoft PowerPoint - 기초디스플레이-03장 [호환 모드]](/thumbs/77/76186602.jpg "Microsoft PowerPoint - 기초디스플레이-03장 [호환 모드]") LC(liquid crystal) 란무엇인가? - LC란 : 고체와액체의중간특성 - LCD란 : 액정의상태변화를이용해정보를표시하는장치로서, 온도외에전기장의변화에따라배열상태가바뀌는특성을이용한것 - 1888년오스트리아의생물학자인 Reinitzer가콜레스테롤과관련된유기물질을녹이는과정에서발견 ( 그림 ) - 독일의물리학자인 Lehmann은이러한혼탁한액체가고체의규칙적인분자배열을가지며또한유동성을가지며결정구조를가졌다는의미로액정
LC(liquid crystal) 란무엇인가? - LC란 : 고체와액체의중간특성 - LCD란 : 액정의상태변화를이용해정보를표시하는장치로서, 온도외에전기장의변화에따라배열상태가바뀌는특성을이용한것 - 1888년오스트리아의생물학자인 Reinitzer가콜레스테롤과관련된유기물질을녹이는과정에서발견 ( 그림 ) - 독일의물리학자인 Lehmann은이러한혼탁한액체가고체의규칙적인분자배열을가지며또한유동성을가지며결정구조를가졌다는의미로액정
untitled
 Jul-09 J I T T O O L I N G just in time 인천광역시남동구고잔동 256-5 133호 TEL : 070-7584 - 0989 FAX : 032) 429-0985 E-MAIL : jittooling@hanmail.net http ://www.jittooling.lu.to --- 임직원일동 --- 목차 (CONTENTS) 1. HYDRAULIC
Jul-09 J I T T O O L I N G just in time 인천광역시남동구고잔동 256-5 133호 TEL : 070-7584 - 0989 FAX : 032) 429-0985 E-MAIL : jittooling@hanmail.net http ://www.jittooling.lu.to --- 임직원일동 --- 목차 (CONTENTS) 1. HYDRAULIC
T Endmill 치아보철가공용엔드밀 치아보철소재 (Zirconia, Titanium, Co - Cr, Wax, PMMA) 가공용엔드밀 PC2510 / ND3000 피삭재별재종최적화를통한공구성능향상 ( PC2510 : Titanium, Co - Cr ND3000 : Z
 가공용엔드밀 PC2510 / ND3000 피삭재별재종최적화를통한공구성능향상 ( PC2510 : Titanium, Co - Cr ND3000 : Z") 치아보철가공용엔드밀 치아보철소재 (Zirconia, Titanium, Co - Cr, Wax, PMMA) 가공용엔드밀 PC2510 / ND3000 피삭재별재종최적화를통한공구성능향상 ( PC2510 : Titanium, Co - Cr ND3000 : Zirconia) 장비별맞춤공구제작 국내 외치과 CAD / CAM 용가공기별전용공구의차별화 Zirconia, Titanium,
치아보철가공용엔드밀 치아보철소재 (Zirconia, Titanium, Co - Cr, Wax, PMMA) 가공용엔드밀 PC2510 / ND3000 피삭재별재종최적화를통한공구성능향상 ( PC2510 : Titanium, Co - Cr ND3000 : Zirconia) 장비별맞춤공구제작 국내 외치과 CAD / CAM 용가공기별전용공구의차별화 Zirconia, Titanium,
3. 제정조례안 : 붙임 4. 예산수반사항 : 없음 5. 관계법령발췌서 : 붙임 - 2 -
 안양시도로조명시설설치및관리에관한조례안 1. 제정이유 2. 주요내용 - 1 - 3. 제정조례안 : 붙임 4. 예산수반사항 : 없음 5. 관계법령발췌서 : 붙임 - 2 - 안양시도로조명시설설치및관리에관한조례안 - 3 - ➃ - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - 별표 1 도로및교통의종류에따른도로조명등급 ( 제 6 조관련 ),,.,,,,,
