Microsoft PowerPoint 주차.ppt
|
|
|
- 선경 미
- 5 years ago
- Views:
Transcription


1 프레스금형설계교육 서울산업대학교금형설계학과김종호 1 목차 월 10 주 금형의분류 3. 전단금형 3.1 전단금형의종류 3.2 전단가공특성 3.3 전단금형의기본구조 교육내용 전단금형부품의기능및설계 3.5 전단금형설계 4 평가 2 1
2 1. 금형의분류 1.1 금형의개요 금형은재료의소성 (Plasticity), 전연성 (Malleability, Ductility), 유동성 (Fluidity) 등의성질을이용하여재료를가공성형, 제품을생산하는도구 로서금속재료를사용하여만들어진형 ( 型 ) 을말하며 동일형상, 동일규 격의제품을대량생산하기위해모체가되는틀 이라고함. 우리나라에서는다이 (Die) 와몰드 (Mould) 를통칭하는의미로서 금형 또는 형, 그리고중국, 대만, 홍콩, 싱가포르등중화경제권에속하는국가에서는 모구 라말한다. 또영국을비롯하여독일, 프랑스, 미국등 서방선진국에서는 Special Tooling 이라는용어를사용하고있다 금형의분류 1.2 금형의종류 (1) 프레스금형 (Press Die) 직선왕복운동을하는프레스기계에금형이라는특수공구를설치하여주로금속제품을성형가공하는금형을말함 (2) 사출금형 (Injection Mould) 사출금형은고분자 ( 플라스틱합성수지 ) 재료를가열용융또는반용융상태에서강한압력을가하여코어 (Core) 와캐비티 (Cavity) 사이의빈공간에주입냉각시켜성형품을만드는금형을말한다. ㆍ생산제품 : 일상생활용품, 사무용기기, 자동차부품, 장식품, 항공기부품, 전기전자부품, 컴퓨터, 핸드폰, 완구, CD, 렌즈, 건축자재등. 4 2
3 1. 금형의분류 1.2 금형의종류 (3) 다이캐스팅금형 (Die casting Mould) 저용융금속인 Al, Zn, Mg 합금등을정밀한형상의금형에고압으로주입하여제품을생산하는방법으로원리는사출금형과유사하다. ㆍ성형재료 : Al, Zn, Cu, Mg등ㆍ생산제품 : 자동차부품, 전기전자통신기기부품, 정밀기계, 가정용품, 항공기부품, 완구, 스포츠용품등 (4) 단조금형 (Forging Die) 공작물을냉간또는가열한상태에서해머, 프레스등으로충격이나압력을가하여원하는형상으로가공하는금형이다 금형의분류 1.2 금형의종류 (5) 고무금형 (Rubber Mould) 고무및합성고무소재를금형에넣어열과압력을가하여고무제품을성형하는금형으로플라스틱의압축성형법과유사하다. ㆍ생산제품 : 자동차부품 ( 타이어, 몰딩재 ), 신발, 구두, 골프공등. (6) 유리금형 (Glass Mould) 유리의원료를금형에넣고, 고온고압으로압력을가하여제품을제조하거나, 공기의압력으로유리를부풀게하여성형하는가공법이다. ㆍ금형용소재 : 주철, 내열강ㆍ성형재료 : 유리ㆍ생산제품 : 각종유리병, 컵, 유리용기, 브라운관전면유리, 전기라이트렌즈, 전구, 이화학용기구등. 6 3
4 1. 금형의분류 1.2 금형의종류 (7) 분말야금금형 (Powder Metallurgy Mould) 금속및비금속 (W, Mo, Al2O3) 분말을금형에넣어고온고압으로원하는형상의제품을성형하는방법으로일명소결금형이라한다. ㆍ금형용소재 : 합금공구강, 초경합금ㆍ성형재료 : 금속및비금속분말 (Ag-W, Cu-W, C-Cu, Al2O3) 등. ㆍ생산제품 : 각종절삭공구, 기어, 오일리스베어링, 자석, 세라믹, 초경금형공구, 방전가공전극등. (8) 요업금형 (Ceramic Mould) 일반적으로벽돌, 타일등의제품을만드는세라믹성형용과일명사기그릇이라고하는접시, 찻잔, 인형등을제조하는도자기형등을요업금형이라고한다 금형의분류 1.2 금형의종류 ㆍ금형용소재 : 합금공구강, 초경합금, 고속도강등. ㆍ성형재료 : 점토, 석고, 요업분말, Al2O3 분말등. ㆍ생산제품 : 각종식기, 도자기, 전기절연재 ( 애자 ), 건축재 ( 타일, 세면기등 ) (9) 주조금형 (Casting Mould) 주물사, 석고, 플라스틱, 알루미늄등으로주형을제작하여용융재료를주입하여제품을생산하는방법이다. ㆍ주형용소재 : 주물사, 주철, 강, 청동, Al 등. ㆍ성형재료 : 주철, 구리합금, 알루미늄등. ㆍ생산제품 : 자동차부품 ( 엔진블록, 캠축 ), 공작기계프레임, 구조가복잡한부품, 기계, 전기, 전자부품등. 8 4

 작업이라함 그림 2-1 전단 9")
 피어싱 (Piercing) 제품으로사용하고자하는소재로부터구멍을뚫어내는작업.")
5 2.1 전단가공그룹 전단기 (Shearing machine) 나금형 (Die) 을사용하여재료에파단강도이상의압력을가하여잘라내는가공을말하며그종류는다음과같다. (1) 전단 (Shearing) 전단기 (Shearing machine) 로소재의일부를전단하는작업. 이중에서스크랩이거의없게규칙적인배열로전단하는공정을특히컷오프 (Cut-off) 작업이라함 그림 2-1 전단 전단가공그룹 (2) 블랭킹 (Blanking) 소재로부터정해진형상을절단해내어그것을제품으로사용하는작업 그림 2-2 블랭킹 (3) 피어싱 (Piercing) 제품으로사용하고자하는소재로부터구멍을뚫어내는작업. 이작업을펀칭 (Punching) 이라고도한다. 그림 2-3 피어싱 10 5


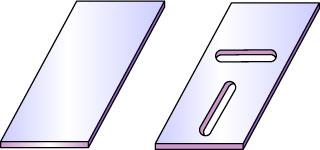

6 2.1 전단가공그룹 (4) 트리밍 (Trimming) 성형된제품의불규칙한가장자리부위를절단하는작업 그림 2-4 트리밍 (5) 노칭 (Notching) 소재의가장자리로부터원하는형상을절단하는것으로전단선윤곽이폐곡선을이루지않음 그림 2-5 노칭 전단가공그룹 (6) 슬로팅 (Slotting) 판재의중앙부에서가늘고긴홈을절단하는작업으로피어싱과유사함 그림 2-6 슬로팅 (7) 슬리팅 (Slitting) 판재의일부에가는절입선을가공하는작업또는넓은판재를일정한간격의좁은코일또는스트립으로가공하는작업 그림 2-7 슬리팅 12 6


 셰이빙 (Shaving)")
7 2.1 전단가공그룹 (8) 세퍼레이팅 (Separating) 성형된제품을 2개이상으로분리하는작업 그림 2-8 세퍼레이팅 (9) 퍼퍼레이팅 (Perforating) 판재상에많은구멍을규칙적인배열로피어싱하는작업 그림 2-9 퍼퍼레이팅 전단가공그룹 (10) 셰이빙 (Shaving) 앞공정에서전단된블랭크재의전단면을평평하게가공하기위해다시한번전단하는작업 그림 2-10 셰이빙 14 7
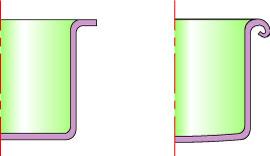



8 2.2 굽힘가공그룹 가공판재의중립면 (Neatural plane) 을기준으로인장과압축이동시에작용하는가공법으로재료에힘을가하여굽힘응력을발생시켜여러가지모양의제품을만드는가공법으로종류는다음과같다. (1) 컬링 (Curling) 판또는용기의가장자리부에원형단면의테두리를만드는가공 (2) 시밍 (Seaming) 2장의판재의단부를굽히면서겹쳐눌러접합하는가공 그림 2-11 컬링 그림 2-12 시밍 굽힘가공그룹 (3) 벤딩 (Bending) 굽힘작업의총칭으로 V형, U형, L형굽힘, 채널굽힘, 컬링, 시밍등도이에속함 그림 2-13 벤딩 (4) 버링 (Burring) 평판에구멍을뚫고그구멍보다큰직경을가진펀치를밀어넣어서구멍에플랜지를만드는가공. 그림 2-14 버링 16 8
 ㆍ스트레치플랜징 (Stretch flanging) ㆍ슈링크플랜징 (Shringk flanging) 그림 2-15")
 이나, 균열 (crack)")
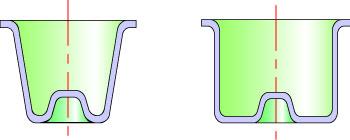
9 2.2 굽힘가공그룹 (5) 플랜징 (Flanging) 소재의단부를직각으로굽히는작업으로굽힘선의형상에따라세가지로분류된다. ㆍ스트레이트플랜징 (Straight flanging) ㆍ스트레치플랜징 (Stretch flanging) ㆍ슈링크플랜징 (Shringk flanging) 그림 2-15 스트레이트플랜징 그림 2-16 스트레치플랜징 그림 2-17 슈링크플랜징 드로잉가공그룹 금속판또는소성이큰재료를다이속으로끌고들어가면서이음매가없는컵, 그릇모양의용기를주름 (wrinkling) 이나, 균열 (crack) 이발생치않게성형하는가공법으로서그종류는다음과같다. (1) 드로잉 (Drawing) 평판소재를펀치가다이속으로유입시키면서펀치모양의용기를성형하는가공으로깊이가깊을때특히디프드로잉이라함. 그림 2-18 드로잉 18 9


10 2.3 드로잉가공그룹 (2) 재드로잉 (Redrawing) 1차드로잉된용기의직경을감소시키면서다시한번드로잉하면서제품깊이를증가시키는가공. (3) 리스트라이킹 (Restriking) 그림 2-19 재드로잉 전공정에서만들어진제품의형상이나치수를정확하게하기위해변형된부분을밀어교정하는마무리작업. 그림 2-20 리스트라이킹 드로잉가공그룹 (4) 아이어닝 (Ironing) 제품의측벽두께를얇게하면서제품의높이를높게하는훑기가공을말함. 그림 2-21 아이어닝 20 10


11 2.4 성형가공그룹 재료의판두께를고의로축소시키지않으며, 금형의상하형사이에넣고압력을가해원하는형상으로만드는가공법으로재료변형이작은그룹에한정된다. (1) 엠보싱 (Embossing) 재료의판두께변화는일으키지않으면서국부적으로돌기형상의소성변형을시켜제품의강성을증가시키는작업. 그림 2-22 엠보싱 성형가공그룹 (2) 비딩 (Beading) 엠보싱과마찬가지로제품의강성을증가시키기위한것으로대체로형상세장비가큰작업. 그림 2-23 비딩 (3) 익스팬딩 (Expanding) 원통의단부내경을확대시키는가공. 그림 2-24 익스팬딩 22 11


12 2.4 성형가공그룹 (4) 벌징 (Bulging) 원통형부품의내부에고무또는유체를이용하여직경을팽창시키는가공. 그림 2-25 벌징 (5) 네킹 (Necking) 원통형부품의직경을감소시키는가공. 그림 2-26 네킹 성형가공그룹 (6) 플래팅 (Flatting) 소재의표면을평평하게하는작업으로스트레이트닝 (Straightening) 이라고도함. 그림 2-27 플래팅 24 12
, 업세팅 (Upsetting), 스웨이징 (Swaging), 헤딩 (Heading), 단조 (Forging), 압출 (Extrusion), 충격압출")
 마킹 (Marking) 재료의일부분에만마크또는문자를각인하는가공. 그림 2-29 마킹 (3) 업세팅 (Upsetting) 재료를상하방향으로압축하여높이를줄이고단면을넓히는가공.")
