<BCB3B0E8B1E2B9DD20C7B0C1FAB0EDB5B5C8AD B5B5C0D420B4EBBAF1B8A620C0A7C7D120C7B0C1FABDC9BBE720BEC8B3BBBCAD2DBCF6C1A4342E687770>
|
|
|
- 현주 누
- 6 years ago
- Views:
Transcription



1 가이드라인등록번호 CO (QbD) 품질심사안내서
2 QbD 의약품품질심사자료작성및심사를위한안내서는의약품품질심사선진화및글로벌경쟁력확보를위하여마련되었습니다. QbD 개념에기반하여제조된의약품의품질자료작성과심사시고려하는주요사항및그실례를제시함으로써, 제약업체종사자들과심사자들의이해를돕도록하였습니다. 동안내서는 QbD 시스템도입추진기반마련을위하여작성된자료로서국내에서는 QbD 자료제출이의무화되어있지않으므로법적효력이있는사항이아니며, QbD에기반한의약품품질심사에대한이해도를높이고민원인의자료준비시편의성을기하기위하여작성된것임을알려드립니다. 본안내서에대한의견이나문의사항이있을경우식품의약품안전평가원의약품심사부의약품규격과로문의하시기바랍니다. 전화번호 : 팩스번호 :
 11 라. 모델의이용 12 마. 디자인스페이스 (Design Space) 16 바. 실험설계 (Design of Experiment; DoE) 23 사. 품질관리전략 (Control Strategy) 31 아. 전주기관리 (Lifecycle Management) 32 III. QbD 기반품질자료작성 33 1.")
3 목 차 Ⅰ. 개요 1 Ⅱ. QbD 일반사항 5 1. QbD 기본개념 7 가. 의약품개발방식 7 2. 제품개발시적용하는 QbD 요소 10 가. 제품의품질목표사항 (Quality Target Product Profile; QTPP) 10 나. 주요품질특성 (Critical Quality Attributes; CQA) 10 다. 위해평가 (Risk Assessment; RA) 11 라. 모델의이용 12 마. 디자인스페이스 (Design Space) 16 바. 실험설계 (Design of Experiment; DoE) 23 사. 품질관리전략 (Control Strategy) 31 아. 전주기관리 (Lifecycle Management) 32 III. QbD 기반품질자료작성 QbD 점검표 자료작성시고려사항 39 가. 의약품개발경위일반사항 39 나. 제품의품질목표사항 (Quality Target Product Profile; QTPP) 40 다. 주요품질특성 (Critical Quality Attributes; CQA) 42
4 라. 공정변수및공정관리 (Process Parameter and Process Management) 44 마. 위해평가 (Risk Assessment; RA) 49 바. 품질관리전략 (Control Strategy) 59 사. 디자인스페이스 (Design Space) 61 아. 실시간출하시험 (Real Time Release Test; RTRT) 66 IV. QbD 적용자료예시 제네릭속방성정제의 QbD 사례요약 (FDA) 제네릭방출제어정제의 QbD 사례요약 (FDA) 사쿠라정주요공정의디자인스페이스및품질관리전략수립요약 (NIHS) Examplain정 P2( 완제의약품개발경위 ) 요약 (EFPIA) 178 V. 참고사항 용어정의 Quality Data Preparation based on QbD 참고자료 261
5 Ⅰ. 개요 - 1 -
6 Ⅰ 개요 설계기반품질고도화 (Quality by Design) 란의약품의품질목표를미리설정하여제품및공정에대한이해와공정관리를통해과학및품질위해관리에근거한체계적인의약품개발방법을말한다 (ICH Q8). 과거부터수행되고있는의약품품질관리는시험에의한품질평가 (quality by test) 로서고정된제조공정으로제품을생산하고공정중시험및최종제품을시험하여의약품품질을보증하였다. 그러나의약품제조및품질확보의패러다임변화와함께 ICH 가이드라인 Q8, Q9, Q10 에따라과학과품질위해관리에근거하여체계적설계및전주기적관리를통한품질확보 (quality by design) 가지향되고있다. QbD와관련한정의및가이드라인은 ICH Q8, Q9 및 Q10에제시되어있으며, ICH에서는해당가이드라인의시행및이해를돕기위하여 ICH Q8, Q9, Q10 Q&A 및교육자료등을제시하였다. 