안양시도로조명시설설치및관리에관한조례안 1. 제정이유 2. 주요내용 - 1 - 3. 제정조례안 : 붙임 4. 예산수반사항 : 없음 5. 관계법령발췌서 : 붙임 - 2 - 안양시도로조명시설설치및관리에관한조례안 - 3 - ➃ - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - 별표 1 도로및교통의종류에따른도로조명등급 ( 제 6 조관련 ),,.,,,,,
안전확인대상생활화학제품지정및안전 표시기준 제1조 ( 목적 ) 제2조 ( 정의 )
 제2조 ( 정의 )") 안전확인대상생활화학제품지정및안전 표시기준 제1조 ( 목적 ) 제2조 ( 정의 ) - 1 - - 2 - 제3조 ( 안전확인대상생활화학제품지정 ) 제4조 ( 안전기준의설정 ) 제5조 ( 안전기준 ) 제6조 ( 표시기준 ) - 3 - - 4 - 제9조 ( 규제의재검토 ) 제 7 조 ( 안전기준확인제출자료 ) 제8조 ( 안전기준적용예외 ) 부칙 제1조 ( 시행일 )
안전확인대상생활화학제품지정및안전 표시기준 제1조 ( 목적 ) 제2조 ( 정의 ) - 1 - - 2 - 제3조 ( 안전확인대상생활화학제품지정 ) 제4조 ( 안전기준의설정 ) 제5조 ( 안전기준 ) 제6조 ( 표시기준 ) - 3 - - 4 - 제9조 ( 규제의재검토 ) 제 7 조 ( 안전기준확인제출자료 ) 제8조 ( 안전기준적용예외 ) 부칙 제1조 ( 시행일 )
ICT À¶ÇÕÃÖÁ¾
 Ver. 2012 T TA-11104-SA 4 21 21 42 65 91 103 124 140 161 187 Ver. 2012 ICT Standardization Strategy Map 4 Ver. 2012 Ver. 2012 5 ICT Standardization Strategy Map 6 Ver. 2012 Ver. 2012 7 ICT Standardization
Ver. 2012 T TA-11104-SA 4 21 21 42 65 91 103 124 140 161 187 Ver. 2012 ICT Standardization Strategy Map 4 Ver. 2012 Ver. 2012 5 ICT Standardization Strategy Map 6 Ver. 2012 Ver. 2012 7 ICT Standardization
.....hwp
 모델명 Indigo 14 1958년부터 사자표 라는 상표로 국내외의 많은 분께 사랑 받고 있는 라이온미싱은 가정용 재봉기 전문 회사입니다. 구입하신 제품은 직선/지그재그 바느질과 다양한 바느질을 편리하게 사용할 수 있으며, 정성이 가득한 나만의 작품을 만드는데 조그마한 보탬을 드릴 것입니다. 감사합니다. 본 설명서는 제품개선을 위하여 부분사양이 예고 없이 변경될
모델명 Indigo 14 1958년부터 사자표 라는 상표로 국내외의 많은 분께 사랑 받고 있는 라이온미싱은 가정용 재봉기 전문 회사입니다. 구입하신 제품은 직선/지그재그 바느질과 다양한 바느질을 편리하게 사용할 수 있으며, 정성이 가득한 나만의 작품을 만드는데 조그마한 보탬을 드릴 것입니다. 감사합니다. 본 설명서는 제품개선을 위하여 부분사양이 예고 없이 변경될
Microsoft PowerPoint - OLED_vs_LCD.ppt [호환 모드]
![Microsoft PowerPoint - OLED_vs_LCD.ppt [호환 모드]](/thumbs/91/105296610.jpg "Microsoft PowerPoint - OLED_vs_LCD.ppt [호환 모드]") 디스플레이기술비교 : OLED 와 LCD 구조및동작원리, 특징비교 박기찬 명암비 (Contrast Ratio) 응답속도 (Response Time) 시야각 (Viewing Angle) Black Image OLED 는매우낮고균일한 black level 구현이가능하고, 시야각에따른빛샘도없음. AMOLED Black 휘도 구분 CR (Static) F.W.
디스플레이기술비교 : OLED 와 LCD 구조및동작원리, 특징비교 박기찬 명암비 (Contrast Ratio) 응답속도 (Response Time) 시야각 (Viewing Angle) Black Image OLED 는매우낮고균일한 black level 구현이가능하고, 시야각에따른빛샘도없음. AMOLED Black 휘도 구분 CR (Static) F.W.