13 2.5 압축가공그룹 재료에강한압축력을가하여소재변형을일으키면서금형내부의형상대로제품이성형되도록하는공정으로, 여기에는압인가공 (Coining), 마킹 (Marking), 사이징 (Sizing), 압입가공 (Indenting Indentation), 업세팅 (Upsetting), 스웨이징 (Swaging), 헤딩 (Heading), 단조 (Forging), 압출 (Extrusion), 충격압출 (Impact extrusion) 등이있다. (1) 압인 (Coining) 재료를밀폐된금형속에서강하게눌러금형과같은모양을재료의표면에만드는정밀단조가공. 그림 2-28 압인 압축가공그룹 (2) 마킹 (Marking) 재료의일부분에만마크또는문자를각인하는가공. 그림 2-29 마킹 (3) 업세팅 (Upsetting) 재료를상하방향으로압축하여높이를줄이고단면을넓히는가공. 그림 2-30 업세팅 26 13


 압출 (Extrusion)")
14 2.5 압축가공그룹 (4) 스웨이징 (Swaging) 재료를반경방향으로압축하여직경이나두께를줄여서길이나폭을넓히는가공. 그림 2-31 스웨이징 (5) 헤딩 (Heading) 원기둥재료의일부를상하로압축하여볼트, 리벳등과같이부품의머리를만드는일종의업세팅가공. 그림 2-32 헤딩 압축가공그룹 (6) 압출 (Extrusion) 다이속에재료를넣고펀치로재료를압축하면다이의구멍 ( 전방압출 ) 또는펀치와다이의틈새 ( 후방압출 ) 로재료가유동하여원하는형상을만드는가공. 그림 2-33 압출 28 14

15 2.5 압축가공그룹 (7) 충격압출 (Impact Extrusion) 치약튜브와같은얇은벽의깊은용기를만들때적용되는일종의후방압출가공을말한다. 다이에경금속을넣고펀치가고속으로하강하면재료는그충격으로연신되면서성형됨. 그림 2-34 충격압출 29 15
M anufacturing 분리가공 전단가공 절단 (cutting) 베벨절단 (bevel cutting) 충격절단 (dinking) 블랭킹 (blanking) 피어싱 (piercing) 트리밍 (trimming) 노칭 (notching) 세이빙 (shaving) 파인블
 베벨절단 (bevel cutting) 충격절단 (dinking) 블랭킹 (blanking) 피어싱 (piercing) 트리밍 (trimming) 노칭 (notching) 세이빙 (shaving) 파인블") M anufacturing 자동차금형설계및제작기술의이해 자동차금형개발의기초지식 II - 프레스가공 자동차개발중에서도차체 (White body) 분야의기술을좌우하는자동차금형개발은자동차전체프로세스중에서꽃이라고할수있을것이다. 자동차금형설계및제작과관련하여지난호의소성가공에이어서프레스가공의종류및특징에대해서알아보도록한다. 프 레스가공은넓은뜻으로소성가공의대부분을가리키는것으로사용되며,
M anufacturing 자동차금형설계및제작기술의이해 자동차금형개발의기초지식 II - 프레스가공 자동차개발중에서도차체 (White body) 분야의기술을좌우하는자동차금형개발은자동차전체프로세스중에서꽃이라고할수있을것이다. 자동차금형설계및제작과관련하여지난호의소성가공에이어서프레스가공의종류및특징에대해서알아보도록한다. 프 레스가공은넓은뜻으로소성가공의대부분을가리키는것으로사용되며,
1.프레스조립도(유한대학교 이춘규교수)-완결.hwp
-완결.hwp") 학습자료사용안내 소개 구성 A-1. 조립도설계하기 1 개발구성도 사용안내 자기진단 학습목표 학습모듈 주요용어 A-1 조립도설계하기학습활동 A-2 구조협의하기 A-3 금형도면검토및승인하기 학습정리 종합평가 2 조립도설계 ( 프레스 ) 자기진단 체크리스트 A-1. 조립도설계하기 3 진단방법 진단결과 4 조립도설계 ( 프레스 ) 목 차 학습모듈 A-1 조립도설계하기
학습자료사용안내 소개 구성 A-1. 조립도설계하기 1 개발구성도 사용안내 자기진단 학습목표 학습모듈 주요용어 A-1 조립도설계하기학습활동 A-2 구조협의하기 A-3 금형도면검토및승인하기 학습정리 종합평가 2 조립도설계 ( 프레스 ) 자기진단 체크리스트 A-1. 조립도설계하기 3 진단방법 진단결과 4 조립도설계 ( 프레스 ) 목 차 학습모듈 A-1 조립도설계하기
Microsoft PowerPoint - 03_Forging_1.pptx
 3. (I) Bong-Kee Lee Chonnam National University Overview 단조 (forging) 금형세트로별개의제품을생산하며보통마무리공정이필요 주조나분말야금기술로도비슷한제품의제조가가능 열간에서이루어지는경우가많음 다이 ( 금형 ) 와장비가격이고가임 인건비는중간내지높은편이며, 중간혹은높은편의숙련도가요구됨 단조 (forging) 다양한다이및공구로소재에압축하중을가해주어소성변형을일으킴으로써개별부품을성형하는공정
3. (I) Bong-Kee Lee Chonnam National University Overview 단조 (forging) 금형세트로별개의제품을생산하며보통마무리공정이필요 주조나분말야금기술로도비슷한제품의제조가가능 열간에서이루어지는경우가많음 다이 ( 금형 ) 와장비가격이고가임 인건비는중간내지높은편이며, 중간혹은높은편의숙련도가요구됨 단조 (forging) 다양한다이및공구로소재에압축하중을가해주어소성변형을일으킴으로써개별부품을성형하는공정
 - 1 - 고용노동부본부 고용센터 위탁운영기관 인턴 기업 - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - 1,, - 13 - 7-14 - - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - - 22 - - 23 - - 24 - ( ) - 25 - -
- 1 - 고용노동부본부 고용센터 위탁운영기관 인턴 기업 - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - 1,, - 13 - 7-14 - - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - - 22 - - 23 - - 24 - ( ) - 25 - -
Microsoft Word - KSR2014S039
 2014 년도 한국철도학회 춘계학술대회 논문집 KSR2014S039 LDSS 소재를 적용한 철도차량 루프 블록 제작 Fabrication of Rolling Stock Roof Block Using LDSS 정현승 *, 임재용 *, 김정국 *, 서승일 **, 원성연 ***, 최점용 *** Hyunseung Jung *, Jae Yong Lim *, Jeong-Guk
2014 년도 한국철도학회 춘계학술대회 논문집 KSR2014S039 LDSS 소재를 적용한 철도차량 루프 블록 제작 Fabrication of Rolling Stock Roof Block Using LDSS 정현승 *, 임재용 *, 김정국 *, 서승일 **, 원성연 ***, 최점용 *** Hyunseung Jung *, Jae Yong Lim *, Jeong-Guk
96 경첩들어올림 347 타입 A Ø 타입 B Ø 신속하고쉬운도어탈착 모든금속구조재질및마감처리강철, 아연도금또는스테인리스스틸
 96 경첩들어올림 347 6.35.1 Ø 6.35 31.7 25.4.1 6.35 25.4.1 6.35.1 Ø 6.35 6.35 31.7 모든금속구조강철, 아연도금또는스테인리스스틸 63.5 50.8 50.8 50.8 63.5 50.8 Ø 3.2 Ø 3.2 25.4 20.8 20.8 25.4 1.27 1.27 1.27 1.27 50.8 4 x Ø 3.2±0.1
96 경첩들어올림 347 6.35.1 Ø 6.35 31.7 25.4.1 6.35 25.4.1 6.35.1 Ø 6.35 6.35 31.7 모든금속구조강철, 아연도금또는스테인리스스틸 63.5 50.8 50.8 50.8 63.5 50.8 Ø 3.2 Ø 3.2 25.4 20.8 20.8 25.4 1.27 1.27 1.27 1.27 50.8 4 x Ø 3.2±0.1
01산경4_특집.indd
 ( 특집 ) 산업창조화시리즈 Ⅰ. 금형산업의가치사슬변화와창조화전략 Ⅰ Ⅱ 금형산업의가치사슬변화와창조화전략 스마트전기동력이동수단개발및상용화전략 요 약 금형 ( 金型 Die & mould) 은재료의소성, 전연성, 유동성등의성질을이용하여재료를가공성형, 제품을생산하는도구로 틀 또는 형 ( 型 ) 이라통칭하며, 기술적의미에서금형이란동일규격의제품을대량으로생산하기위하여금속재료를사용하여만들어진모체가되는틀을말한다.
( 특집 ) 산업창조화시리즈 Ⅰ. 금형산업의가치사슬변화와창조화전략 Ⅰ Ⅱ 금형산업의가치사슬변화와창조화전략 스마트전기동력이동수단개발및상용화전략 요 약 금형 ( 金型 Die & mould) 은재료의소성, 전연성, 유동성등의성질을이용하여재료를가공성형, 제품을생산하는도구로 틀 또는 형 ( 型 ) 이라통칭하며, 기술적의미에서금형이란동일규격의제품을대량으로생산하기위하여금속재료를사용하여만들어진모체가되는틀을말한다.
ºÐ¸»¾ß±Ýȸº¸%1ȱÇ
 KOREAN POWDER METALLURGY INSTITUTE I www.kpmi.or.kr ö ä, 기업소개 김덕주 새로운 미래를 열어가는 선도 기업 대광소결금속(주) 김덕주(대광소결금속(주)/대표이사) 1. 회사소개 대광소결금속은 1997년도 창립하여 지금까지 분말야 금만 매진해온 기업이다. 창립 당시 IMF 라는 혹독한 기업환경에서도
KOREAN POWDER METALLURGY INSTITUTE I www.kpmi.or.kr ö ä, 기업소개 김덕주 새로운 미래를 열어가는 선도 기업 대광소결금속(주) 김덕주(대광소결금속(주)/대표이사) 1. 회사소개 대광소결금속은 1997년도 창립하여 지금까지 분말야 금만 매진해온 기업이다. 창립 당시 IMF 라는 혹독한 기업환경에서도
<4D F736F F D20C8C4B9E620B0A1BED0BDC420C7C7BEEEBDCC20B9D720C1DFB0F8C3E020BED0C3E020B0F8B9FDBFA120C0C7C7D120B3ADBCBAC7FC20C0E7B7E12
 한국소성가공학회 2007 년도추계학술대회논문집 pp. 338~343 후방가압식피어싱및중공축압축공법에의한난성형재료중공장축의단조 전병윤 1 이진혁 2 엄재근 2 박정휘 3 전만수 # Forging of Long Hollow Shafts of Hard-to-Form by Hollow Shaft Extrusion after Piercing with Back Pressing
한국소성가공학회 2007 년도추계학술대회논문집 pp. 338~343 후방가압식피어싱및중공축압축공법에의한난성형재료중공장축의단조 전병윤 1 이진혁 2 엄재근 2 박정휘 3 전만수 # Forging of Long Hollow Shafts of Hard-to-Form by Hollow Shaft Extrusion after Piercing with Back Pressing
슬라이드 1
 Various Aspects of Engineering 1. Design - Effective Design = Structure + Material 2. Manufacturing - Fabrication(-ing technology) - Performance Test 3. After-Service - Reliability and Maintenance - Failure
Various Aspects of Engineering 1. Design - Effective Design = Structure + Material 2. Manufacturing - Fabrication(-ing technology) - Performance Test 3. After-Service - Reliability and Maintenance - Failure
도 3 은본발명의제조장치에사용되는캡의개략적인평면도이다. 도 4 는본발명의제조장치에사용되는클램프의개략적인평면도이다. 도 5 는본발명의제조장치에사용되는고정판의개략적인정면도이다. 도 6 은본발명의제조장치에사용되는심봉의개략적인정면도이다. 도 7 은본발명의제조장치를나타낸개략적인
 (51) Int. Cl. 7 B01D 39/20 (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (45) 공고일자 (11) 등록번호 (24) 등록일자 2005 년 08 월 30 일 10-0511071 2005 년 08 월 22 일 (21) 출원번호 10-2001-0032641 (65) 공개번호 10-2001-0079024 (22) 출원일자 2001년06월05일
(51) Int. Cl. 7 B01D 39/20 (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (45) 공고일자 (11) 등록번호 (24) 등록일자 2005 년 08 월 30 일 10-0511071 2005 년 08 월 22 일 (21) 출원번호 10-2001-0032641 (65) 공개번호 10-2001-0079024 (22) 출원일자 2001년06월05일
143.fm
 Journal of the Korean Ceramic Society Vol. 43, No. 1, pp. 859~864, 006. FE Analysis of Alumina Green Body Density for Pressure Compaction Process Jong-In Im and Young-Jin Yook Simulation Center for Fine
Journal of the Korean Ceramic Society Vol. 43, No. 1, pp. 859~864, 006. FE Analysis of Alumina Green Body Density for Pressure Compaction Process Jong-In Im and Young-Jin Yook Simulation Center for Fine
..........