또한, ICH 지역의규제기관및관련단체등을통한교육및사례연구보고등과함께점차 QbD에근거한의약품개발이확산, 활성화되고있다. 의약품심사부는우리나라의 QbD 도입을추진함에있어제약업계에서 QbD 기반으로의약품개발및자료작성에도움이되도록본안내서를마련하였다. 산 학 관협력을통한정보공유및지식습득을기반으로하고, 이미 QbD를도입한 ICH 국가에서의적용사례와주요논의사항등을통해 QbD에대한개념소개및자료작성시고려사항, 자료작성양식등을마련하여실제자료작성에도움이되도록하였으며, ICH 국가의 QbD 품목개발및자료작성예시를요약, 첨부함으로써이해를돕고자하였다. 본안내서를통하여 QbD에대한이해를돕고자료작성에실질적으로활용되며국제시장진출에도움이되기를기대한다
7 Ⅱ. QbD 일반사항 - 5 -
8 Ⅱ QbD 일반사항 1. QbD 기본개념 가. 의약품개발방식 모든의약품은환자의필요를충족하고목표로하는제품성능을발현할수있도록설계되어야한다. 의약품개발전략은회사및제품에따라다르고, 의약품개발접근방식과개발범위또한다양할수있다. 의약품허가신청시, 신청인은의약품개발에관한개요를제출하여야한다. 의약품개발시경험적방식또는체계적인접근방식 (QbD 방식 ) 을따를수있고, 두가지를조합한방식으로도의약품을개발할수있다. 경험에의한일반적인개발방식과 QbD에의한개발방식을아래와같이비교하여나타내었다. QbD에의한의약품개발은선행지식, 설계에의한시험연구결과, 품질위해관리및의약품전주기에걸친지식관리를이용한다 (ICH Q10 참조 ). 이러한개발방식은원하는품질을확보하고규제당국에서회사의관리전략을이해하는데도움이되며, 의약품전주기에걸쳐확보한지식을통해제품과공정이해도를높일수있다. 제품과제조공정에대한이해도가높아지면규제를좀더유연하게할수있으며, 규제유연성정도는제시하는과학적지식수준에따른다. 과학및위해기반으로자료를제출하고평가하는데있어기본이되는것은수집한자료의분량이아니라개발과정에서확보하여제출한지식이며, 이러한지식이타당한과학적원칙에근거함을입증하는적절한자료가허가신청시함께제출되어야한다. < 의약품개발시기존접근방식과 QbD 접근방식비교 > 구분기존접근방식 QbD 접근방식 의약품개발 전반 주로경험적 한개의변수에대해연구개발수행 의약품주요품질특성에대해체계적으로이해함 ( 물질특성및공정변수를연계하고, 생산설비와관련하여이해함 ). 제품과공정이해를위한단변량및다변량시험수행 디자인스페이스확립 PAT 도구활용 - 7 -
9 제조공정 고정됨 최초실생산배치에대해밸리데이션실시 최적화및재현성에중점을둠 디자인스페이스내에서조정가능 밸리데이션에대해전주기적인접근방식을활용하며지속적인공정확립을지향함. 품질관리전략과공정완건성에중점을둠 통계적인공정관리방법사용 공정관리 주로적 / 부결정을위한공정검사 오프라인분석 적절한피드포워드및피드백관리와함께공정분석기술 (PAT) 도구활용 허가이후지속적인공정개선을위한공정추적및경향분석 제품규격 주된품질관리수단 허가시점의배치데이터에기반함. 전체적인품질관리전략의일부 목표제품성능과관련한데이터를기준으로함. 관리전략 주로중간체관리 ( 공정중생성되는물질 ) 및최종제품시험으로의약품품질관리 제품과공정에대한충분한이해를위한위해기반관리전략으로의약품품질확립 전주기관리 반응적조치 ( 문제해결및시정조치 ) 예방적조치 지속적개선촉진 의약품개발시다음요소를고려한다. - 제품의품질목표사항 (QTPP, Quality Target Product Profile) 투여경로, 제형, 생체이용률, 함량, 안정성을고려하여제품의품질, 안전성 유효성과관련한제품의품질목표사항 (QTPP) 을정한다. - 주요품질특성 (CQAs, Critical Quality Attributes) 제품의주요품질특성을확인하고, 제품품질에영향을미치는제품의성질을연구하고관리한다. - 원료의약품, 첨가제등의주요품질특성 원료의약품및첨가제등의주요품질특성을정하고, 목표하는품질로제품을제조하기위하여첨가제의종류와양을선택한다. - 적절한제조공정 - 품질관리전략 (control strategy) - 8 -
