3 연 구 논 문 다구찌법을 이용한 IR 레이저 Flip-chip 접합공정 최적화 연구 송춘삼 * 지현식 ** 김주한 *** 김종형 **** 안효석 ***** * 서울테크노파크 ** 서울산업대학교 NID융합기술대학원 *** 서울산업대학교 기계공학과 **** 서울산업대학교 기계설계자동화공학부 ***** 서울산업대학교 NID융합기술대학원 A Study on the Optimization of IR Laser Flip-chip Bonding Process Using Taguchi Methods Chun-Sam Song*, Hyun-Sik Ji**, Joohan Kim***, Jong-Hyeong Kim**** and Hyo-Sok Ahn***** * Seoul Technopark, Seoul, Korea **Graduate School of NID Fusion Technology, Seoul National University of Technology, Seoul 139-743, Korea ***Department of Mechanical Engineering, Seoul National University of Technology, Seoul 139-743, Korea ****Department of Mechanical Design and Automation Engineering, Seoul National University of Technology, Seoul 139-743, Korea *****Graduate School of NID Fusion Technology, Seoul National University of Technology, Seoul 139-743, Korea *Corresponding author: hsahn@snut.ac.kr (Received January 15, 8 ; Revised March 28, 8 ; Accepted June 1, 8) Abstract A flip-chip bonding system using IR laser with a wavelength of 164 nm was developed and associated process parameters were analyzed using Taguchi methods. An infrared laser beam is designed to transmit through a silicon chip and used for transferring laser energy directly to micro-bumps. This process has several advantages: minimized heat affect zone, fast bonding and good reliability in the microchip bonding interface. Approximately 5 % of the irradiated energy can be directly used for bonding the solder bumps with a few seconds of bonding time. A flip-chip with 1 solder bumps was used for this experiment and the composition of the solder bump was Sn3.Ag.5Cu. The main processing parameters for IR laser flip-chip bonding were laser power, scanning, a spot size and. Taguchi methods were applied for optimizing these four main processing parameters. The optimized bump shape and its shear force were modeled and the experimental results were compared with them. The analysis results indicate that the bump shape and its shear force are dominantly influenced by laser power and scanning over a laser spot size. In addition, various effects of processing parameters for IR laser flip-chip bonding are presented and discussed. Key Words : Soldering, Flip-chip, Laser, Micro-bump 1. 