 통권 제101호(2007년 10월호) 특허가족 건강길라잡이(비만 시리즈4) 특허가족 건강길라잡이 (비만 시리즈 4) 변리사 김 일 성 킴스국제특허법률사무소 2. 비만과 영양소 4. 무기질(Minerals) 무기질은 단백질, 당질, 지질들과 달리 에너지를 낼 수 없고, 비타민류와 달리 조리과정에서 파괴되지 않는다. 그러나 물에 용해되므로 조리 중의 용액을 버리
통권 제101호(2007년 10월호) 특허가족 건강길라잡이(비만 시리즈4) 특허가족 건강길라잡이 (비만 시리즈 4) 변리사 김 일 성 킴스국제특허법률사무소 2. 비만과 영양소 4. 무기질(Minerals) 무기질은 단백질, 당질, 지질들과 달리 에너지를 낼 수 없고, 비타민류와 달리 조리과정에서 파괴되지 않는다. 그러나 물에 용해되므로 조리 중의 용액을 버리
등록특허 (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (45) 공고일자 2014년07월01일 (11) 등록번호 (24) 등록일자 2014년06월24일 (51) 국제특허분류 (Int. Cl.) B21D 53/84
 대한민국특허청 (KR) (12) 등록특허공보 (B1) (45) 공고일자 2014년07월01일 (11) 등록번호 (24) 등록일자 2014년06월24일 (51) 국제특허분류 (Int. Cl.) B21D 53/84") (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (45) 공고일자 2014년07월01일 (11) 등록번호 10-1413698 (24) 등록일자 2014년06월24일 (51) 국제특허분류 (Int. Cl.) B21D 53/84 (2006.01) B21D 5/12 (2006.01) B21D 1/02 (2006.01) (21) 출원번호 10-2013-0110171
(19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (45) 공고일자 2014년07월01일 (11) 등록번호 10-1413698 (24) 등록일자 2014년06월24일 (51) 국제특허분류 (Int. Cl.) B21D 53/84 (2006.01) B21D 5/12 (2006.01) B21D 1/02 (2006.01) (21) 출원번호 10-2013-0110171
(52) CPC 특허분류 B21D 24/16 ( ) B21D 31/02 ( ) - 2 -
 CPC 특허분류 B21D 24/16 ( ) B21D 31/02 ( ) - 2 -") (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) B21D 37/10 (2006.01) B21D 22/20 (2006.01) B21D 24/16 (2006.01) B21D 31/02 (2006.01) (52) CPC 특허분류 B21D 37/10 (2013.01) B21D 22/20 (2013.01) (21)
(19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) B21D 37/10 (2006.01) B21D 22/20 (2006.01) B21D 24/16 (2006.01) B21D 31/02 (2006.01) (52) CPC 특허분류 B21D 37/10 (2013.01) B21D 22/20 (2013.01) (21)
Ⅳ. 알루미늄합금규격및제성질 358
 Ⅳ. 알루미늄합금규격및제성질 358 1. 알루미늄합금규격비교 1) 주조재 KS JIS ASTM BS NF DIN IS 알루미늄합금주물 AC1A AC1A 295.0 G(GK)-AlCu4Ti AC1B AC1B 204.0 A-U5GT G(GK)-AlCu4TiMg Al-CuMgTi AC2A AC2A Al-Si5Cu3 AC2B AC2B 319.0 LM4 A-S5UZ
Ⅳ. 알루미늄합금규격및제성질 358 1. 알루미늄합금규격비교 1) 주조재 KS JIS ASTM BS NF DIN IS 알루미늄합금주물 AC1A AC1A 295.0 G(GK)-AlCu4Ti AC1B AC1B 204.0 A-U5GT G(GK)-AlCu4TiMg Al-CuMgTi AC2A AC2A Al-Si5Cu3 AC2B AC2B 319.0 LM4 A-S5UZ
국가지정연구실 2 차 ( 본 ) 평가 제 5 장완전밀도 (Full densification Process) 1 Dept. of Metallurgy and Materials Engineering
 평가 제 5 장완전밀도 (Full densification Process) 1 Dept. of Metallurgy and Materials Engineering") 제 5 장완전밀도 (Full densification Process) 1 목표 제 5 장완전밀도를위한열간공정 General 열간압축 (Hot Pressing) 열간등압성형 (Hot Isostatic Pressing) 열간압출 (Hot Extrusion) 분말단조 (Powder Forging) 2 분말야금 전통적인분말야금 (2 단계 ) 상온에서성형및형상화 소결공정
제 5 장완전밀도 (Full densification Process) 1 목표 제 5 장완전밀도를위한열간공정 General 열간압축 (Hot Pressing) 열간등압성형 (Hot Isostatic Pressing) 열간압출 (Hot Extrusion) 분말단조 (Powder Forging) 2 분말야금 전통적인분말야금 (2 단계 ) 상온에서성형및형상화 소결공정
<4D F736F F F696E74202D20C0E7B7E1C0C720B0ADB5B52CBFACBCBA2CB0E6B5B5C6F2B0A1B1E2B9FD205BC8A3C8AF20B8F0B5E55D>
 재료의강도 / 연성 / 경도평가기법 기계적시험 (Mechanical Tests) 목적 : 재료의응력 (stress) 에대한재료의저항 (strain) 관계를구함 인장 / 압축시험 경도시험 굽힘시험, 피로시험, 열피로시험, 파괴인성시험, 크리프시험, 충격시험, 열충격시험, 마모시험등 변형 (Deformation) 의종류 Tension Compression Shear
재료의강도 / 연성 / 경도평가기법 기계적시험 (Mechanical Tests) 목적 : 재료의응력 (stress) 에대한재료의저항 (strain) 관계를구함 인장 / 압축시험 경도시험 굽힘시험, 피로시험, 열피로시험, 파괴인성시험, 크리프시험, 충격시험, 열충격시험, 마모시험등 변형 (Deformation) 의종류 Tension Compression Shear
<303320C0CCC3E1B1D42DC6C4C0CEBAEDB7A9C5B720B0F8C1A4BFA1BCAD20562DB8B520BED0B7C2B0FA2E687770>
 Journal of the Korea Academia-Industrial cooperation Society Vol. 14, No. 12 pp. 6060-6065, 2013 http://dx.doi.org/10.5762/kais.2013.14.12.6060 파인블랭킹공정에서 V- 링압력과클리어런스가다이롤높이에미치는영향에관한연구 이춘규 1*, 김종덕 2, 김영춘
Journal of the Korea Academia-Industrial cooperation Society Vol. 14, No. 12 pp. 6060-6065, 2013 http://dx.doi.org/10.5762/kais.2013.14.12.6060 파인블랭킹공정에서 V- 링압력과클리어런스가다이롤높이에미치는영향에관한연구 이춘규 1*, 김종덕 2, 김영춘

 - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - 주행방향 900 Φ100 재귀반사체 지주 주행방향 1100 120 40 200 740 900 120 45 원형재귀반사체 Φ100 검정색바탕도색 흰색합성수지지주 - 7 - 옹벽 900mm 900mm 노면 옹벽 900mm 900mm 노면 - 8 - - 9 - - 10 - - 11 - - 12 - 0.9
- 1 - - 2 - - 3 - - 4 - - 5 - - 6 - 주행방향 900 Φ100 재귀반사체 지주 주행방향 1100 120 40 200 740 900 120 45 원형재귀반사체 Φ100 검정색바탕도색 흰색합성수지지주 - 7 - 옹벽 900mm 900mm 노면 옹벽 900mm 900mm 노면 - 8 - - 9 - - 10 - - 11 - - 12 - 0.9
<30385FC8ABBCAEB9AB2DBBE7B0A2C7FC20C6C7C0E7BCBAC7FC20BDC320BAAEB5CEB2B22E687770>
 Journal of the Korea Academia-Industrial cooperation Society Vol. 16, No. 9 pp. 5789-5794, 2015 http://dx.doi.org/10.5762/kais.2015.16.9.5789 ISSN 1975-4701 / eissn 2288-4688 사각형판재성형시벽두께증육을위한금형및공정설계 김진호
Journal of the Korea Academia-Industrial cooperation Society Vol. 16, No. 9 pp. 5789-5794, 2015 http://dx.doi.org/10.5762/kais.2015.16.9.5789 ISSN 1975-4701 / eissn 2288-4688 사각형판재성형시벽두께증육을위한금형및공정설계 김진호

Torsion
 전동축설계 (Design of ransmission Shafts) 전동축의설계에서필요한주요명세사항 : - 동력 - 축의회전속도 설계자의역할은축이특정한속도에서필요한동력을전달할때재료가허용할수있는최대전단응력을넘지않도록축의재료를선정하고축의단면의치수를결정 토크 를받으면의각속도 ω 로회전하는강체가발생시킬수있는동력 P ω πf P ω P πf 최대허용전단응력을초과하지않은축의단면치수계산.
전동축설계 (Design of ransmission Shafts) 전동축의설계에서필요한주요명세사항 : - 동력 - 축의회전속도 설계자의역할은축이특정한속도에서필요한동력을전달할때재료가허용할수있는최대전단응력을넘지않도록축의재료를선정하고축의단면의치수를결정 토크 를받으면의각속도 ω 로회전하는강체가발생시킬수있는동력 P ω πf P ω P πf 최대허용전단응력을초과하지않은축의단면치수계산.