10 QbD 에따라의약품을개발할경우추가적으로다음요소를포함할수있다. - 제제처방 (formulation) 및제조공정의체계적평가및이해, 구체화. 선행지식, 실험, 위해평가등을통해제품의주요품질특성에영향을줄수있는원료특성및공정변수확인. 물질특성및공정이해와제품의주요품질특성을연계하는기능적관계결정 - 제품및공정이해를품질위해관리와연계하여적절한관리전략확립 디자인스페이스, 실시간출하시험등의제안 결과적으로 QbD 에의한의약품개발방식은제품의전주기에걸쳐지속적으로개선및혁신을 촉진할수있다 (ICH Q10). QbD 에의한제품개발의예시로서그진행단계는다음과같이나타낼수있다. 제품의품질목표사항 (QTPP) 확립 Quality Target Product Profile 잠재적인주요품질특성 (CQA) 선정 Determine 'Potential' critical quality attribute (CQAs) 원료약품의물질특성과공정변수를주요품질특성과연계하여위해평가 (risk assessment) 수행 Link raw material attributes and process parameters to CQAs and perform risk assessment 디자인스페이스개발 ( 필수는아님 ) Develop a design space (optional and not mandatorily required) 품질관리전략수립및적용 Design and implement a control strategy 제품전주기관리, 지속적개선 Manage product lifecycle, including continual improvement - 9 -
11 2. 제품개발시적용하는 QbD 요소 가. 제품의품질목표사항 (Quality Target Product Profile; QTPP) 제품의품질목표사항 (QTPP) 은제품개발을위한설계의근간이되며다음사항을고려한다. - 임상적용도, 투여경로, 제형, 전달시스템 - 함량 - 용기 포장 - 활성성분의방출또는전달과약동학적특성에영향을미치는특성 - 제제의품질기준 ( 예 : 무균성, 순도, 안정성, 용출 ) 나. 주요품질특성 (Critical Quality Attributes; CQA) 주요품질특성 (CQA) 은원하는제품품질을보장하기위해적절한한도, 범위또는분포이내에있어야하는물리적, 화학적, 생물학적, 미생물학적특성을의미한다. 주요품질특성은일반적으로주성분, 첨가제, 제조중생성되는중간체 ( 반제품 ), 의약품과관련이있다. 내용고형제의주요품질특성은주로순도, 함량, 용출, 안정성에영향을주는특성들이다. 다른제형의주요품질특성에는제제학적인특성이추가될수있다. 예를들어흡입제의경우공기역학적특징, 주사제의경우무균성, 경피흡수제의경우점착력을들수있다. 주성분, 첨가제, 반제품의주요품질특성에는완제의약품주요품질특성에영향을주는특성 ( 예 : 입자도분포, 체밀도 ) 을추가할수있다. 제품의품질목표사항및선행지식을통해의약품주요품질특성을파악하고, 이를활용하여제품과공정개발의방향을정한다. 제제및제조공정을선택하고제품지식과공정이해도가높아짐에따라주요품질특성의종류를변경할수있다. 품질위해관리를적용하여주요품질특성중우선순위를정하고, 이후단계에서평가할수있다. 주요품질특성항목의변화가의약품품질에미치는영향을평가하는실험과품질위해관리를반복적으로실시하여관련주요품질특성을파악할수있다
12 다. 위해평가 (Risk Assessment; RA) 위해평가는물질특성 (Material Attributes) 과공정변수가제품의주요품질특성에영향을주는지여부를파악하는데도움이되며품질위해관리 (ICH Q9 참조 ) 에있어중요한과학적프로세스이다. 일반적으로의약품개발초기단계에서위해평가를실시하며, 새로운정보와지식이확보됨에따라이를반복한다. 위해평가도구를활용하여, 선행지식과초기실험데이터에근거해제품품질에영향을줄가능성이있는변수 ( 예 : 공정및설비, 투입하는원료약품 ) 를파악하고순위를정할수있다. 아래의예시를참조한다. 초기에는변수의범위가꽤넓을수있지만, 추가실험을통해 ( 예 : 실험설계 (DoE) 와역학모델의조합 ) 이를수정하고우선순위를정할수있다. 개별변수의유의미성과상호작용을파악하기위한실험을거치면서변수를조정할수있다. 유의미한변수가파악되면, 더높은수준의공정이해를위한연구를실시할수있다 ( 예 : 실험설계, 수학적모델, 또는역학적이해를위한연구의조합 ). 예시. 위해평가도구의예여러분야의전문가로팀을구성하고 Fishbone diagram을작성하여품질에영향을줄수있는모든잠재변수를파악한다. 이후선행지식과초기실험데이터에근거하여실패모드영향분석 (Failure Mode Effect Analysis; FMEA) 등의위해평가도구를활용하여발생가능성, 심각성, 감지가능성을바탕으로변수의순위를정한다. 다음에실험계획법또는기타실험적접근방식으로우선순위변수의파급효과를평가하고공정이해도를높이며적절한관리전략을개발한다. Fishbone diagram (Ishikawa Diagram)