그린홈이용실태및만족도조사
 2009 년도연구용역보고서 그린홈이용실태및 만족도설문조사 - 2009. 11. - 이연구는국회예산정책처의연구용역사업으로수행된것으로서, 보고서의내용은연구용역사업을수행한연구자의개인의견이며, 국회예산정책처의공식견해가아님을알려드립니다. 책임연구원 이화여자대학교소비자학과교수정순희 그린홈이용실태및만족도 설문조사 2009. 11. 책임연구원 정순희 ( 이화여자대학교소비자학과교수
2009 년도연구용역보고서 그린홈이용실태및 만족도설문조사 - 2009. 11. - 이연구는국회예산정책처의연구용역사업으로수행된것으로서, 보고서의내용은연구용역사업을수행한연구자의개인의견이며, 국회예산정책처의공식견해가아님을알려드립니다. 책임연구원 이화여자대학교소비자학과교수정순희 그린홈이용실태및만족도 설문조사 2009. 11. 책임연구원 정순희 ( 이화여자대학교소비자학과교수
보도자료 2014 년국내총 R&D 투자는 63 조 7,341 억원, 전년대비 7.48% 증가 - GDP 대비 4.29% 세계최고수준 연구개발투자강국입증 - (, ) ( ) 16. OECD (Frascati Manual) 48,381 (,, ), 20
 ( ) 16. OECD (Frascati Manual) 48,381 (,, ), 20") 보도자료 2014 년국내총 R&D 투자는 63 조 7,341 억원, 전년대비 7.48% 증가 - GDP 대비 4.29% 세계최고수준 연구개발투자강국입증 - (, ) 2014 10 30() 16. OECD(Frascati Manual) 48,381 (,, ), 2014,. * 통계법국가승인지정통계 ( 제 10501 호 ) 로서 1963 년에최초실시된이래, 매년시행하고있는전국
보도자료 2014 년국내총 R&D 투자는 63 조 7,341 억원, 전년대비 7.48% 증가 - GDP 대비 4.29% 세계최고수준 연구개발투자강국입증 - (, ) 2014 10 30() 16. OECD(Frascati Manual) 48,381 (,, ), 2014,. * 통계법국가승인지정통계 ( 제 10501 호 ) 로서 1963 년에최초실시된이래, 매년시행하고있는전국
LM 가이드
 SR B 제품치수제원 치수도, 치수표 SR-W 형, SR-WM 형, SR-V 형, SR-VM 형.. SR-TB 형, SR-TBM 형, SR-SB 형, SR-SBM 형.. 레일의표준길이와최대길이... SR 형의 레일탭타입... 옵션... LaCS 및각종씰부착후 블록치수 (L 치수 ).. SR 형전용자바라 JS 형... SR 형전용자바라 DS 형... SR 형전용
SR B 제품치수제원 치수도, 치수표 SR-W 형, SR-WM 형, SR-V 형, SR-VM 형.. SR-TB 형, SR-TBM 형, SR-SB 형, SR-SBM 형.. 레일의표준길이와최대길이... SR 형의 레일탭타입... 옵션... LaCS 및각종씰부착후 블록치수 (L 치수 ).. SR 형전용자바라 JS 형... SR 형전용자바라 DS 형... SR 형전용
Microsoft PowerPoint 산업전망_통장전부_v9.pptx
 Contents 3 4 5 6 7 8 9 10 11 12 13 14 주 : Murata 는 3 월 31 일결산, Chiyoda Integre 는 8 월 31 일결산자료 : Bloomberg, 미래에셋대우리서치센터 15 자료 : Bloomberg, 미래에셋대우리서치센터 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
Contents 3 4 5 6 7 8 9 10 11 12 13 14 주 : Murata 는 3 월 31 일결산, Chiyoda Integre 는 8 월 31 일결산자료 : Bloomberg, 미래에셋대우리서치센터 15 자료 : Bloomberg, 미래에셋대우리서치센터 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
 3 Contents 8p 10p 14p 20p 34p 36p 40p 46P 48p 50p 54p 58p 생명다양성재단 영물이라는 타이틀에 정 없어 보이는 고양이, 날카롭게 느껴지시나요? 얼음이 따뜻함에 녹듯이, 사람에게 경계심 많은 길고양이도 곁을 내어주면 얼음 녹듯이 당신을 바라봅니다. 길 위에 사는 생명체라 하여 함부로 대하지 말아주세요. 싫으면 외면해주세요.