특허청구의 범위 청구항 1 외형이 육면체이며 원통 공으로 관통된 한쪽의 중앙부에 원형 공보다 직경이 더 큰 스플라인 홈이 설치되며, 원 통공의 축 중심과 직각방향으로 양쪽에 원통 홈이 설치되고, 원통 홈의 중간부에 상, 하로 핀 홀이 설치된 스플 라인 너트(01)와,
와,") (19) 대한민국특허청(KR) (12) 공개특허공보(A) (51) 국제특허분류(Int. Cl.) A01K 97/22 (2006.01) A01K 97/00 (2006.01) (21) 출원번호 10-2011-0098722 (22) 출원일자 2011년09월27일 심사청구일자 2011년09월27일 (11) 공개번호 10-2013-0033911 (43) 공개일자 2013년04월04일
(19) 대한민국특허청(KR) (12) 공개특허공보(A) (51) 국제특허분류(Int. Cl.) A01K 97/22 (2006.01) A01K 97/00 (2006.01) (21) 출원번호 10-2011-0098722 (22) 출원일자 2011년09월27일 심사청구일자 2011년09월27일 (11) 공개번호 10-2013-0033911 (43) 공개일자 2013년04월04일
°¡°Ç6¿ù³»ÁöÃÖÁ¾
 J 2007. 6 J J J J J J J J Special J Special J J Special 01 02 03 04 05 06 07 J J Special J J Special J Special J J Special J J Special J J Special J J Special J J J J J J J J J J J J J J J J J J J J
J 2007. 6 J J J J J J J J Special J Special J J Special 01 02 03 04 05 06 07 J J Special J J Special J Special J J Special J J Special J J Special J J Special J J J J J J J J J J J J J J J J J J J J
Á¦¸ñ¾øÀ½
 국가기술자격검정 필기시험문제 메카트로닉스산업기사 2060 2시간 A 시험문제지는 답안카드와 같이 반드시 제출하여야 합니 제 과목: 기계제작법 테르밋 용접(thermit welding) 이란? 가. 원자수소의 발열을 이용하는 방법이 나. 전기용접과 가스용접법을 결합시킨 것이 산화철과 알루미늄의 반응열을 이용한 방법이 라. 액체산소를 이용한 용접법의 일종이 8
국가기술자격검정 필기시험문제 메카트로닉스산업기사 2060 2시간 A 시험문제지는 답안카드와 같이 반드시 제출하여야 합니 제 과목: 기계제작법 테르밋 용접(thermit welding) 이란? 가. 원자수소의 발열을 이용하는 방법이 나. 전기용접과 가스용접법을 결합시킨 것이 산화철과 알루미늄의 반응열을 이용한 방법이 라. 액체산소를 이용한 용접법의 일종이 8
PrintOMatic Xtra Output
 절연전선및케이블의 KS C IEC 규격과기존 KS규격과의대비표 2005 전기기기표준과 -1- KS CIEC 60227-3 KS CIEC 60227-3 - 배선용비닐절연전선 KS CIEC 60227-4 KS CIEC 60227-4 - 배선용비닐시스케이블 KS CIEC 60227-5 KS CIEC 60227-5 - 유연성비닐케이블( 코드) 절연전선 케이블의 KSC
절연전선및케이블의 KS C IEC 규격과기존 KS규격과의대비표 2005 전기기기표준과 -1- KS CIEC 60227-3 KS CIEC 60227-3 - 배선용비닐절연전선 KS CIEC 60227-4 KS CIEC 60227-4 - 배선용비닐시스케이블 KS CIEC 60227-5 KS CIEC 60227-5 - 유연성비닐케이블( 코드) 절연전선 케이블의 KSC
<INPUT DATA & RESULT / 전단벽 > NUM NAME tw Lw Hw 철근 위치 Pu Mu Vu RESULT (mm) (mm) (mm) 방향 개수 직경 간격 (kn) (kn-m)
 (mm) (mm) 방향 개수 직경 간격 (kn) (kn-m)") 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 NUM NAME tw Lw Hw 철근 위치 Pu Mu Vu RESULT (mm) (mm) (mm) 방향 개수 직경 간격 (kn) (kn-m) (kn) 휨 전단 축력 종합 1 2W1 300 3400 4500 수직 2EA- D13 @150
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 NUM NAME tw Lw Hw 철근 위치 Pu Mu Vu RESULT (mm) (mm) (mm) 방향 개수 직경 간격 (kn) (kn-m) (kn) 휨 전단 축력 종합 1 2W1 300 3400 4500 수직 2EA- D13 @150
untitled
 200 180 ( ) () 1,060 1,040 160 140 120 / () 1,020 1,000 980 100 960 80 940 60 920 2005.1 2005.2 2005.3 2005.4 2006.1 2006.2 2006.3 2006.4 2007.1 2007.2 2007.3 150000 () (% ) 5.5 100000 CD () 5.4 50000
200 180 ( ) () 1,060 1,040 160 140 120 / () 1,020 1,000 980 100 960 80 940 60 920 2005.1 2005.2 2005.3 2005.4 2006.1 2006.2 2006.3 2006.4 2007.1 2007.2 2007.3 150000 () (% ) 5.5 100000 CD () 5.4 50000
<30352D30312D3120BFB5B9AEB0E8BEE0C0C720C0CCC7D82E687770>
 IT법률컨설팅 강의교안 (상) 영문계약의 이해 소프트웨어 자산관리기법 영문계약의 이해 - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - - 22 - - 23 -
IT법률컨설팅 강의교안 (상) 영문계약의 이해 소프트웨어 자산관리기법 영문계약의 이해 - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - - 22 - - 23 -

대체부품 인증제도
 - 1 - - 2 - 심사 - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - - 22 - - 23 - - 24 - - 25 - - 26 - - 27 - - 28 - - 29 - - 30
- 1 - - 2 - 심사 - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - - 22 - - 23 - - 24 - - 25 - - 26 - - 27 - - 28 - - 29 - - 30
PowerPoint 프레젠테이션
 of Metals, Ceramics & Polymers ( 금속, 세라믹, 고분자재료의합성, 제조및가공 ) 재료의적합성 ~ 제조및가공비용에의해결정 Fabrication of Metals ( 금속재료제조 ) 금속제조 ~ refining ( 정련 ) alloying ( 합금화 ) heat-treatment ( 열처리 ) fabrication ( 제조 ) processing
of Metals, Ceramics & Polymers ( 금속, 세라믹, 고분자재료의합성, 제조및가공 ) 재료의적합성 ~ 제조및가공비용에의해결정 Fabrication of Metals ( 금속재료제조 ) 금속제조 ~ refining ( 정련 ) alloying ( 합금화 ) heat-treatment ( 열처리 ) fabrication ( 제조 ) processing
등록특허 (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) C22F 1/06 ( ) B21D 22/02 ( ) B21D 37/16 ( ) C21D 1/34 (200
 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) C22F 1/06 ( ) B21D 22/02 ( ) B21D 37/16 ( ) C21D 1/34 (200") (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) C22F 1/06 (2006.01) B21D 22/02 (2006.01) B21D 37/16 (2006.01) C21D 1/34 (2006.01) (21) 출원번호 10-2013-0096920( 분할 ) (22) 출원일자 2013 년 08 월 14 일 심사청구일자
(19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) C22F 1/06 (2006.01) B21D 22/02 (2006.01) B21D 37/16 (2006.01) C21D 1/34 (2006.01) (21) 출원번호 10-2013-0096920( 분할 ) (22) 출원일자 2013 년 08 월 14 일 심사청구일자
MD-C-035-1(N-71-18)
") MD-C-035-1(N-71-18) KEPIC 적용사례 : MD-C-035-1(N-71-18) ( 승인일자 : 2010. 8. 31) 제목 : 용접으로제조되는 KEPIC-MNF 의 1, 2, 3 및 MC 등급기기지지물의추가재 료 (KEPIC-MN) 질의 : 품목이용접으로제작될경우, KEPIC-MDP의부록 IA, IB, IIA, IIB 및 VI에나열된것이외에추가로어떤재료가
MD-C-035-1(N-71-18) KEPIC 적용사례 : MD-C-035-1(N-71-18) ( 승인일자 : 2010. 8. 31) 제목 : 용접으로제조되는 KEPIC-MNF 의 1, 2, 3 및 MC 등급기기지지물의추가재 료 (KEPIC-MN) 질의 : 품목이용접으로제작될경우, KEPIC-MDP의부록 IA, IB, IIA, IIB 및 VI에나열된것이외에추가로어떤재료가
Microsoft PowerPoint - Engine_Catalogue_v3.0.ppt [호환 모드]
![Microsoft PowerPoint - Engine_Catalogue_v3.0.ppt [호환 모드]](/thumbs/95/123426954.jpg "Microsoft PowerPoint - Engine_Catalogue_v3.0.ppt [호환 모드]") Great Creators 2Cycle / 4Cycle Engine 01 02 03 04 05 06 Generator Engine Ring Blower Vibrator Welding Generator Construction Equipment Catalogue Number:Ⅰ-2 (Introduction) 개요 Kawasaki 4 사이클 표준형 공냉식 FJ100/400D
Great Creators 2Cycle / 4Cycle Engine 01 02 03 04 05 06 Generator Engine Ring Blower Vibrator Welding Generator Construction Equipment Catalogue Number:Ⅰ-2 (Introduction) 개요 Kawasaki 4 사이클 표준형 공냉식 FJ100/400D
직접반사형 볼트형동축 최소검출물체 M 40 Ø0.0 R M 60 Ø0.0 R0 M6 0 Ø0.0 R0 케이블길이 -40~0 FD-0-F -40~0 FD-0-F -40~0 FD-60-F Ømm 40 Ø0.0 R Ømm (SUS 형, mm) 40 Ø0.0 R R) -40~
 40 Ø0.0 R R) -40~") 직접반사형 ( 백색무광택지기준 ) 최소검출물체 M 40 Ø0.0 R M 40 Ø0.0 R 40 Ø0.0 R M (SUS 형, 90mm) M (SUS 형, 90mm) 40 Ø0.0 R R) 케이블길이 -40~0 FD--05-40~0 FD-0-05 -40~0 FD-40-05 -40~0 FDS-0-05 FDS-0-05 FDS-40-05 FDS-40-05 M6 0
직접반사형 ( 백색무광택지기준 ) 최소검출물체 M 40 Ø0.0 R M 40 Ø0.0 R 40 Ø0.0 R M (SUS 형, 90mm) M (SUS 형, 90mm) 40 Ø0.0 R R) 케이블길이 -40~0 FD--05-40~0 FD-0-05 -40~0 FD-40-05 -40~0 FDS-0-05 FDS-0-05 FDS-40-05 FDS-40-05 M6 0
Microsoft Word - SDSw doc
 MIDAS/SDS Ver..4.0 기술자료 Design>Shear Check Result KCI-USD99의슬래브의불균형모멘트에대한고려기준은다음과같습니다. 7.11. 전단편심설계 (1) 슬래브의평면에수직한위험단면의도심에대해전단편심에의해전달된다고보아야할불균형모멘트의비율은다음과같다. γ υ 1 = 1 b 1+ 3 b 1 () 전단편심에의한모멘트전달로인한전단응력은위의
MIDAS/SDS Ver..4.0 기술자료 Design>Shear Check Result KCI-USD99의슬래브의불균형모멘트에대한고려기준은다음과같습니다. 7.11. 전단편심설계 (1) 슬래브의평면에수직한위험단면의도심에대해전단편심에의해전달된다고보아야할불균형모멘트의비율은다음과같다. γ υ 1 = 1 b 1+ 3 b 1 () 전단편심에의한모멘트전달로인한전단응력은위의
<4D F736F F F696E74202D204C F30365FBBE7C3E2B1DDC7FCC0C720B1B8C1B6BFCD20B1E2B4C9>
 Lecture 06 사출금형의구조와기능 2018 노명재 1 본강의목표 1. 사출금형의기본구조와명칭을배운다.(1강리뷰 ) 2. 사출금형의각부위기능을알아본다.(1강리뷰 ) 3. 사출금형의종류를알아본다.(1강리뷰 ) 4. CAD, CAE, CAM에대해알아본다. 5. 실제업체사출금형부품카다로그를보면서금형구조와기능을이해한다. 2 학습순서 1. 사출금형의구조 2. 사출금형의각부위기능
Lecture 06 사출금형의구조와기능 2018 노명재 1 본강의목표 1. 사출금형의기본구조와명칭을배운다.(1강리뷰 ) 2. 사출금형의각부위기능을알아본다.(1강리뷰 ) 3. 사출금형의종류를알아본다.(1강리뷰 ) 4. CAD, CAE, CAM에대해알아본다. 5. 실제업체사출금형부품카다로그를보면서금형구조와기능을이해한다. 2 학습순서 1. 사출금형의구조 2. 사출금형의각부위기능
DBPIA-NURIMEDIA