13 라. 모델의이용 시스템을수학적개념을바탕으로간략하게표현하는것이모델이다. 모델은과학적이해도를향상시키고, 일정조건에서시스템의동태를예측할수있게한다. 수학적모델은모든개발및제조단계에서활용할수있다. 모델은물리학법칙이반영된기본과학원리 ( 예 : 물질균형, 에너지균형, 열전달관계 ) 나데이터, 또는이둘의조합에서유래할수있다. 다양한종류의모델이있으며, 시스템에관한기존지식과가용데이터, 연구의목적을감안해가장적절한모델을선정한다. 이부분에서는의약품개발과제조및제품전주기에걸쳐수학적모델을개발하고적용할때고려해야할몇가지사항을강조하여설명한다. 여기에서설명하지않은다른방법을활용할수도있다. 1) 모델의분류 (Categorisation of Models) 모델은여러가지방법으로분류할수있다. 여기에서제시된모델분류방법은의약품개발, 제조, 품질관리및규제업무를포함하여제품전주기에걸쳐모델을활용할수있도록하기위한것이다. 규제기관에허가신청서를제출할때고려해야할중요한요소는제품품질보증에있어서모델이얼마나기여하는가이다. 특정모델을사용할때의관리수준은그와관련된위험수준에비례해야한다. 다음은모델분류의한가지예시이다. I. 낮은영향모델 (Low-Impact Models): 보통제품개발및공정개발에사용된다 ( 예 : 제제 조성최적화 ). II. 중간영향모델 (Medium-Impact Models): 제품품질보증에유용할수있으나, 제품품질 의유일한지표는아니다 ( 예 : 디자인스페이스모델, 공정중관리 ). III. 높은영향모델 (High-Impact Models): 모델을이용해제품품질을유의미하게예측할수 있는경우해당모델은 높은영향모델 이라할수있다 ( 예 : 제품정량을위한화학계량 모델, 용출시험대체모델 ). 모델을적용하기위해해당모델이목표한결과물을가지고모델을분류할수있다. 각분류 안에서는모델이제품품질보증에미치는영향에따라각각의모델을더세분화할수있다. 용도에따라분류한예는다음과같다
14 공정디자인을뒷받침하는모델 (Models for supporting process design): 제제조성최적화모델, 공정최적화모델 ( 예 : 반응역학모델 ), 디자인스페이스결정모델, 제조규모확대모델등이있다. 이분류에속하는모델은영향수준이다양할수있다. 예를들어디자인스페이스결정모델은일반적으로 중간영향모델 로, 제제조성최적화모델은 낮은영향모델 로간주된다. 분석절차를뒷받침하는모델 (Models for supporting analytical procedures): 일반적으로다양한공정분석기술 (PAT) 로확보한데이터를바탕으로하는경험적 ( 화학계량학적 ) 모델이이분류에속한다 ( 예 : NIR 기반방법과관련된교정모델 ). 분석절차를뒷받침하는모델은어떤분석방법을사용하느냐에따라미치는영향이다양하다. 예를들어출하시험을위한방법이라면, 높은영향모델 로분류할수있다. 공정모니터및관리를위한모델 (Models for process monitoring and control): 다음과 같은모델이있다. 단변량통계적공정관리또는다변량통계적공정관리기반모델 (Univariate Statistical Process Control(SPC) or Multivariate Statistical Process Control(MSPC) based models): 이모델은특별요인변동을감지하는데활용된다. 목표조건으로제조한배치를이용해모델을도출하고한도를정한다. 기존의출하시험방법과함께다변량통계적공정관리기반모델을이용해계속적공정검증을실시한다면, 다변량통계적공정관리기반모델은 중간영향모델 로분류할수있다. 하지만실시간출하시험 (RTRT) 방법으로기존출하시험방법을대체하는것으로다변량통계적공정관리기반모델을활용한다면, 이모델은 높은영향모델 로분류할수있다. 공정관리를위한모델 (Models used for process control) ( 예, feed forward or feedback): 데이터기반모델은적절히설계된실험을실시하여개발한다. 이러한모델은일반적으로 중간영향모델 또는 높은영향모델 에해당한다. 예를들어원료약품특성에따라타정공정변수를조정하는피드포워드모델은 중간영향모델 로분류할수있다. 2) 모델의개발및적용 (Developing and Implementing Models) 모델개발을위해다음단계를순차적으로진행할수있지만, 때로앞서했던단계를반복하 여반복성을확보할수있다. 모델개발및적용단계는다음과같다