서 론 최근의 전자, 통신 제품 관련 산업이 소형화 (miniaturization), 고밀도화 (high density), 다기 능화 (multiple functions) 및 고속도(high ) 화 됨에 따라 반도체가 실장될 공간은 계속 줄어들고 있는 추세이다 1). 반면에 더욱 다기능화, 고성능화 되는 전자제품은 더욱 많은 수의 반도체를 사용할 수 밖에 없다. 따라서 단위체 244 Journal of KWJS, Vol. 26, No. 3, June, 8
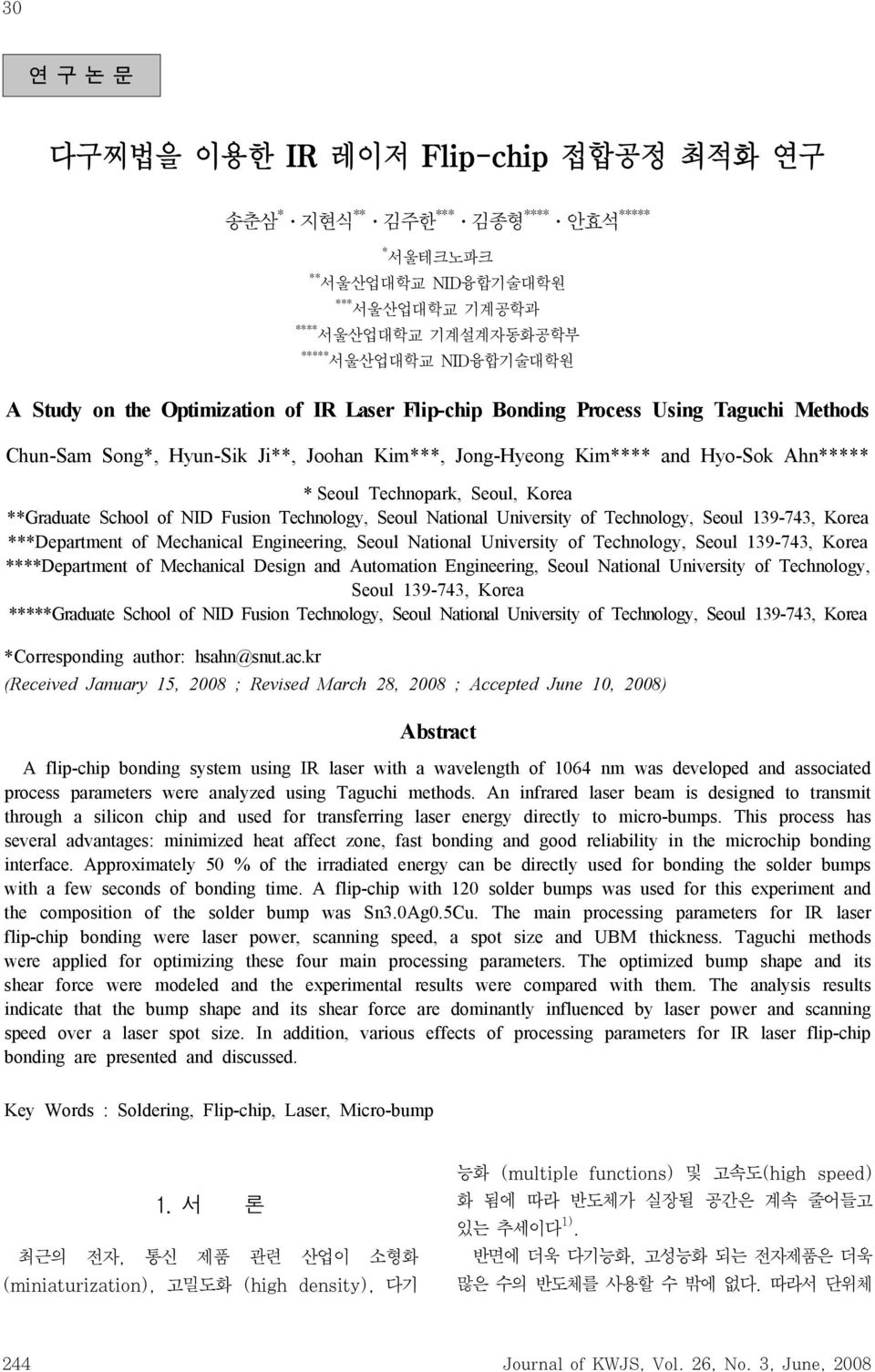
다구찌법을 이용한 IR 레이저 Flip-chip 접합공정 최적화 연구 31 적당 실장효율을 높이기 위해서는 패키징(packaging) 기술이 경박단소화 될 수 밖에 없는 상황이다. 이러한 요구로 개발되어 상용화된 패키징 기술이 칩 크기와 거의 같은 크기의 패키지인 CSP(Chip Scale Package)이다. CSP는 반도체와 패키지의 면적비가 8%이상인 단일 칩 패키징을 의미하는데 전기적 성능, 격자형I/O 배열, 높은 열 방출 특성 등의 장점을 가지 고 있으며 기존 SMT 장비가 활용 가능하여 현재 주목 받고 있는 패키징 기술이다. CSP는 다이 인터페이스에 따라 와이어 본드(wire bond), 탭 본드(tab bond), 플립칩(flip-chip) 등으로 분류된다 2). 특히 최근에 각광받고 있는 플립칩 기술은 모듈기판 (module substrate) 위에 칩 표면(chip surface)을 범핑(bumping)시킴으로써 최단의 접속 길이와 저열저 항, 저유전율의 특성도 가지면서 초소형에 높은 수율의 저 원가생산성을 갖는 첨단의 패키징 기술이다 3). 이러한 플립칩의 주요 기술로는 접합관련 공정 및 기 술, 범핑 기술, 프로세스 기술을 들 수 있다. 특 히 접합 관련 공정 및 기술은 접합방식에 따라 열 접합 방식 (thermo-compression bonding), 초음파 접합 방식(ultra-sonic bonding), 그리고 레이저 접합방식 (laser bonding)으로 구분되어 연구되고 있다 4-6). 이 중 열 접합방식은 열판을 이용하여 칩의 범프를 변형시 켜 붙이는 기술로써 현재 상용화 되어있는 접합기술이 다. 본 접합방식은 공정이 단순하다는 장점이 존재하지 만 높은 공정온도로 인한 재료의 열변형(Thermal deformation), 열손상(Thermal damage)에 의한 열 적 신뢰성, 짧은 시간에 상승된 열판의 온도 컨트롤, 그리고 고온 공정으로 인한 비전 및 장비의 기계적 신 뢰성 등이 점차 미세피치(fine pitch)화 되어가는 추세 에 대표적인 문제로 대두되고 있다. 반면에 레이저 접 합방식은 국부적인 스캐닝을 통해 접합부의 솔더를 순 차적으로 용융시켜 접합하므로 인접 패드가 동시에 녹 지 않고 따라서 인접 패드 사이의 브리지가 일어날 가 능성이 최소화되며 인접한 부품에 손실을 끼치지 않고 열을 가할 수 있기 때문에 기존의 열 접합방식이 가지 고 있는 문제점을 극복할 수 있다 7). 또한 Fig. 1에서 보여지는 것과 같이 플립칩 접합에서 레이저 접합방식 이 열 접합방식에 비해 원하는 온도까지의 가열시간이 짧아 접합시간을 줄일 수 있는 효과를 얻을 수 있고 8), 더불어 마이크로 부품의 초집적 패키지 접합공정에 적 용할 수 있다. 