 파이프제조공정을포함하는다단자동단조공정의해석및설계 엄재근 김해지 * 전만수 ** 박상균 *** 류성욱 *** Simulation and Design of an Automatic Multi-Stage Forging Process Having a Pipe Making Process Eom Jae Gun, Kim Hae Ji, Joun Man Soo, Park Sang
파이프제조공정을포함하는다단자동단조공정의해석및설계 엄재근 김해지 * 전만수 ** 박상균 *** 류성욱 *** Simulation and Design of an Automatic Multi-Stage Forging Process Having a Pipe Making Process Eom Jae Gun, Kim Hae Ji, Joun Man Soo, Park Sang
슬라이드 1
 마이크로분말소재의형상가공및성형 6. 형상가공 : binder aided forming process 7. 분말성형 : powder forming process 1 마이크로분말소재의성형 분말재료를설계된부품의형태로만들기위한공정 입자상호간결합을유도하여기계적강도부여. Rearrangement and deformation of the particles 소결시성형체의수축율을고려하여성형밀도제어필요
마이크로분말소재의형상가공및성형 6. 형상가공 : binder aided forming process 7. 분말성형 : powder forming process 1 마이크로분말소재의성형 분말재료를설계된부품의형태로만들기위한공정 입자상호간결합을유도하여기계적강도부여. Rearrangement and deformation of the particles 소결시성형체의수축율을고려하여성형밀도제어필요
3 포트 / 에어오퍼레이트밸브 VPA VPA 형식표시방법 01 A 표시기호 VPA N.C. VPA N.C. 유량특성표 시리즈 VPA300 시리즈 VPA500 시리즈 VPA700 시리즈 형식 VPA34
 포트 / 에어오퍼레이트밸브 VP00 500 00 VP 4 형식표시방법 01 표시기호 VP4 54 4 N.C. VP44 544 44 N.C. 유량특성표 시리즈 VP00 시리즈 VP500 시리즈 VP00 시리즈 형식 VP4 ( 직접배관형 ) VP44 ( 베이스배관형 ) VP54 ( 직접배관형 ) VP544 ( 베이스배관형 ) VP4 ( 직접배관형 ) VP44 (
포트 / 에어오퍼레이트밸브 VP00 500 00 VP 4 형식표시방법 01 표시기호 VP4 54 4 N.C. VP44 544 44 N.C. 유량특성표 시리즈 VP00 시리즈 VP500 시리즈 VP00 시리즈 형식 VP4 ( 직접배관형 ) VP44 ( 베이스배관형 ) VP54 ( 직접배관형 ) VP544 ( 베이스배관형 ) VP4 ( 직접배관형 ) VP44 (
<4D F736F F D20536F6C69645F30385FC6F2B8E9C0C0B7C2C0C720C0C0BFEB5FBED0B7C2BFEBB1E220BAB820B9D720C1B6C7D5C7CFC1DF2E646F63>
 제 8 장평면응력의적용 [ 압력용기, 보및조합하중 ] 8. 개요 - 평면응력 : 빌딩, 기계, 자동차, 항공기등에적용 - 압력용기의해석 : 압축공기탱크, 수도파이프등 - 보내의응력 : 주응력, 최대전단응력 - 보내의응력 : 주응력, 최대전단응력 8. 구형압력용기 - 압력용기 (essue vessel): 압력을받고있는액체나기체를포함하고있는폐 (closed) 구조물
제 8 장평면응력의적용 [ 압력용기, 보및조합하중 ] 8. 개요 - 평면응력 : 빌딩, 기계, 자동차, 항공기등에적용 - 압력용기의해석 : 압축공기탱크, 수도파이프등 - 보내의응력 : 주응력, 최대전단응력 - 보내의응력 : 주응력, 최대전단응력 8. 구형압력용기 - 압력용기 (essue vessel): 압력을받고있는액체나기체를포함하고있는폐 (closed) 구조물
<32395FB1C7C1BEC8A32DB1E2BEEE20C4A1C7FCC0C720B9CCBCBAC7FC20B1B8B0A320C3D6BCD2C8ADB8A62E687770>
 Journal of the Korea Academia-Industrial cooperation Society Vol. 17, No. 7 pp. 256-262, 2016 http://dx.doi.org/10.5762/kais.2016.17.7.256 ISSN 1975-4701 / eissn 2288-4688 이용우 1, 김장훈 1, 권종호 2* 1 에스톡컨설팅그룹,
Journal of the Korea Academia-Industrial cooperation Society Vol. 17, No. 7 pp. 256-262, 2016 http://dx.doi.org/10.5762/kais.2016.17.7.256 ISSN 1975-4701 / eissn 2288-4688 이용우 1, 김장훈 1, 권종호 2* 1 에스톡컨설팅그룹,
주간경제 비철금속시장동향 원자재시장분석센터 2015 년 6 월 23 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용
 주간경제 비철금속시장동향 원자재시장분석센터 2015 년 6 월 23 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
주간경제 비철금속시장동향 원자재시장분석센터 2015 년 6 월 23 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
REVIEW CHART 1
 Rev.3, 27. October 2017 구교 2017. 10. 27 한국철도시설공단 REVIEW CHART 1 1 2 θ 3 θ θ 4 5 knm 6 7 8 9 10 11 K V K h K s 12 상재하중 복토중량 암거중량 측면마찰력 양압력 13 14 15 16 17 18 19 θ =80 ~90 L 1 L2 L1 L=2L +L 1 2 L1
Rev.3, 27. October 2017 구교 2017. 10. 27 한국철도시설공단 REVIEW CHART 1 1 2 θ 3 θ θ 4 5 knm 6 7 8 9 10 11 K V K h K s 12 상재하중 복토중량 암거중량 측면마찰력 양압력 13 14 15 16 17 18 19 θ =80 ~90 L 1 L2 L1 L=2L +L 1 2 L1
고객 만족을 위한 고품질 단납기 실현 기획
 Homepage : www.woorimold.co.kr WOORI PRECISION CO., LTD ISO/TS 16949 회사소개 C I 소 개 로고이미지 (logo image), 사람 (WooRi) 과기계 (Mold) 의결합을나타낸심볼마크, 사람과기계의공간적결합 이라고하는정신을바탕으로하고일에도전하는마음가짐을표현했다. 당사의아이덴티티프로젝트는 W, M 문자를상하결합해모던적이미지를연출해보다좋은품질을요구하는당사의기본을표현한모양이다.
Homepage : www.woorimold.co.kr WOORI PRECISION CO., LTD ISO/TS 16949 회사소개 C I 소 개 로고이미지 (logo image), 사람 (WooRi) 과기계 (Mold) 의결합을나타낸심볼마크, 사람과기계의공간적결합 이라고하는정신을바탕으로하고일에도전하는마음가짐을표현했다. 당사의아이덴티티프로젝트는 W, M 문자를상하결합해모던적이미지를연출해보다좋은품질을요구하는당사의기본을표현한모양이다.
PowerPoint 프레젠테이션
 식품포장학 금속포장재 Food Packaging 금속포장재 Food Packaging 1. 금속소재의종류 철 (iron ), 알루미늄 ( 마그네슘, 망간함유한합금 ), 주석 (Tin), 크롬 * 합금 : 주석 + 철 => 주석판 (tinplate), 크롬 + 철 => TFS(Tin free steel) * plate 이음 : 납과동선 ( 구리선 ) 이용 2.
식품포장학 금속포장재 Food Packaging 금속포장재 Food Packaging 1. 금속소재의종류 철 (iron ), 알루미늄 ( 마그네슘, 망간함유한합금 ), 주석 (Tin), 크롬 * 합금 : 주석 + 철 => 주석판 (tinplate), 크롬 + 철 => TFS(Tin free steel) * plate 이음 : 납과동선 ( 구리선 ) 이용 2.
 주간경제 비철금속시장동향 원자재시장분석센터 2013 년 10 월 29 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
주간경제 비철금속시장동향 원자재시장분석센터 2013 년 10 월 29 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
Microsoft PowerPoint - solid_Ch 5(2)-(note)-수정본
-(note)-수정본") 보이론 Beam Theor etal Formng CE La. Department of echancal Engneerng Geongsang Natonal Unverst, Korea etal Formng CE La., Geongsang Natonal Unverst 공학보이론 - 목적과과정 공학보이론의목적 전단력 ( V( ) ) 이작용하는경우굽힘모멘트는 위치에따라달라짐
보이론 Beam Theor etal Formng CE La. Department of echancal Engneerng Geongsang Natonal Unverst, Korea etal Formng CE La., Geongsang Natonal Unverst 공학보이론 - 목적과과정 공학보이론의목적 전단력 ( V( ) ) 이작용하는경우굽힘모멘트는 위치에따라달라짐
Ⅰ 개요 1 기술개요 1.,,,,, 600,, (IFB),,
,,") 고온단열재시장 연구개발특구기술글로벌시장동향보고서 2018.1 Ⅰ 개요 1 기술개요 1.,,,,, 600,, (IFB),, 2. - 2 - (Value- chain),,, [ 그림 ] 고온단열재의밸류 - 체인 2 고온단열재기술의활용시장범위,,,,,,, - 3 - Ⅱ 시장동향 2016 475 2,000 8.16%, 2021 703 5,000 [ 그림 ] 글로벌단열재시장규모및전망
고온단열재시장 연구개발특구기술글로벌시장동향보고서 2018.1 Ⅰ 개요 1 기술개요 1.,,,,, 600,, (IFB),, 2. - 2 - (Value- chain),,, [ 그림 ] 고온단열재의밸류 - 체인 2 고온단열재기술의활용시장범위,,,,,,, - 3 - Ⅱ 시장동향 2016 475 2,000 8.16%, 2021 703 5,000 [ 그림 ] 글로벌단열재시장규모및전망
<692E E EB4EBB1E2BFC0BFB0C5C2B5BF5FB9FDB7C9BAAFC3B55FC0FCB8C12E687770>
 ( 97) ( 90) ( 99) ( 94) ( 96) ( 97) ( 97) ( 98) ( 99) ( 99) ( 00) ( 02) ( 02) ( 02) ( 99) ( 00) (SO 2) (ppm) (CO) (ppm) (NO 2) (ppm) (/) (TSP) (PM 10) (O 3) (ppm) (HC) (ppm) (Pb) (/) 1978
( 97) ( 90) ( 99) ( 94) ( 96) ( 97) ( 97) ( 98) ( 99) ( 99) ( 00) ( 02) ( 02) ( 02) ( 99) ( 00) (SO 2) (ppm) (CO) (ppm) (NO 2) (ppm) (/) (TSP) (PM 10) (O 3) (ppm) (HC) (ppm) (Pb) (/) 1978
Microsoft Word _ _ _특집 이춘만
 한국정밀공학회지제 33 권제 8 호 pp. 635-640 J. Korean Soc. Precis. Eng., Vol. 33, No. 8, pp. 635-640 ISSN 1225-9071(Print), ISSN 2287-8769(Online) August 2016 / 635 http://dx.doi.org/10.7736/kspe.2016.33.8.635 특집
한국정밀공학회지제 33 권제 8 호 pp. 635-640 J. Korean Soc. Precis. Eng., Vol. 33, No. 8, pp. 635-640 ISSN 1225-9071(Print), ISSN 2287-8769(Online) August 2016 / 635 http://dx.doi.org/10.7736/kspe.2016.33.8.635 특집
¿ÃµåÄ«´Ù·Ï(µ¿·ÂÀü´Þ´É·ÂÇ¥)ÇѱÛ
ÇѱÛ") Method of 체인의 로울러체인의은크게 3 가지의구분할수있습니다. 아래에설명된급유방법과추천형식, 유의사항을지켜실때에는체인은최상의성능을발휘할수있으며체인수명또한현저하게연장시킬수있습니다. 당사가제공하는 < > 역시아래의 3 가지형태의윤활방식을기준으로제작되어진것입니다. 방법급유량및사용방법유의사항 일반윤활오일주입기나브러쉬로체인의이완측에오일도포 - 축수부의건조를막기위해매
Method of 체인의 로울러체인의은크게 3 가지의구분할수있습니다. 아래에설명된급유방법과추천형식, 유의사항을지켜실때에는체인은최상의성능을발휘할수있으며체인수명또한현저하게연장시킬수있습니다. 당사가제공하는 < > 역시아래의 3 가지형태의윤활방식을기준으로제작되어진것입니다. 방법급유량및사용방법유의사항 일반윤활오일주입기나브러쉬로체인의이완측에오일도포 - 축수부의건조를막기위해매
주간경제 비철금속시장동향 원자재시장분석센터 2014 년 6 월 3 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될
 주간경제 비철금속시장동향 원자재시장분석센터 2014 년 6 월 3 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
주간경제 비철금속시장동향 원자재시장분석센터 2014 년 6 월 3 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
Microsoft PowerPoint - solid_Ch 5(1)(노트).ppt
(노트).ppt") 보이론 I Beam Theor etal Forming CE La. Department of echanical Engineering Geongsang National Universit, Korea 개론 - 세장부재에관한고체역학의총정리 Chapter Ke words emer Load 변형 변형의기하학 응력 힘 - 변형관계 관계식 Uniaial loading Truss,