15 1 모델의목적을규정한다. 2 모델개발시에활용할모델링방법 ( 예 : 기계적또는경험적 ) 과실험방법및검체채취방법을정한다. 3 모델의변수를선택한다. 이화학적현상, 공정지식및선행경험을바탕으로위해평가 (risk assessment) 를실시하여선택한다. 4 다음사항과관련하여모델가정의한계를이해한다. a. 실험의적절하고정확한설계 b. 모델결과의해석 c. 적절한위험감소전략의수립 5 모델개발에필요한실험데이터를수집한다. 모델의특성에따라실험실규모, 파일럿규모, 상업적규모에서데이터를수집할수있다. 모델개발시평가한변수의범위는실제작업조건을대표하도록하는것이중요하다. 6 공정에대한과학적지식과수집한실험데이터를바탕으로, 모델공식을개발하고변수를추정한다. 7 적절한방법으로모델을검증한다. 8 상황에따라서는모델예측의불확실성이제품품질에미치는영향을평가하고, 필요한경우관련된잔여위험을감소시키는방법을규정하고, 적절한관리전략을포함시킨다 ( 높은영향및중간영향모델에적용할수있다.). 9 모델의가정을포함하여모델개발성과를문서화하고, 제품전주기에서모델의평가와업데이트를위한계획을수립한다. 문서화수준은모델의영향수준을감안해정할수있다. 3) 모델밸리데이션및의약품전주기에걸친모델검증 (Model Validation and Model Verification During the Lifecycle) 모델개발및구축과정에서모델밸리데이션을검토하여야한다. 모델을개발하고구축한다음에는제품의전주기에걸쳐검증을실시한다. 높은영향모델인경우모델밸리데이션과모델검증시다음요소를고려하는것이좋다. 과학적원리를바탕으로한모델인경우, 선행지식을활용하여모델밸리데이션과모델검증을할수있다. 중간영향또는낮은영향모델인경우에는각각의상황에맞춰아래요소의적용여부를검토한다. 허용기준의설정 : 모델의목적을정하고모델의기대성능과관련된허용기준을설정한다. 허용기준설정시에는샘플링절차의변동성 ( 예 : 블렌딩인경우 ) 도고려할수있다. 기존출하 시험방법을대체하기위해모델을사용하는경우에는모델의정확성도고려할필요가있다
16 예를들어용출시험의대체방법으로다변량모델 ( 예 : 부분최소자승법 (Partial Least Squares (PLS) 모델 ) 을활용할수있다. 이경우부분최소자승법모델은공정변수와물질특성을바탕으로개발되며, 이모델을활용해용출률을예측한다. 이때모델의성능을밸리데이션및검증하는한가지방법은, 기준이되는시험방법 ( 예 : 기존의용출시험 ) 과부분최소자승법모델예측결과의정확성을비교하는것이다. 정확성의비교 : 예측의정확성과교정의정확성을비교한다. 교정데이터세트와동일한데이터를활용해내부교차밸리데이션기법으로할수있다. 모델의밸리데이션 : 외부데이터세트 ( 모델구축시사용하지않은배치 / 실험에서확보한데이터세트 ) 를이용한밸리데이션. 예측정확성확인 : 모델구축초기단계에기준이되는시험방법과병행해시험하여모델의예측정확성을확인하고전주기에걸쳐적절히반복한다. 실생산크기의디자인스페이스에사용되는모델이거나품질관리전략의일부인경우, 실생산크기에서모델을확인하는것이중요하다 ( 예 : NIR 방법과관련된교정모델을실생산크기에서개발하고이방법을실생산크기에적용하여사용하는경우 ). 또한교정, 내부밸리데이션, 외부밸리데이션을위한데이터세트는이후생산에서예상되는변동수준을감안한것이어야한다 ( 예 : NIR 예측에영향을줄수있는원료공급처변경 ). 낮은영향모델은일반적으로모델검증이필요하지않다. 모델검증방법을의약품품질관리시스템 (PQS) 에따라문서화할수있으며, 이때기준방법과모델의예측결과비교주기 ( 위해기반방식으로주기설정 ), 모델업데이트시기 ( 예 : 원료나설비의변경에따른업데이트 ), 모델이예측한기준일탈 (Out of Specification(OOS)) 결과의처리절차, 주기적평가, 모델재교정방법등을포함시킨다. 4) 모델관련정보의문서화 (Documentation of Model-related Information) 규제기관제출문서에모델과관련해기술하는정보의구체성수준은제품품질보증에있어 서모델구축이미치는영향에따라달라진다. 모델종류별로다음사항을포함해검토한다. I. 낮은영향모델 (Low-Impact Models): 공정개발시에의사결정과정에서모델을어떻게활용했는지설명. II. 중간영향모델 (Medium-Impact Models): 모델가정, 모델투입 / 산출정보 ( 도표또는그래프형식으로요약 ), 관련모델공식 ( 예 : 기계주의적모델인경우 ) ( 신청문서에기술하거나참고문헌정보표기 ), 적절한경우에통계적분석, 모델예측결과와측정데이터의비교, 관리전략을구성하는다른요소가모델의불확실성완화에어떻게기여하는지설명