그러나 현재 개발되어 적용되어지는 레 이저 접합기술은 빔 에너지를 칩 윗면에 조사하여 칩을 통해 열을 전달하는 접합 방식이 일반적이다. Temp Bonding Time (Laser) Heating time Bonding Time (Hot plate) Laser bonding Hot plate bonding Time Fig. 1 Comparison of flip-chip bonding time 8) Transmittance, % Laser 1 8 Silicon.1.2.5 1 2 5 1 5 1 Wavelength(micrometers) Fig. 2 The transmission properties of Si 9) 본 연구에서는 플립칩 접합의 장점을 극대화하기 위 해 빔의 실리콘 투과율이 좋은 IR영역의 Nd:YAG레이 저를 이용한 접합장비를 구성하여 무연솔더 범프가 형 성된 플립칩 접합에 적용해 보았으며 다구찌실험계획법 을 이용하여 각각의 공정인자들이 미치는 영향도를 연 구하였다. 2.1 실험장치 Table 1 The composition of laser flip-chip bonder Instrument Beam Expander Scanner Objective Lens 2. 실험장치 및 실험방법 본 연구에서는 IR범위의 Nd:YAG레이저를 이용하여 플립칩을 접합하기 위해 Table 1과 같은 장비를 구성하 였다. Fig. 2는 레이저 빔의 실리콘에 대한 투과율을 보 여 준다 9). 그래프에서와 같이 레이저가 1nm~ type - DPSS Dual Wavelength Laser - : 13W (164nm) - x2~x8 - telecentric f-theta objective (f = 8mm) for 164 nm - x 大 韓 熔 接 接 合 學 會 誌 第 26 卷 第 3 號, 8 年 6 月 245
32 송춘삼 지현식 김주한 김종형 안효석 nm파장을 가질 때 Si에 대한 투과율은 ~5%정도 되 는 것을 알 수 있다. 따라서 본 연구에 사용된 레이저는 기존 접합방식과는 달리 절반정도의 레이저 빔이 칩을 투 과하여 솔더(solder)를 직접 조사할 수 있도록 164nm파 장의 DPSS Nd:YAG 레이저를 사용하였다. Fig. 3은 실험장치의 개략도이고, Fig. 4는 실험장치의 전체적인 구성을 보여준다. 레이저 빔은 다양한 패턴의 플립칩에 대응할 수 있도록 컴퓨터 프로그래밍을 사용하여 조사 패턴을 제어하였고 모든 실험의 진행은 이 프로그램을 통해 진행되도록 구성 하였다. 또한 실험에 사용된 3D 스테이지는 리니어 서보 모터(linear servo motor)를 이용한 x-y스테이지에 볼 스크류(ball screw)를 이용한 z스테이지를 사용하여 위 치제어를 하였으며, 이때 기계오차범위는.1μm이다. 2.2 실험재료 본 연구에서 사용된 칩은 Pactech사의 PAC 2. flip-chip으로 높이가 9μm이고 지름이 15μm인 무연 솔더범프가 3μm의 피치로 칩 주변을 따라 총 1개 가 형성되어있고, 다이의 크기는 1mm 1mm이다. 솔 더는 기계적 특성이 우수하여 일반적으로 많이 사용되 고 있는 Sn3.Ag.5Cu인 무연솔더를 사용하였고, 형성되어 있는 층은 약 1μm 의 알루미늄 패드위 에 Ni와 Au가 각각 5μm,.5μm로 무전해도금 하였 다. 다이가 접합될 기판은 일반적으로 널리 사용되고 있는 FR4 재질의 PCB로 두께가 1.6mm이고 무전해니 켈도금 ENIG (Electroless Nickel, Immersion Gold) 으로 최종표면 처리된 것을 사용하였다. 2.3 실험방법 실험은 기존 접합방식과는 달리 레이저 빔이 칩을 부 분적으로 투과하여 솔더를 직접 조사할 수 있도록 164nm파장의 DPSS Nd:YAG 레이저를 사용하였으 며 프로그래밍된 스캐너가 칩의 솔더 패턴을 따라 빔을 조사하여 칩과 substrate를 접합하였다. Fig. 5는 플 립칩이 접합되는 과정을 보여준다. 이때 레이저 파워, 스캐닝 속도, 스폿의 크기, 그리고 의 두께에 따 라 접합 시 솔더볼의 형상 및 접합강도에 미치는 영향 도를 분석하기 위해 다구찌 실험계획법을 사용하였다. 