3 Contents 8p 10p 14p 20p 34p 36p 40p 46P 48p 50p 54p 58p 생명다양성재단 영물이라는 타이틀에 정 없어 보이는 고양이, 날카롭게 느껴지시나요? 얼음이 따뜻함에 녹듯이, 사람에게 경계심 많은 길고양이도 곁을 내어주면 얼음 녹듯이 당신을 바라봅니다. 길 위에 사는 생명체라 하여 함부로 대하지 말아주세요. 싫으면 외면해주세요.
BZN* 공구소재및인서트 Diamond Innovations 에서는철계재료의절삭가공을위한우수한품질의다결정 CBN 제품군을생산하고있습니다. BZN* 은획기적인공구수명증대와균일한표면조도그리고가공정밀도향상을제공하도록설계되어진제품입니다. 같은생산시간기준으로전체제품비용의획기적인
 철계재료의절삭가공을위한 BZN* 공구소재및인서트 BZN* 공구소재및인서트 Diamond Innovations 에서는철계재료의절삭가공을위한우수한품질의다결정 CBN 제품군을생산하고있습니다. BZN* 은획기적인공구수명증대와균일한표면조도그리고가공정밀도향상을제공하도록설계되어진제품입니다. 같은생산시간기준으로전체제품비용의획기적인절감이가능하기때문에, 전체제조비용절감이성공적으로수반됩니다.
철계재료의절삭가공을위한 BZN* 공구소재및인서트 BZN* 공구소재및인서트 Diamond Innovations 에서는철계재료의절삭가공을위한우수한품질의다결정 CBN 제품군을생산하고있습니다. BZN* 은획기적인공구수명증대와균일한표면조도그리고가공정밀도향상을제공하도록설계되어진제품입니다. 같은생산시간기준으로전체제품비용의획기적인절감이가능하기때문에, 전체제조비용절감이성공적으로수반됩니다.
[ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : ~ 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 (
![[ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : ~ 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 (](/thumbs/103/157216582.jpg "[ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : ~ 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 (") [ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : 2013. 4. 1 ~ 2014. 12. 31 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 ( 울산과학고 ) 권범석 ( 울산과학고 ) 김진영 ( 울산과학고 ) 조희제 ( 울산과학고 ) .
[ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : 2013. 4. 1 ~ 2014. 12. 31 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 ( 울산과학고 ) 권범석 ( 울산과학고 ) 김진영 ( 울산과학고 ) 조희제 ( 울산과학고 ) .
웹진을 위한 경험 디자인 적용방안 연구
 8) 의 팔찌장신구는 단위면적간의 간격을 일정하게 만들고, 이를 원형으로 배열하여 디자인하였다. 팔찌의 내 경을 60mm로 최소화하여 어린이나 손이 작은 성인여성을 대상으로 착용이 가능하도록 하였다. 장신구구조물의 내부 형태에 예각으로 조각부분을 주어 3D 프린터로 출력하였 다. 의 조형물은 내부공간을 최대한 비우고, ABS 소재의 가벼운
8) 의 팔찌장신구는 단위면적간의 간격을 일정하게 만들고, 이를 원형으로 배열하여 디자인하였다. 팔찌의 내 경을 60mm로 최소화하여 어린이나 손이 작은 성인여성을 대상으로 착용이 가능하도록 하였다. 장신구구조물의 내부 형태에 예각으로 조각부분을 주어 3D 프린터로 출력하였 다. 의 조형물은 내부공간을 최대한 비우고, ABS 소재의 가벼운
쌍백합23호3
 4 5 6 7 여행 스테인드글라스 을 노래했던 하느님의 영원한 충만성을 상징하는 불꽃이다. 작품 마르코 수사(떼제공동체) 사진 유백영 가브리엘(가톨릭 사진가회) 빛은 하나의 불꽃으로 형상화하였다. 천사들과 뽑힌 이들이 거룩하시다. 거룩하시다. 거룩하시다. 하며 세 겹의 거룩하심 가 있을 것이다. 빛이 생겨라. 유리화라는 조그만 공간에 표현된 우주적 사건인 셈이다.