17 III. 높은영향모델 (High-Impact Models): 다음의데이터및 / 또는선행지식 ( 예 : 과학적기본원리를바탕으로확립된모델인경우 ) - 모델가정, 샘플규모의적절성, 샘플의수와분포, 데이터전처리, 변수선정의타당성, 모델투입 / 산출정보, 모델공식, 적합성과예측능력을보여주는데이터의통계분석정보, 모델허용기준설정근거, 모델밸리데이션 ( 내부 / 외부 ), 제품전주기에걸친모델검증을위한방법. 마. 디자인스페이스 (Design Space) 1) 디자인스페이스의개발 (Development of Design Space) 제품전주기에걸쳐관련지식이축적되면디자인스페이스를업데이트할수있다. 위해관리과정의일부인위해평가 (Risk assessment; RA) 는개발연구의방향을잡고디자인스페이스를정의하는데도움이된다. 디자인스페이스내에서공정을가동하는것은품질관리전략의한부분이다. 품질관리전략과관련된디자인스페이스는, 제조공정을통해제품의품질목표사항 (QTPP) 과주요품질특성 (CQA) 에맞는제품을생산할수있도록보장한다. 일반적으로작은규모에서디자인스페이스를개발하므로, 디자인스페이스개발및구축이후잠재적위해요소를관리할수있는효과적인품질관리전략이필요하다. 단일공정의디자인스페이스를정할때전체제조공정을고려할필요가있다. 특히해당단위공정과상호작용할수있는이전공정과이후공정을고려한다. 주요품질특성 (CQA) 과의연계가능성도디자인스페이스개발시평가한다. 기존제품의디자인스페이스를정할때는이전생산관련자료를바탕으로다변량모델을활용하여도출하고평가할수있다. 과거자료의편차수준은디자인스페이스도출과신뢰성에영향을주며, 편차수준에따라추가실험이필요할수도있다. 디자인스페이스의정형화된형태는정의하기어렵지만, 과학적기본원리및 / 또는경험적모델을바탕으로디자인스페이스를정할수있다. 승인된디자인스페이스의경계부분을포함하여, 디자인스페이스의적절한신뢰수준을확보하기위해서는실험설계 (Design of Experiment; DoE) 를적용하여분석및평가할수있다. 하지만디자인스페이스의경계부근에서공정을진행한다면, 정상공정편차 ( 일반요인변동 ) 때문에디자인스페이스를벗어날위험성이커질수있다. 디자인스페이스안에서선택한공정포인트의잠재적위해요소를관리하기위한품질관리전략의수립이필요하다. 변경을추진할때는 ( 예 : 공정, 설비, 원료공급업체등 ) 변경이후디자인스페이스와관련제조공정단계의지속적인적용가능성을확인하기위한추가실험이나연구에관한정보를위해검토를통해확보할수있다
18 개발관련지식과그에대한이해는디자인스페이스의구축과지속적개선에도움이된다. 디자인스페이스는다양한방법 ( 예 : 공정범위, 수학적표현, 공정중변수를조정하기위한피드백관리 ) 으로정의할수있다 (ICH Q8(R2) 의그림 1d 참조 ). 이때선택한디자인스페이스설정방법은투입원료약품과제조공정이디자인스페이스이내로유지되도록하기위한품질관리전략에반영해야할것이다. 디자인스페이스에서는주요품질특성 (CQA) 과공정투입요소 ( 물질특성과공정변수 ) 사이 의관계를기술할수있다. 아래의예시와같이변수간의상호작용을파악한다. 예시. 공정변수간상호작용파악아래도표는 3 개공정변수간상호작용여부가분해산물 (Y) 의수준에미치는영향을보여주는것으로, 과립건조공정에서 3 개공정변수 ( 초기함습도, 온도, 평균입자도 ) 의상호작용이분해산물 (Y) 에미치는영향을그래프로나타낸것이다. 직선또는곡선의기울기는상호작용여부를나타낸다. 아래예시에서는초기함습도와온도사이에는상호작용이있지만, 초기함습도와평균입자도사이에는상호작용이없다. 온도와평균입자도사이에도상호작용이없다