보이론 I Beam Theor etal Forming CE La. Department of echanical Engineering Geongsang National Universit, Korea 개론 - 세장부재에관한고체역학의총정리 Chapter Ke words emer Load 변형 변형의기하학 응력 힘 - 변형관계 관계식 Uniaial loading Truss,
 주간경제 비철금속시장동향 원자재시장분석센터 2015 년 4 월 7 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
주간경제 비철금속시장동향 원자재시장분석센터 2015 년 4 월 7 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
 주간경제 비철금속시장동향 원자재시장분석센터 2015 년 4 월 28 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
주간경제 비철금속시장동향 원자재시장분석센터 2015 년 4 월 28 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
<C6EDC1FDBABB2DB5F0C0DAC0CEBAD0BEDF2E687770>
 2009. 9 2009. 9 일러 두기 1. 본 책자는 심판관의 전문성을 제고하고 심판품질을 향상하기 위한 심판관 보수교육 교재로 편찬한 것으로써 먼저 권리별(상표, 디자인, 특허 실용 신안)로 대별하고, 특허 실용신안에 대하여는 기계 금속 건설, 화학 생명공학, 전기 전자 통신 분야로 구분하여 발간하였습니다. 2. 본 책자에 게재된 판결문은 2009년 4
2009. 9 2009. 9 일러 두기 1. 본 책자는 심판관의 전문성을 제고하고 심판품질을 향상하기 위한 심판관 보수교육 교재로 편찬한 것으로써 먼저 권리별(상표, 디자인, 특허 실용 신안)로 대별하고, 특허 실용신안에 대하여는 기계 금속 건설, 화학 생명공학, 전기 전자 통신 분야로 구분하여 발간하였습니다. 2. 본 책자에 게재된 판결문은 2009년 4
특허청구의범위청구항 1 강화상이포함된 Al-Si계합금을가열하여용융시켜용탕을제조하는단계 ( 단계 1); 상기단계 1에서제조된용탕에금속잉곳또는합금잉곳을첨가한후교반하여혼합용탕을제조하는단계 ( 단계 2); 및상기단계 2에서제조된혼합용탕을가스와함께분무하여금속복합분말을제조하는단계
; 상기단계 1에서제조된용탕에금속잉곳또는합금잉곳을첨가한후교반하여혼합용탕을제조하는단계 ( 단계 2); 및상기단계 2에서제조된혼합용탕을가스와함께분무하여금속복합분말을제조하는단계") (19) 대한민국특허청 (KR) (12) 공개특허공보 (A) (11) 공개번호 10-2011-0067910 (43) 공개일자 2011년06월22일 (51) Int. Cl. B22F 9/08 (2006.01) B22F 1/00 (2006.01) B22D 27/00 (2006.01) (21) 출원번호 10-2009-0124694 (22) 출원일자 2009 년 12
(19) 대한민국특허청 (KR) (12) 공개특허공보 (A) (11) 공개번호 10-2011-0067910 (43) 공개일자 2011년06월22일 (51) Int. Cl. B22F 9/08 (2006.01) B22F 1/00 (2006.01) B22D 27/00 (2006.01) (21) 출원번호 10-2009-0124694 (22) 출원일자 2009 년 12
김성배 조한솔 이태규 김상섭19-29.hwp
 실물 실험을 통한 H형강 기둥의 신형상 약축접합부 성능평가에 관한 연구 (a) HB-F1 (b) B-WK-F0 (c) HH-WK-F2 (d) HH-WK-F4 (e) HH-WK-F5 그림 3. 실험 접합상세 (f) WPL-WK-F# 념 본 하기 위해 강기둥-약보의 개 을 도입하고 있 실험 의 경우, 실험 는 강축에 하여 기둥-보 내력비가 약 1.2 로 강기둥-약보로
실물 실험을 통한 H형강 기둥의 신형상 약축접합부 성능평가에 관한 연구 (a) HB-F1 (b) B-WK-F0 (c) HH-WK-F2 (d) HH-WK-F4 (e) HH-WK-F5 그림 3. 실험 접합상세 (f) WPL-WK-F# 념 본 하기 위해 강기둥-약보의 개 을 도입하고 있 실험 의 경우, 실험 는 강축에 하여 기둥-보 내력비가 약 1.2 로 강기둥-약보로
주간경제 비철금속시장동향 원자재시장분석센터 2015 년 02 월 10 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사
 주간경제 비철금속시장동향 원자재시장분석센터 2015 년 02 월 10 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
주간경제 비철금속시장동향 원자재시장분석센터 2015 년 02 월 10 일 조달청 Public Procurement Service 본시황자료에수록된내용은조달청연구원들에의해신뢰할만한자료및정보로부터얻어진것이나, 어떠한경우에도본자료가열람자의거래결과에대한법적책임소재의증빙자료로사용될수없습니다. 따라서본자료를참고한투자의사결정은전적으로본인의판단과책임하에이루어져야하고, 본자료의내용에의거하여행해진일체의투자행위결과에대하여어떠한책임도지지않습니다.
Microsoft Word - 시험편.doc
 1. 금속재료시험편 KS B 0801 규격 한국공업규격 KS B 0801 KOREAN INDUSTRIAL STANDARDS 금속재료인장시험편 제정 1962-07-06 The Pieces for Tension Test for Metallic Materials 개정 1981-11-19 1. 적용범위이규격은금속재료의인장시험에사용하는인장시험편 ( 이하시험편이라한다
1. 금속재료시험편 KS B 0801 규격 한국공업규격 KS B 0801 KOREAN INDUSTRIAL STANDARDS 금속재료인장시험편 제정 1962-07-06 The Pieces for Tension Test for Metallic Materials 개정 1981-11-19 1. 적용범위이규격은금속재료의인장시험에사용하는인장시험편 ( 이하시험편이라한다
STATICS Page: 7-1 Tel: (02) Fax: (02) Instructor: Nam-Hoi, Park Date: / / Ch.7 트러스 (Truss) * 트러스의분류 트러스 ( 차원 ): 1. 평면트러스 (planar tru
 Fax: (02) Instructor: Nam-Hoi, Park Date: / / Ch.7 트러스 (Truss) * 트러스의분류 트러스 ( 차원 ): 1. 평면트러스 (planar tru") STATICS Page: 7-1 Instructor: Nam-Hoi, Park Date: / / Ch.7 트러스 (Truss) * 트러스의분류 트러스 ( 차원 ): 1. 평면트러스 (planar truss) - 2 차원 2. 공간트러스 or 입체트러스 (space truss)-3 차원트러스 ( 형태 ): 1. 단순트러스 (simple truss) 삼각형형태의트러스
STATICS Page: 7-1 Instructor: Nam-Hoi, Park Date: / / Ch.7 트러스 (Truss) * 트러스의분류 트러스 ( 차원 ): 1. 평면트러스 (planar truss) - 2 차원 2. 공간트러스 or 입체트러스 (space truss)-3 차원트러스 ( 형태 ): 1. 단순트러스 (simple truss) 삼각형형태의트러스
248019_ALIS0052.hwp
 Generation history for optimization eneration history of optimization 불평형질량 편심량 회전수 축외경 축내경 축길이 베어링간격위치 베어링강성 교배 대상이되는개체의수 집단의크기 돌연변이 대상이되는유전자수 집단내전체유전자수 와 와 Generation history
Generation history for optimization eneration history of optimization 불평형질량 편심량 회전수 축외경 축내경 축길이 베어링간격위치 베어링강성 교배 대상이되는개체의수 집단의크기 돌연변이 대상이되는유전자수 집단내전체유전자수 와 와 Generation history
[ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : ~ 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 (
![[ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : ~ 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 (](/thumbs/103/157216582.jpg "[ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : ~ 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 (") [ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : 2013. 4. 1 ~ 2014. 12. 31 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 ( 울산과학고 ) 권범석 ( 울산과학고 ) 김진영 ( 울산과학고 ) 조희제 ( 울산과학고 ) .
[ 물리 ] 과학고 R&E 결과보고서 유체내에서물체의마찰력에미치는 표면무늬에대한연구 연구기간 : 2013. 4. 1 ~ 2014. 12. 31 연구책임자 : 홍순철 ( 울산대학교 ) 지도교사 : 김영미 ( 울산과학고 ) 참여학생 : 김형규 ( 울산과학고 ) 노준영 ( 울산과학고 ) 권범석 ( 울산과학고 ) 김진영 ( 울산과학고 ) 조희제 ( 울산과학고 ) .
<B1E8B8EDB1E62DC0FDBFACC0FCBCB15FC4C9C0CCBAEDC0C7204B B1D4B0DDB0FA20B1E2C1B84B53B1D4B0DDB0FAC0C720B4EBC0C0C7A52E687770>
 절연전선및케이블의 KSC IEC규격과기존 KS규격과의대응표 200. 3. 전기기기표준과 1 KS C IEC 0223 기존KS 규격 / 규격명종류기호절연체도체등급 : 단면적 : 규격명기호 450/50V 일반용단심비닐절연전선 022 KSIEC 01 PVC/C 1 등급 : 1.5~10mm2 2 등급 : 1.5~400 mm2 C32 :00V 비닐전연전선 022 KSIEC
절연전선및케이블의 KSC IEC규격과기존 KS규격과의대응표 200. 3. 전기기기표준과 1 KS C IEC 0223 기존KS 규격 / 규격명종류기호절연체도체등급 : 단면적 : 규격명기호 450/50V 일반용단심비닐절연전선 022 KSIEC 01 PVC/C 1 등급 : 1.5~10mm2 2 등급 : 1.5~400 mm2 C32 :00V 비닐전연전선 022 KSIEC
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할
 저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
등록특허 (51) Int. Cl. (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) G01B 11/16 ( ) (21) 출원번호 (22) 출원일자 2005 년 09 월 23 일 심사청구일자 2005
 Int. Cl. (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) G01B 11/16 ( ) (21) 출원번호 (22) 출원일자 2005 년 09 월 23 일 심사청구일자 2005") (51) Int. Cl. (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) G01B 11/16 (2006.01) (21) 출원번호 10-2005-0088727 (22) 출원일자 2005 년 09 월 23 일 심사청구일자 2005 년 09 월 23 일 (65) 공개번호 10-2007-0095493 (43) 공개일자 2007 년 10 월 01 일 (56)
(51) Int. Cl. (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) G01B 11/16 (2006.01) (21) 출원번호 10-2005-0088727 (22) 출원일자 2005 년 09 월 23 일 심사청구일자 2005 년 09 월 23 일 (65) 공개번호 10-2007-0095493 (43) 공개일자 2007 년 10 월 01 일 (56)
 목 차 - 3 - (( () ( ) - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - 2) 3) 마이크로나이즈드구리화합물, N-N 디알킬 N-N 디메칠벤질알킬암모니움카보에니트등으로구성됨. 1) - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - -
목 차 - 3 - (( () ( ) - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - 2) 3) 마이크로나이즈드구리화합물, N-N 디알킬 N-N 디메칠벤질알킬암모니움카보에니트등으로구성됨. 1) - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - -
<4D F736F F D205F D F20C0CFB9DDC3D1BCB3205FB7F9B9CEBFB52CB1E8C7FDBFAC5F2E646F63>
 일반총설 고분자성형공정개요및성형원리 류민영 ᆞ 김혜연 1. 서론현재고분자의생산량은한국, 일본은물론세계적으로도철강의생산량보다많다. 인류가지구상에자리잡은후시대를분류할때그당시사용하던소재로분류 ( 신석기, 구석기, 청동기, 철기시대 ) 하는것을보면먼훗날지금의시대를고분자시대라부르지않을까하는상상을하게된다. 이처럼고분자의쓰임이증가함에따라고분자제품을성형하는방법또한중요한역할을하고있다.
일반총설 고분자성형공정개요및성형원리 류민영 ᆞ 김혜연 1. 서론현재고분자의생산량은한국, 일본은물론세계적으로도철강의생산량보다많다. 인류가지구상에자리잡은후시대를분류할때그당시사용하던소재로분류 ( 신석기, 구석기, 청동기, 철기시대 ) 하는것을보면먼훗날지금의시대를고분자시대라부르지않을까하는상상을하게된다. 이처럼고분자의쓰임이증가함에따라고분자제품을성형하는방법또한중요한역할을하고있다.