레이저 스폿은 빔을 폴리머시편에 조사한 다음 그 크기 를 측정하는 방식으로 정의하였으며, 조사된 빔의 범위 에 대한 솔더볼 형상의 영향도를 분석하고자 하였다. Table 2는 본 실험의 접합조건이다. 다구찌 실험계획법을 위해 우선 MINITAB을 이용하 여 실험에 필요한 직교배열표를 완성하였다. 실험재료 가 고가인 관계로 실험횟수를 줄일 수 있는 L 9 (3 4 )의 직교배열표를 Table 3과같이 완성하였고, 모든 실험은 이 접합조건에 따라 진행되었다. 이때 9가지의 조건의 실험을 3회 반복하였고, 검증실험을 5회 반복하여 총 62회의 실험을 하였다. 각각의 분석 데이터는 평균값으 Laser Pressure Fig. 3 Schematic diagram of the experimental setup Glass IC Chip Bump Substrate Fig. 5 Schematic experimental setup of new laser flip-chip bonding Table 2 Bonding conditions Laser power 16, 18, Scanning 8, 9, 1 Spot size 1, 15, Fig. 4 Photograph of the experimental setup 3, 5, 7 246 Journal of KWJS, Vol. 26, No. 3, June, 8
다구찌법을 이용한 IR 레이저 Flip-chip 접합공정 최적화 연구 33 Table 3 Tables of orthogonal arrays Scanning Spot size 1 16 8 1 3 2 16 9 15 5 3 16 1 7 4 18 8 15 7 5 18 9 3 6 18 1 1 5 7 8 5 8 9 1 7 9 1 15 3 3. 결과 및 고찰 실험 계획에 의한 각각의 실험 조건들을 구성된 IR레 이저 시스템으로 접합한 결과들의 단면형상을 Fig. 7에 나타내었다. 대체적으로 접합이 잘 되었으나 조건 6의 경우는 접합이 되지 않았고, 조건 7의 경우는 솔더가 녹아 내려 칩이 주저앉는 현상을 보였다. 또한 4번 조 건(Fig. 7 (c))의 경우 칩이 많이 주저앉아 있는 형상 을 보이고, 9번 조건(Fig. 7 (d))의 경우 Concave type의 솔더범프 형태를 보여준다. 대체적으로 Fig. 7 (a), (b)의 사진에서처럼 낮은 레이저 파워 조건에서 양호한 접합을 하고 있는 모습을 관찰 할 수 있었다. Upper pad radius, b Lower pad radius, a Fig. 6 Solder ball on the board 11) 로 하였다. 접합부의 기계적 특성에 대한 영향도를 분 석하기 위해 접합된 소재를 콜드마운팅하여 폴리싱 하 였고, 광학현미경과 SEM을 이용하여 단면의 형상을 관찰하였다. 관찰된 형상은 Y.E.Shin등에 의해 연구된 접합부의 최적형상에 따른 수명향상연구와 1), K.N. Chiang등에 의해 연구된 truncated sphere theory 를 이용한 최적의 솔더범프 형상예측기술에 11) 의해 최 적형상을 예측하여 비교하였다. 위 연구에 따라 최적형 상은 아래 식(1),(2)을 통해 Fig. 6의 값들을 예측할 수 있으며, 본 연구에서 사용된 솔더 범프의 최적 형상의 수치는 h=75.72μm, D=11.16μm, a=b=8μm이다. 3.1 솔더범프 형상 특성 분석 솔더범프의 형상분석은 측정된 형상의 값들과 truncated sphere theory로부터 얻어진 최적형상 값들의 차이에 대한 절대값을 특성치로 이용하였다. 이때 측정된 형상 은 솔더범프의 높이, 지름, 그리고 접합부의 폭 이며 각각의 특성치가 작을수록 최적의 형상에 가깝기 때문 에 망소특성으로 분석하였다. 각각의 조건에 대한 형상 의 값들과 S/N비를 Table 4에 나타내었고 인자별로 S/N비를 분석한 각각의 결과를 Fig. 8에 나타내었다. Fig. 8 (a)에서와 같이 솔더범프의 높이는 스캔속도와 두께의 영향을 많이 받은 것을 알 수 있었고, 반 면에 스폿지름의 영향은 상대적으로 거의 영향을 미치 지 않는 것을 알 수 있었다. 