19 i) 변수의선정 (Selection of Variables) 위해평가와공정개발실험은공정변수와물질특성이주요품질특성 (CQA) 에미치는영향과그관계에대한이해뿐만아니라, 일관된품질을달성하기위한변수와그범위를파악하는데도움이된다. 이러한공정변수와물질특성을선정하여디자인스페이스에포함시킬수있다. 디자인스페이스와관련하여검토한공정변수와물질특성및이중디자인스페이스에포함시킨공정변수와물질특성, 그리고이들이제품품질에미치는영향을신청서류에기술해야한다. 이를디자인스페이스에포함시킨근거도제시한다. 일부변수를제외시킨사유와그근거를제시할필요가있을수도있다. 연구활동을통해확보한지식을제출서류에기술한다. 개발단계에서변동성을보이지않은공정변수와물질특성을강조하여설명한다. ii) 디자인스페이스의기술 (Describing a Design Space in a Submission) 디자인스페이스는보다복잡한수학적관계나물질특성과공정변수의범위로설명할수있다. 시간경과에따른변화 ( 예 : 동결건조사이클의온도및압력사이클 ) 나다변량모델의구성요소같은변수들의조합으로디자인스페이스를설명하는것이가능하다. 또한디자인스페이스가여러가동범위에걸쳐있다면, 범위와관련된인자를포함시킬수도있다. 과거의데이터를분석하여디자인스페이스설정근거를마련하기도한다. 디자인스페이스를어떻게정하더라도그영역안에서작업할때정해진품질특성을가진제품이생산된다고예상할수있어야한다. 디자인스페이스를정하는여러방법의예시가아래에제시되어있다. 예시 1. 용출률그래프를표면도 ( 그림 1a) 와등고선도 ( 그림 1b) 로나타냈다. 변수 1과 2는정제의용출률에영향을주는과립공정의변수이다 ( 예 : 첨가제특성, 수분함량, 과립크기 ). 그림 1a. 과립공정변수와용출율의 반응표면도. 용출기준 80% 이상 그림 1b. 그림 1a 의등고선도

20 그림 1c. 용출기준 (> 80 %) 에적합한 과립공정변수의디자인스페이스 그림 1d. 용출기준 (> 80 %) 에적합한 과립공정변수의디자인스페이스 ( 경계를직선으로표시 ) 그림 1c 에서는디자인스페이스를곡선으로나타냈다. 용출기준 (80 % 이상 ) 에적합한한도수준 에서반응표면공식으로나타냈다. 1 개변수의허용범위는다른변수의값에따라달라진다.. 변수 1 이 46 이면, 변수 2 는 범위를갖는다.. 변수 2 가 0.8 이면변수 1 은 범위를갖는다. 그림 1c 는원하는용출률을달성하기위한최대공정범위를보여준다. 그림 1d 는디자인스 페이스경계를직선으로나타내어보다적은범위로나타냈다.. 변수 1 의범위는 이다.. 변수 2 의범위는 이다. 그림 1d의변수범위가더좁지만, 경계를직선으로나타냈기때문에제조업체가이방식을좀더선호할수있다. 이예시에서는 2 개변수만을다루었지만, 여러변수가관련된경우, 위의예와유사한방식으로 3 번째변수, 4 번째변수등의범위안에서서로다른값으로 ( 예 : 고, 중, 저 ) 두변수에대한디자인스페이스를나타낼수있다. 또는변수사이의관계를설명하는식을사용하여디자인스페이스를수학적으로나타낼수도있다
 과과립공정에서의 2 개공정변수와의관계가그림 2a와")


21 예시 2. 여러주요품질특성을만족시키는공통범위의영역으로설정한디자인스페이스. 2 개주요품질특성 ( 정제마손도, 용출 ) 과과립공정에서의 2 개공정변수와의관계가그림 2a와 2b에나타나있다. 변수 1과 2는정제의용출률에영향을주는과립공정의변수이다 ( 예 : 첨가제특성, 수분함량, 과립크기 ). 그림 2c는디자인스페이스의최대범위와이들지역의중첩부분을보여준다. 이부분의전체또는일부영역을디자인스페이스로정할수있다. 그림 2a. 변수 1 과 2 의함수로써 용출의등고선도 그림 2b. 정제마손도의등고선도 그림 2c. 마손도와용출률의중첩영역으로 표현한디자인스페이스
22 예시 3. 시간경과에따른온도및압력에관련된건조공정의디자인스페이스. 건조물의함습도기준은 1-2 % 이다. 디자인스페이스의상한위영역에서는불순물이과도하게형성될수있으며, 디자인스페이스의하한아래영역에서는입자마모가과도하게나타날수있다. 2) 단위공정디자인스페이스 (Unit Operation Design Space(s)) 하나이상의단위공정에대하여독립적인디자인스페이스를정하거나여러공정을포괄하여하나의디자인스페이스를정할수있다. 단위공정별로디자인스페이스를정하는것이더간단하지만전체공정을포괄하는디자인스페이스는보다유연한공정을가능하게할수있다. 예를들어동결건조이전의용액상태에서분해가발생하는의약품인경우, 분해정도를관리하기위한디자인스페이스 ( 예 : 농도, 시간, 온도 ) 를단위공정별로정하거나모든단위공정에걸친합으로나타낼수있다. 3) 디자인스페이스와제조규모및설비의관계 (Relationship of Design Space to Scale and Equipment) 디자인스페이스를기술할때는원하는공정수준및유연성에대한부분을고려해야한다. 어떤제조규모에서도디자인스페이스를개발할수있다. 소규모나파일럿제조규모에서개발한디자인