Schematic image What 도금층 is 는알루미늄, 아연, 실리콘과마그네슘을합금하여철판에용융도금한제품으로고내식성을요구하는모든용도에적합하도록설계되었습니다. 의도금층은 55% 알루미늄, 43.4% 아연과마그네슘, 1.6% 실리콘으로구성되어있습니다. Al-Zn-M
 특허번호 : 10-1535073 www.luxteel.com www.dongkuk.com Magnesium-Aluminum-Zinc alloy coated GalvaLume Steel for next generation 서울본사 Seoul Head Office 서울특별시중구을지로 5 길 19 페럼타워 FERRUM TOWER, 19, Eulji-ro 5-gil,
특허번호 : 10-1535073 www.luxteel.com www.dongkuk.com Magnesium-Aluminum-Zinc alloy coated GalvaLume Steel for next generation 서울본사 Seoul Head Office 서울특별시중구을지로 5 길 19 페럼타워 FERRUM TOWER, 19, Eulji-ro 5-gil,
T5100.indd
 Keeping the Customer First Tungaloy Report No. 359-K 회 주철 및 덕타일 주철 터닝 가공용 CVD 코팅 재종 T50 SERIES 광범위한 주철 터닝 가공에 대응! T50 SERIES 새롭게 개발된 코팅과 전용 모재로 내치핑성 및 내마모성이 대폭 향상되었습니다. 적용 영역 주철 재종 T55 내마모성 중시 고속 연속 가공에
Keeping the Customer First Tungaloy Report No. 359-K 회 주철 및 덕타일 주철 터닝 가공용 CVD 코팅 재종 T50 SERIES 광범위한 주철 터닝 가공에 대응! T50 SERIES 새롭게 개발된 코팅과 전용 모재로 내치핑성 및 내마모성이 대폭 향상되었습니다. 적용 영역 주철 재종 T55 내마모성 중시 고속 연속 가공에
Art & Technology #5: 3D 프린팅 - Art World | 현대자동차
 Art & Technology #5: 3D 프린팅 새로운 기술, 새로운 가능성 미래를 바꿔놓을 기술 이 무엇인 것 같으냐고 묻는다면 어떻게 대답해야 할까요? 답은 한 마치 한 쌍(pair)과도 같은 3D 스캐닝-프린팅 산업이 빠른 속도로 진화하고 있는 이유입니 가지는 아닐 것이나 그 대표적인 기술로 3D 스캐닝 과 3D 프린팅 을 들 수 있을 것입니 다. 카메라의
Art & Technology #5: 3D 프린팅 새로운 기술, 새로운 가능성 미래를 바꿔놓을 기술 이 무엇인 것 같으냐고 묻는다면 어떻게 대답해야 할까요? 답은 한 마치 한 쌍(pair)과도 같은 3D 스캐닝-프린팅 산업이 빠른 속도로 진화하고 있는 이유입니 가지는 아닐 것이나 그 대표적인 기술로 3D 스캐닝 과 3D 프린팅 을 들 수 있을 것입니 다. 카메라의
여기에 제목을 입력하시오
 한국소성가공학회 2011 년도춘계학술대회논문집 pp. 374~378 사면체 MINI- 요소를이용한사각컵딥드로잉공정의유한요소해석 심상현 1 이민철 2 정완진 3 전만수 # Finite element analyses of square-cup deep drawing process using tetrahedral MINI-elements S. H. Sim, M. C.
한국소성가공학회 2011 년도춘계학술대회논문집 pp. 374~378 사면체 MINI- 요소를이용한사각컵딥드로잉공정의유한요소해석 심상현 1 이민철 2 정완진 3 전만수 # Finite element analyses of square-cup deep drawing process using tetrahedral MINI-elements S. H. Sim, M. C.
전자상거래와 보안 기술
 소성가공산업기술발전을위한제언 한국생산기술연구원 나경환 차례 최신소성가공기술의동향 단조와자동차 소성가공기술, 발전하기위한한가지모색 미세성형기술 전통산업과첨단산업의융합으로가는길 AMT 최신소성가공기술의동향 - 단조와자동차 소성가공에있어서자동차산업의비중 ( 단조를중심으로 ) 자동차산업환경의변화와소성가공산업의대응 소성가공기술동향 소성가공에있어서자동차산업의비중 단조품생산의반이상이자동차부품
소성가공산업기술발전을위한제언 한국생산기술연구원 나경환 차례 최신소성가공기술의동향 단조와자동차 소성가공기술, 발전하기위한한가지모색 미세성형기술 전통산업과첨단산업의융합으로가는길 AMT 최신소성가공기술의동향 - 단조와자동차 소성가공에있어서자동차산업의비중 ( 단조를중심으로 ) 자동차산업환경의변화와소성가공산업의대응 소성가공기술동향 소성가공에있어서자동차산업의비중 단조품생산의반이상이자동차부품
<C3A2C0C7C0FBB0F8C7D0BCB3B0E820BABBB9AEC0FCC3BC2E687770>
 06 제작공정의선택 학습목표이장을마치면다음과같은것을할수있을것이다. 기본적인제작공정의특징을말할수있다. 1, 2, 3차공정의선택과차이점을설명할수있다. 적합한제작공정을선택할수있다. 제작상의용어와개념을설명하고사용할수있다. 생산품을제작하는데드는비용을예상할수있다. 6.1 개요재료의형태에상관없이, 가장간단한생산품조차도많은공정을포함하고있다. 그림 6.1의산악용자전거에대해서살펴보자.
06 제작공정의선택 학습목표이장을마치면다음과같은것을할수있을것이다. 기본적인제작공정의특징을말할수있다. 1, 2, 3차공정의선택과차이점을설명할수있다. 적합한제작공정을선택할수있다. 제작상의용어와개념을설명하고사용할수있다. 생산품을제작하는데드는비용을예상할수있다. 6.1 개요재료의형태에상관없이, 가장간단한생산품조차도많은공정을포함하고있다. 그림 6.1의산악용자전거에대해서살펴보자.
붙임2-1. 건강영향 항목의 평가 매뉴얼(협의기관용, '13.12).hwp
.hwp") 환경영향평가서내위생 공중보건항목작성을위한건강영향항목의평가매뉴얼 - 협의기관용 - 2013. 12 환경부환경보건정책관실 - i - - ii - - iii - - iv - - v - - vi - 제 1 장건강영향평가의개요 건강영향평가의정의건강영향평가제도의필요성건강영향평가의목적및기능건강영향평가의원칙건강결정요인 - 1 - - 2 - - 3 - 제 2 장건강영향평가제도의시행방안
환경영향평가서내위생 공중보건항목작성을위한건강영향항목의평가매뉴얼 - 협의기관용 - 2013. 12 환경부환경보건정책관실 - i - - ii - - iii - - iv - - v - - vi - 제 1 장건강영향평가의개요 건강영향평가의정의건강영향평가제도의필요성건강영향평가의목적및기능건강영향평가의원칙건강결정요인 - 1 - - 2 - - 3 - 제 2 장건강영향평가제도의시행방안
등록특허 (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) B21C 25/02 ( ) B21C 31/00 ( ) (21) 출원번호 (22) 출원일
 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) B21C 25/02 ( ) B21C 31/00 ( ) (21) 출원번호 (22) 출원일") (19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) B21C 25/02 (2006.01) B21C 31/00 (2006.01) (21) 출원번호 10-2011-0125153 (22) 출원일자 2011 년 11 월 28 일 심사청구일자 2011 년 11 월 28 일 (65) 공개번호 10-2013-0059056
(19) 대한민국특허청 (KR) (12) 등록특허공보 (B1) (51) 국제특허분류 (Int. Cl.) B21C 25/02 (2006.01) B21C 31/00 (2006.01) (21) 출원번호 10-2011-0125153 (22) 출원일자 2011 년 11 월 28 일 심사청구일자 2011 년 11 월 28 일 (65) 공개번호 10-2013-0059056
<4D F736F F D20BAA3BAA7B1E2BEEE20C1A6C1B620B0F8C1A4BFA1BCAD20BAA3BAA7B1E2BEEEC0C720C1A4B5B520B9D720B1DEBCF6BFA120B9CCC4A1B4C220C0CEC0DA2E646F63>
 한국소성가공학회 2008 년도추계학술대회논문집 pp. 405~409 베벨기어제조공정에서베벨기어의정도및급수에미치는인자 전병윤 1 엄재근 2 박정휘 1 전만수 # Factors affecting accuracy or grade of bevel gears during manufacturing B. Y. Jun, J. G. Eom, J. H. Park, M. S.
한국소성가공학회 2008 년도추계학술대회논문집 pp. 405~409 베벨기어제조공정에서베벨기어의정도및급수에미치는인자 전병윤 1 엄재근 2 박정휘 1 전만수 # Factors affecting accuracy or grade of bevel gears during manufacturing B. Y. Jun, J. G. Eom, J. H. Park, M. S.
<30342E20B0EDBCD3B5B5B0F8B1B8B0ADC0C7B1E2BCFAB5BFC7E22E687770>
 - 1 - -- ---- -- - 2 - -- -- -- - -- -- - -- -- < 표 2-1> 18-4-1형 W계고속도공구강 - - - - - - - - - - - - - -- - 3 - - -- - -- < 표 2-2> 6-5-2 형 Mo 계고속도공구강 - - - - - - - - - - - - - - - - - - - - - - - - - - -
- 1 - -- ---- -- - 2 - -- -- -- - -- -- - -- -- < 표 2-1> 18-4-1형 W계고속도공구강 - - - - - - - - - - - - - -- - 3 - - -- - -- < 표 2-2> 6-5-2 형 Mo 계고속도공구강 - - - - - - - - - - - - - - - - - - - - - - - - - - -
수출및수입액현황 (2016) 6억 1,284 만달러억 1 7,045 만달러 4억 4,240 만달러 2015 년대비 15.4 % 증가 2015 년대비 11.1 % 증가 2015 년대비 1.3 % 증가 수출액 수출입차액 수입액 지역별수출액 ( 비중 ) 일본 4,129만달러
 6억 1,284 만달러억 1 7,045 만달러 4억 4,240 만달러 2015 년대비 15.4 % 증가 2015 년대비 11.1 % 증가 2015 년대비 1.3 % 증가 수출액 수출입차액 수입액 지역별수출액 ( 비중 ) 일본 4,129만달러") 국내캐릭터산업현황 사업체수및종사자수 사업체 종사자 2,069 개 2,213 개 30,128 명 33,323 명 2015 년 7.0 % 10.6 % 증가증가 2016년 2015년 2016 년 매출액및부가가치액 매출액 부가가치액 11 조 662 억원 4 조 3,257 억원 10 조 807 억원 3 조 9,875 억원 2015 년 9.8 % 8.5 % 증가증가 2016년
국내캐릭터산업현황 사업체수및종사자수 사업체 종사자 2,069 개 2,213 개 30,128 명 33,323 명 2015 년 7.0 % 10.6 % 증가증가 2016년 2015년 2016 년 매출액및부가가치액 매출액 부가가치액 11 조 662 억원 4 조 3,257 억원 10 조 807 억원 3 조 9,875 억원 2015 년 9.8 % 8.5 % 증가증가 2016년
PowerPoint 프레젠테이션
 예제 7. (p.37) 그림의단순지지보에대해전단력선도와굽힘모멘트선도를작도하라. [ 부호규약 ] + Fy 4 b + Fy ( ) 예제 7. (p.37) 그림의단순지지보에대해전단력선도와굽힘모멘트선도를작도하라. [ 부호규약 ] + Fy 4 b + Fy ( ) 예제 7. (p.39) 그림의단순보에대해전단력선도와굽힘모멘트선도를작도하라 + Fy b + Fy 예제 7.3
예제 7. (p.37) 그림의단순지지보에대해전단력선도와굽힘모멘트선도를작도하라. [ 부호규약 ] + Fy 4 b + Fy ( ) 예제 7. (p.37) 그림의단순지지보에대해전단력선도와굽힘모멘트선도를작도하라. [ 부호규약 ] + Fy 4 b + Fy ( ) 예제 7. (p.39) 그림의단순보에대해전단력선도와굽힘모멘트선도를작도하라 + Fy b + Fy 예제 7.3
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할
 저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
00-2 목차.hwp
 Journal of the Korea Academia-Industrial cooperation Society Vol. 15, No. 5 pp. 2587-2593, 2014 http://dx.doi.org/10.5762/kais.2014.15.5.2587 ISSN 1975-4701 / eissn 2288-4688 김진호 1, 홍석무 2*, 황지훈 2, 이종찬
Journal of the Korea Academia-Industrial cooperation Society Vol. 15, No. 5 pp. 2587-2593, 2014 http://dx.doi.org/10.5762/kais.2014.15.5.2587 ISSN 1975-4701 / eissn 2288-4688 김진호 1, 홍석무 2*, 황지훈 2, 이종찬