따라서 현재의 접합이 일 어나는 공정조건 중 솔더범프의 높이를 최적화하기 위 해서는 빠른 스캔속도와 얇은 층을 사용하고 낮 은 레이저 파워를 선택하여야 한다. (1) 접합된 칩의 전단강도를 측정하기 위하여 Dage PLC 사의 BT을 사용하여 Die shear test를 하였다. 시 험방법은 JIS(Japanese Industrial Standard)에서 3년에 최초로 무연솔더 페이스트 접합부의 QFP 부품에 대한 전단시험방법에 대해 표준화된 Z 3198-7 시험방법에 따랐고 12), Jung등의 연구에서 추천하는 전 단속도(μm/sec이하) 13) 에 따라서 지그의 전단속도와 높이를 175μm/sec, 18μm로 하여 측정하였다. (2) (a) 16W,9mm/s,15μm,5μm (b) 16W,1mm/s,μm,7μm (c) 18W,8mm/s,15μm,7μm (d) W,1mm/s,15μm,3μm Fig. 7 Cross-sectional views of solder joint 大 韓 熔 接 接 合 學 會 誌 第 26 卷 第 3 號, 8 年 6 月 247
34 송춘삼 지현식 김주한 김종형 안효석 No. Scan Spot size Table 4 Result of experiments Bump height SN1 Width of contact region SN2 Bump diameter 1 16 8 1 3 85.55-19.851 46.88-12.56 15.94-3.2.28 26.1 2 16 9 15 5 86.25 -.447 46.18-15.77 14.6-3.583 19.6 25.3 3 16 1 7 83.91-18.266 65.39-2.984 18.75-23.293 15.64 23.885 4 18 8 15 7.16-34.895 2.97-3.56 143.68-41.796 5 18 9 3 83.91-18.748.8-16.939 13.13-32.24 16.75 24.479 6 18 1 1 5 9-23.95-14.253 15-38.62 7 8 5 1-36.354 21.9-32.611 152.87-42.292 8 9 1 7 86.72 -.828 39.61-2.975 19.45-32.125 19.7 25.888 9 1 15 3 81.84-15.735 5.93-15.592 14.14-29.269 25.56 28.151 SN3 Shear force (kgf) SN -18-21 -24-27 -3-28. -3.5-33. -35.5-38. -1-14 -18-22 -26 Scan Spot size thicknes 16 18 8 9 1 1 15 3 5 7 (a) bump height Scan Spot size thicknes 16 18 8 9 1 1 15 3 5 7 (b) width of contact region Scan Spot size thicknes 16 18 8 9 1 1 15 3 5 7 (c) bump diameter Fig. 8 Analysis of S/N ratio for shapes of solder bump 도에 가장 큰 영향을 받으며, 의 두께에도 어느 정도 영향을 받는다. 하지만 스폿지름의 경우 솔더범프 의 형상에 많은 영향을 미치지 않는 것으로 여겨진다. 또한 그래프에서 최소값과 최대값이 나오는 이유는 재 료의 접합부 영역이 미세(솔더범프 지름 15μm)하여 각각의 인자에 대하여 너무 민감하게 반응하는 경향이 있기 때문에 접합이 되는 기간이 짧아지기 때문이라 사 료된다. 따라서 접합이 일어나는 공정조건 안에서 최적 의 형상을 만들기 위해서는 파워를 낮추고 스캔속도를 올리며 의 두께를 얇게 만들어야 한다. 이는 솔더 범프가 에너지 집중에 대한 민감도가 높기 때문에 적은 에너지를 지속적으로 받아야 좋은 접합이 일어날 수 있 을 것이라고 사료된다. S/N비를 바탕으로 최적의 형상을 이룰 수 있는 각각의 조건을 Table 5에 나타내었다. 실험계획법을 통하여 얻어진 최적접합조건들에 따라 실험을 하여 결과값들을 각각의 실험에 비교하였다. Fig. 9는 실험값들과 이론적 최적값들의 차를 나타낸 그래프이다. 