4 5 6 7 여행 스테인드글라스 을 노래했던 하느님의 영원한 충만성을 상징하는 불꽃이다. 작품 마르코 수사(떼제공동체) 사진 유백영 가브리엘(가톨릭 사진가회) 빛은 하나의 불꽃으로 형상화하였다. 천사들과 뽑힌 이들이 거룩하시다. 거룩하시다. 거룩하시다. 하며 세 겹의 거룩하심 가 있을 것이다. 빛이 생겨라. 유리화라는 조그만 공간에 표현된 우주적 사건인 셈이다.
STATICS Page: 7-1 Tel: (02) Fax: (02) Instructor: Nam-Hoi, Park Date: / / Ch.7 트러스 (Truss) * 트러스의분류 트러스 ( 차원 ): 1. 평면트러스 (planar tru
 Fax: (02) Instructor: Nam-Hoi, Park Date: / / Ch.7 트러스 (Truss) * 트러스의분류 트러스 ( 차원 ): 1. 평면트러스 (planar tru") STATICS Page: 7-1 Instructor: Nam-Hoi, Park Date: / / Ch.7 트러스 (Truss) * 트러스의분류 트러스 ( 차원 ): 1. 평면트러스 (planar truss) - 2 차원 2. 공간트러스 or 입체트러스 (space truss)-3 차원트러스 ( 형태 ): 1. 단순트러스 (simple truss) 삼각형형태의트러스
STATICS Page: 7-1 Instructor: Nam-Hoi, Park Date: / / Ch.7 트러스 (Truss) * 트러스의분류 트러스 ( 차원 ): 1. 평면트러스 (planar truss) - 2 차원 2. 공간트러스 or 입체트러스 (space truss)-3 차원트러스 ( 형태 ): 1. 단순트러스 (simple truss) 삼각형형태의트러스
 22-12324-4TEL:3668-3114 FAX:742-3387 TEL:3668-3120 FAX:745-9476 TEL:3668-3109, 2279-0867~8 TEL:3668-3127 TEL:3668-3123, 3128, 3162 www.saeki.co.kr, www.pentaximaging.co.kr Small 의 큰 스타일을 경험하다 당신의 카메라만으로도,
22-12324-4TEL:3668-3114 FAX:742-3387 TEL:3668-3120 FAX:745-9476 TEL:3668-3109, 2279-0867~8 TEL:3668-3127 TEL:3668-3123, 3128, 3162 www.saeki.co.kr, www.pentaximaging.co.kr Small 의 큰 스타일을 경험하다 당신의 카메라만으로도,
<3235B0AD20BCF6BFADC0C720B1D8C7D120C2FC20B0C5C1FE20322E687770>
 25 강. 수열의극한참거짓 2 두수열 { }, {b n } 의극한에대한 < 보기 > 의설명중옳은것을모두고르면? Ⅰ. < b n 이고 lim = 이면 lim b n =이다. Ⅱ. 두수열 { }, {b n } 이수렴할때 < b n 이면 lim < lim b n 이다. Ⅲ. lim b n =0이면 lim =0또는 lim b n =0이다. Ⅰ 2Ⅱ 3Ⅲ 4Ⅰ,Ⅱ 5Ⅰ,Ⅲ
25 강. 수열의극한참거짓 2 두수열 { }, {b n } 의극한에대한 < 보기 > 의설명중옳은것을모두고르면? Ⅰ. < b n 이고 lim = 이면 lim b n =이다. Ⅱ. 두수열 { }, {b n } 이수렴할때 < b n 이면 lim < lim b n 이다. Ⅲ. lim b n =0이면 lim =0또는 lim b n =0이다. Ⅰ 2Ⅱ 3Ⅲ 4Ⅰ,Ⅱ 5Ⅰ,Ⅲ