untitled
 모니터링분석 1 시뮬레이션기술을활용한 자동차단조부품의개발현황과과제 한국과학기술정보연구원전문연구위원정현갑 (99102@reseat.re.kr) 1. 서론 최근에단조금형설계의문제해결을위하여 CAE(Computer Aided Engineering) 에대한관심이점차높아지고있다. 1970년대에강소성 ( 剛塑性 ) 유한요소이론이제안된이후 CAE는단조공정해석에적용되기시작하였고,
모니터링분석 1 시뮬레이션기술을활용한 자동차단조부품의개발현황과과제 한국과학기술정보연구원전문연구위원정현갑 (99102@reseat.re.kr) 1. 서론 최근에단조금형설계의문제해결을위하여 CAE(Computer Aided Engineering) 에대한관심이점차높아지고있다. 1970년대에강소성 ( 剛塑性 ) 유한요소이론이제안된이후 CAE는단조공정해석에적용되기시작하였고,
슬라이드 1
 Powder Metallurgy Powder metallurgy may be define as the art of producing metal powders and using them to make serviceable objects. Powder metallurgy principles were used far back in 3000 B.C. by the Egyptians
Powder Metallurgy Powder metallurgy may be define as the art of producing metal powders and using them to make serviceable objects. Powder metallurgy principles were used far back in 3000 B.C. by the Egyptians
 나. 사진 데이터 도림(아웃라인) 사진 데이터에 도림(아웃라인)을 처리하는 작업. 기본 요금 구 (단위:원/점) 분 작업내용 가공비용 난이도A 단순한 직선, 곡선 4,000 난이도B 직선, 곡선이 혼재 9,000 난이도C 복잡한 직선, 곡선 15,000 산출 방법 점수 가공 단가 사진 데이터 도림(아웃라인) 난이도 견본 난이도A 난이도B - 20 - 난이도
나. 사진 데이터 도림(아웃라인) 사진 데이터에 도림(아웃라인)을 처리하는 작업. 기본 요금 구 (단위:원/점) 분 작업내용 가공비용 난이도A 단순한 직선, 곡선 4,000 난이도B 직선, 곡선이 혼재 9,000 난이도C 복잡한 직선, 곡선 15,000 산출 방법 점수 가공 단가 사진 데이터 도림(아웃라인) 난이도 견본 난이도A 난이도B - 20 - 난이도
8 물품보관장 80*500*000 비규격 상판 : MM PB 위양면 LPM 마감후전후면엣지마감 밑판 : MM PB 양면 LPM, 면엣지마감 선반 : MM PB 양면 LPM, 면엣지마감 측판 : 8MM PB 위 LPM 양면접착후엣지마감 도어 : 8MM PB 위양면 LPM
 제작사양서수량 번호품명이미지규격제품사양수량 PC 검색책상 인용 800*605*70 측판 : T PB 양면 LPM 접착후엣지마감 칸막이 : 8T PB 양면 LPM 접착후엣지마감 뒷판 : 8T PB 양면시트접착마감 0 사물함 ( 참조이미지 열 단 ) 900*50*780 열 5 단 (0 인용 ) 몸체 : 냉간압연강판 0.8T 두께의재료를절단, 절곡, 용접하여조립
제작사양서수량 번호품명이미지규격제품사양수량 PC 검색책상 인용 800*605*70 측판 : T PB 양면 LPM 접착후엣지마감 칸막이 : 8T PB 양면 LPM 접착후엣지마감 뒷판 : 8T PB 양면시트접착마감 0 사물함 ( 참조이미지 열 단 ) 900*50*780 열 5 단 (0 인용 ) 몸체 : 냉간압연강판 0.8T 두께의재료를절단, 절곡, 용접하여조립
슬라이드 1
 July. 06. 2010 http://www.sacfurnace.com/ 0 CONTENTS 1. 철강 Plant 공정. - 제선, 제강, 압연공정이란? - 철강제품제조공정, 제품종류, 제조설비. - 철강제조공정. 용어설명. - 압연 Plant 공정 ( 열연, 냉연 ) 2. 열간압연제조공정. - 강봉제조공정. - 강판제조공정. 3. 냉간압연제조공정. - 강판제조공정
July. 06. 2010 http://www.sacfurnace.com/ 0 CONTENTS 1. 철강 Plant 공정. - 제선, 제강, 압연공정이란? - 철강제품제조공정, 제품종류, 제조설비. - 철강제조공정. 용어설명. - 압연 Plant 공정 ( 열연, 냉연 ) 2. 열간압연제조공정. - 강봉제조공정. - 강판제조공정. 3. 냉간압연제조공정. - 강판제조공정
웹진을 위한 경험 디자인 적용방안 연구
 8) 의 팔찌장신구는 단위면적간의 간격을 일정하게 만들고, 이를 원형으로 배열하여 디자인하였다. 팔찌의 내 경을 60mm로 최소화하여 어린이나 손이 작은 성인여성을 대상으로 착용이 가능하도록 하였다. 장신구구조물의 내부 형태에 예각으로 조각부분을 주어 3D 프린터로 출력하였 다. 의 조형물은 내부공간을 최대한 비우고, ABS 소재의 가벼운
8) 의 팔찌장신구는 단위면적간의 간격을 일정하게 만들고, 이를 원형으로 배열하여 디자인하였다. 팔찌의 내 경을 60mm로 최소화하여 어린이나 손이 작은 성인여성을 대상으로 착용이 가능하도록 하였다. 장신구구조물의 내부 형태에 예각으로 조각부분을 주어 3D 프린터로 출력하였 다. 의 조형물은 내부공간을 최대한 비우고, ABS 소재의 가벼운
<BCB3B0E8B0CBBBE72031C0E5202D204D4F4E4F C2E687770>
 I-BEAM 강도계산서 1. 사양 & 계산기준 * 정격하중 (Q1) = 5000.00 KG * HOIST 자중 (W1)= 516.00 KG * 작업계수 (Φ) = 1.1 * 충격계수 (ψ) = 1.10 * HOOK BLOCK WEIGHT (W2) = 20 KG * HOISTING SPEED (V) = 3.25/1 M/MIN * TRAVERSING SPEED
I-BEAM 강도계산서 1. 사양 & 계산기준 * 정격하중 (Q1) = 5000.00 KG * HOIST 자중 (W1)= 516.00 KG * 작업계수 (Φ) = 1.1 * 충격계수 (ψ) = 1.10 * HOOK BLOCK WEIGHT (W2) = 20 KG * HOISTING SPEED (V) = 3.25/1 M/MIN * TRAVERSING SPEED
Microsoft Word _ _256_ _특집 김종봉
 한국정밀공학회지제 33 권제 4 호 pp. 247-255 J. Korean Soc. Precis. Eng., Vol. 33, No. 4, pp. 247-255 ISSN 1225-9071(Print), ISSN 2287-8769(Online) April 2016 / 247 http://dx.doi.org/10.7736/kspe.2016.33.4.247 특집 양동열교수님헌정세션특집
한국정밀공학회지제 33 권제 4 호 pp. 247-255 J. Korean Soc. Precis. Eng., Vol. 33, No. 4, pp. 247-255 ISSN 1225-9071(Print), ISSN 2287-8769(Online) April 2016 / 247 http://dx.doi.org/10.7736/kspe.2016.33.4.247 특집 양동열교수님헌정세션특집
특허청구의 범위 청구항 1 맨홀 일부분에 관통되게 결합되는 맨홀결합구와; 상기 맨홀결합구의 전방에 연통되게 형성되어 토양속에 묻히게 설치되고, 외주면에는 지하수가 유입될 수 있는 다수의 통공이 관통 형성된 지하수유입구와; 상기 맨홀결합구의 후방에 연통되고 수직으로 세워
 (51) Int. Cl. (19) 대한민국특허청(KR) (12) 공개특허공보(A) G01F 23/02 (2006.01) G01F 23/00 (2006.01) (21) 출원번호 10-2007-0096769 (22) 출원일자 2007년09월21일 심사청구일자 전체 청구항 수 : 총 5 항 (54) 지하수위 관측장치 2007년09월21일 (11) 공개번호 10-2009-0031004
(51) Int. Cl. (19) 대한민국특허청(KR) (12) 공개특허공보(A) G01F 23/02 (2006.01) G01F 23/00 (2006.01) (21) 출원번호 10-2007-0096769 (22) 출원일자 2007년09월21일 심사청구일자 전체 청구항 수 : 총 5 항 (54) 지하수위 관측장치 2007년09월21일 (11) 공개번호 10-2009-0031004
 - i - - ii - - iii - - iv - - v - - vi - - vii - - viii - - ix - - x - - xi - - xii - - xiii - - xiv - - xv - - xvi - - xvii - - xviii - - xix - - xx - - xxi - - xxii - - xxiii - - xxiv - - xxv - - I
- i - - ii - - iii - - iv - - v - - vi - - vii - - viii - - ix - - x - - xi - - xii - - xiii - - xiv - - xv - - xvi - - xvii - - xviii - - xix - - xx - - xxi - - xxii - - xxiii - - xxiv - - xxv - - I
슬라이드 제목 없음
 Basic Concept Page 1 개요 1. 이란? 2. GIM 제품개발과정 3. GIM 을위한중요인자 4. 기대효과 5. GIM 장치 Maker Page 2 이란? 은수지를금형속으로일정량충전시킨후에질소 Gas를주입하는방법으로발포성형의문제점을해결하고일반사출성형의장점을보강한새로운사출성형방법이라고볼수있다. GIM은수지의주입량에따라서 Full shot, Short
Basic Concept Page 1 개요 1. 이란? 2. GIM 제품개발과정 3. GIM 을위한중요인자 4. 기대효과 5. GIM 장치 Maker Page 2 이란? 은수지를금형속으로일정량충전시킨후에질소 Gas를주입하는방법으로발포성형의문제점을해결하고일반사출성형의장점을보강한새로운사출성형방법이라고볼수있다. GIM은수지의주입량에따라서 Full shot, Short
특허청구의범위청구항 1 방열판 ; 상기방열판상부에형성된세라믹박막 ; 및상기세라믹박막상부에형성된회로패턴을포함하여이루어지는방열기판. 청구항 2 제1항에있어서, 상기방열판은 Al, Cu, Mo, W, Ti, Mg 중에서선택된어느하나의물질로이루어지는것을특징으로하는방열기판. 청
 (51) Int. Cl. (19) 대한민국특허청 (KR) (12) 공개특허공보 (A) H01L 33/00 (2006.01) (21) 출원번호 10-2007-0140279 (22) 출원일자 2007 년 12 월 28 일 심사청구일자 전체청구항수 : 총 10 항 2007 년 12 월 28 일 (54) 방열기판및이를구비한발광다이오드패키지 (11) 공개번호 10-2009-0072226
(51) Int. Cl. (19) 대한민국특허청 (KR) (12) 공개특허공보 (A) H01L 33/00 (2006.01) (21) 출원번호 10-2007-0140279 (22) 출원일자 2007 년 12 월 28 일 심사청구일자 전체청구항수 : 총 10 항 2007 년 12 월 28 일 (54) 방열기판및이를구비한발광다이오드패키지 (11) 공개번호 10-2009-0072226
슬라이드 1
 11. Bong-Kee Lee Chonnam National University 필요성 디지털생산 (digital manufacturing) 및가상공학 (virtual engineering) 의발전으로디지털시제품을활용하는경우가있으나, 여전히최종적인설계평가를위한물리적인시제품 (prototype) 이요구됨 디지털시제품 : 소프트웨어적으로정밀한 3 차원모델을구축하고현실감있게그래픽처리한모델
11. Bong-Kee Lee Chonnam National University 필요성 디지털생산 (digital manufacturing) 및가상공학 (virtual engineering) 의발전으로디지털시제품을활용하는경우가있으나, 여전히최종적인설계평가를위한물리적인시제품 (prototype) 이요구됨 디지털시제품 : 소프트웨어적으로정밀한 3 차원모델을구축하고현실감있게그래픽처리한모델
하이테크 금형센터 인프라 활용 안내 Die & Mold
 하이테크 금형센터 인프라 활용 안내 Die & Mold 2017. 2 1. 센터개요 l 위치 : 광주광역시광산구평동산단로 143 번길 52( 평동산업단지내 ) l 연면적 : 5,438 m2 (4 개동 ) l 건축일정 : 2013. 6 월준공 순번건물명부지면적건축면적용도 1 본부동 2,288 m2 사무공간및회의실등 2 A 동 1,050 m2 정밀측정및가공장비배치
하이테크 금형센터 인프라 활용 안내 Die & Mold 2017. 2 1. 센터개요 l 위치 : 광주광역시광산구평동산단로 143 번길 52( 평동산업단지내 ) l 연면적 : 5,438 m2 (4 개동 ) l 건축일정 : 2013. 6 월준공 순번건물명부지면적건축면적용도 1 본부동 2,288 m2 사무공간및회의실등 2 A 동 1,050 m2 정밀측정및가공장비배치