그림에서와 같이 대체적으로 최적조건의 결과값들이 각각의 실험결과값들에 비해 이론적 최적값 에 가까운 결과를 보여주었고, 따라서 솔더범프의 형상 이 최적형상에 근접한 형태를 보여주는 것을 확인할 수 있었다. Table 5 Optimum bonding conditions 접합부의 폭은 Fig. 8 (b)에서와 같이 레이저 파워 와 스캔속도에 영향을 가장 많이 받은 것을 알 수 있었 고, 스폿지름의 경우 결과 값에 많은 영향을 주지 않음 을 알 수 있었다. 또한 Fig. 8 (c)에서와 같이 스캔속 도와 스폿지름이 솔더범프의 지름에 가장 많은 영향을 주고 있지만 레이저 파워와 의 두께 역시 영향을 많이 미치는 것을 알 수 있었다. 결과적으로 솔더범프의 형상은 레이저 파워, 스캔속 Height between chip and substrate Width of contact region Diameter of solder bumps Scan Spot size 16 1 1 3 16 1 3 16 9 1 7 248 Journal of KWJS, Vol. 26, No. 3, June, 8
다구찌법을 이용한 IR 레이저 Flip-chip 접합공정 최적화 연구 35 Bump height 7 3 1 Optimal condition 1 2 3 4 5 6 7 8 9 Table 6 Optimum bonding condition for shear force Scan Spot size shear force 16 9 15 3 Width of contact region Bump diameter Experiment No. (a) bump height 1 Optimal condition 1 1 8 1 2 3 4 5 6 7 8 9 Experiment No. (b) width of contact region 45 Optimal condition 35 3 25 15 1 5 1 2 3 4 5 6 7 8 9 Experiment No. (c) bump diameter Fig. 9 Comparison of optimal conditions 3.2 접합력 분석 접합공정의 파라미터가 접합강도에 어떤 영향을 미치 는지 알아보기 위하여 전단시험을 하였다. 전단시험의 경우 값이 클수록 좋기 때문에 망대특성을 통하여 분석 하였다. 각각의 조건에 대한 전단력과 S/N비를 Table 4에 나타내었고, 각각의 인자에 대한 S/N비 분석결과 를 Fig. 1에 나타내었다. 전단력의 경우 의 영향 이 가장 크지만 레이저 파워와 스캔속도 역시 많은 영 향을 미친다는 것을 알 수 있었다. 또한 스폿지름의 경우 전단력에서도 별다른 영향을 미치지 않는 것으로 보인 다. 전단력에 관한 최적 조건을 Table 6에 나타내었다. 4. 결 론 본 연구에서는 파장이 164nm인 DPSS(Diode Pumped Solid State) Nd:YAG 레이저를 이용해 플 립칩을 접합하는 시스템을 구성하여 각각의 접합인자들 26 22 18 14 1 Scan Spot size thicknes 16 18 8 9 1 1 15 3 5 7 Fig. 1 Analysis of S/N ratio for shear force 에 대한 영향도를 분석하고 최적 접합조건을 선정하기 위하여 실험한 결과 다음과 같은 결론을 얻을 수 있었다. 솔더범프의 형상(솔더범프의 높이, 솔더범프의 지름) 은 스캔속도에 영향을 가장 많이 받았으며, 특히 스캔 속도가 빠를 때와 레이저 파워가 낮을때 좋은 접합특성 을 보여주었다. 접합부 폭의 경우 레이저 파워의 영향 을 가장 많이 받았고, 특히 레이저 파워가 낮을 때와 스캔속도가 빠를 때, 그리고 층이 얇을 때 좋은 접합특성을 보여주었다. 전단강도는 스폿지름을 제외한 모든 인자들의 영향을 많이 받았고, 특히 파워가 낮을 때와 층이 얇을 때 좋은 접합특성을 보여주었다. 결과적으로 레이저파워가 낮고 스캔속도가 빠르며 두께가 얇을 때 좋은 솔더볼 형상(기계적 특성)과 전단 강도(접합강도)를 얻을 수 있었다. 이것은 레이저를 이 용한 마이크로 영역의 접합 시 에너지가 집중되는 양에 대한 민감도가 높기 때문이라고 사료된다. 후 기 본 연구는 서울산업대학교의 서울시 기술기반 구축 사업인 3D Microsystem packaging을 위한 접합공 정 및 장비개발 의 지원을 받았음. 참 고 문 헌 1. J. W. Kim, D. G. Kim, S. S. Ha, W. C. Moon, C. S. Yoo, J. H. Moon and S. B. Jung: Evaluation of Thermo-mechanical Reliability of Flip Chip Solder Joints(I):I Pb-bearing Solder, The Korean Institute of Metals and Materials, 44-8 (6), 581~586 2. R. R. Tummala: Fundamentals of Microsystems Packaging, McGraw Hill, 1, 281~284 大 韓 熔 接 接 合 學 會 誌 第 26 卷 第 3 號, 8 年 6 月 249
36 송춘삼 지현식 김주한 김종형 안효석 3. R. K. Ulrich, and W. D. Brown: Advanced Electronic Packaging, Wiley-Interscience, 6, 417~418 4. H. Schafer, P. Yuan and Z. P. Wang: Investigation of Ultrasonic Filp Chip Bonding on Flex Substartes, Electronic Packaging Technology Proceeding, (3), 117~1 5. S. Theppakuttai, D. B. Shao and S. C. Chen: Localized Laser Transmission Bonding for Microsystem Fabrication and Packaging, Journal of Manufacturing Process, 6-1 (4), 1~8 6. M. Y. Li, C. Q. Wang, H. S. Bang and Y. P. Kim: Development of a Flux-less Soldering Method by Ultrasonic Modulated Laser, Journal of Materials Processing Technology, 168-2 (5), 33~37 7. S. W. Kim, S. H. Kim and B. H. Youn: Bonding Properties of BGA Solder Ball with Laser Process, KWS, 45-Autumn (5) 8. T. Teutsch, E. Zakel and G. Azdasht: advanced packaging, PennWell, 6, 4~45 9. J. F. Ready, D. F. Farson and T. Feeley: Handbook of Laser Materials Processing, Laser Institute of America, 1, 138 1. Y. E. Shin, Y.W. Koh and J.M. Kim : Trend of electronic packaging and charateristics evaluation by shape of solder joints, Journal of KWS, -3 (2), 24~3 11. K. N. Chiang and C.A. Yuan : An overview of solder bump shape prediction algorithms with validations, IEEE transactions on advanced packaging, 24-2 (1), 158~162 12. JSA : JIS Z 3198 Test methods for lead free solders, 3 13. J. W. Kim, D.G. Kim and S.B. Jung : Investigation of the test parameters and bump structures in the shear test of flip chip solder bump, Thin solid films, 54-1-2 (6), 5~9 25 Journal of KWJS, Vol. 26, No. 3, June, 8