23 스페이스와해당제조공정과의연관성에대하여타당성을제시하고, 제조규모확대시잠재위해성을설명해야한다. 신청사가여러공정규모에적용할수있는디자인스페이스를원한다면, 제조규모와무관한변수들로디자인스페이스를표현해야한다. 예를들어혼합공정에서전단력에민감한제품이라면, 교반율보다는전단율을디자인스페이스에포함시킬수있다. 또한제조규모변경을위한무차원수및모델을디자인스페이스의일부로포함시켜설명할수있다. 4) 디자인스페이스와검증된허용범위 (Design Space Versus Proven Acceptable Ranges) 검증된허용범위 (PAR) 의조합은디자인스페이스가되지않는다. 하지만단변량실험에근거 한검증된허용범위는유용한공정관련지식을제공할수있다. 5) 디자인스페이스와실패경계 (Design Space and Edge of Failure) 공정변수또는물질특성의실패경계를결정하여관련품질특성요소가기준에맞지않게 되는범위를파악하는것도도움이될수있다. 하지만실패모드를증명하거나실패경계를결정 하는것이디자인스페이스를정하는데꼭필요한것은아니다. 6) 디자인스페이스검증과제조규모확대 (Verification and Scale-up of Design Space) 디자인스페이스전체를실생산크기에서다시확립할필요는없지만, 실생산에앞서디자인스페이스를검증해야한다. 디자인스페이스검증과공정밸리데이션을혼동해서는안된다. 하지만공정밸리데이션의일환으로디자인스페이스의제조규모의존적변수를검증하기위한실험을실시할수있다. 디자인스페이스검증시에는제조규모의존적변수의영향을받는주요공정변수에대한모니터또는실험을실시한다. 제조소, 제조규모및설비등을변경할때디자인스페이스추가검증이필요할수있다. 추가검증시에는변경사항이디자인스페이스에미칠영향에대한위해평가결과를바탕으로한다. 다양한제조규모에서디자인스페이스의적합성을평가하기위한실험을설계할때, 위해기반방식으로할수있다. 선행지식과과학적원리 ( 시뮬레이션모델과설비제조규모확대요소포함 ) 를활용하여제조규모독립성변수를예측한다. 이후실험을통해이예측을확인한다
24 바. 실험설계 (Design of Experiment; DoE) 실험설계는최소의실험을통하여최대의정보를확보할수있는방법으로의약품개발과정에서설계된실험을통하여실험결과의신뢰성과재현성을확보하기위하여수행한다. 의약품개발단계에서실험설계는제품의품질목표사항 (QTPP), 주요품질특성 (CQA), 위해평가 (Risk assessment) 를바탕으로제형개발및생산공정을통합적으로고려하여계획을수립하여야한다. 실험설계에서고려되어야할부분은체계적절차, 실험설계방법, 실험결과분석으로구분될수있다. 1) 실험설계절차 의약품의개발단계에서디자인스페이스도출을위해서는체계적실험계획을수립하고실험설계 를하여실험을수행하여야한다. 실험설계절차는주요품질특성 (CQA) 과주요공정변수 (CPP) 를바탕으로다음과같은절차 ( 예시 ) 를포함한다. i) 1 단계 : 주요품질특성 (CQA) 의범위설정 주요품질특성 (CQA) 과제품의품질목표사항 (QTPP) 을바탕으로주요품질특성의최소요구조건및범위를설정한다. 디자인스페이스도출을위해서는주요품질특성 (CQA) 을다변량으로동시에고려할필요가있지만, 모든주요품질특성을동시에고려할필요는없다. 예를들면고형제제의경우, 용출, 함량, 입자크기, 유연물질, 제제균일성등이주요품질특성 (CQA) 으로선정하지만, 용출과함량을다변량으로고려하고, 나머지 CQA는개별적으로고려할수있다. ii) 2 단계 : 주요공정변수 (CPP) 의선정 주요품질특성 (CQA) 에영향을미치는제형및공정변수는원인결과도 (Cause & Effect Diagram) 를통하여도출할수있다. 도출된공정변수를바탕으로영향력이큰주요공정변수 (CPP) 를선별할수있다. 주요공정변수 (CPP) 의선별은정성적스크리닝방법과정량적스크리닝실험을통하여수행한다. 공정변수의도출은단위공정별로할수있지만, 주요공정변수 (CPP) 의선정은공정변수간의교호작용 ( 상호작용 ) 을고려하여다변량으로동시에고려하여야한다
 의범위설정은설계된실험의분석결과에따라피드백될수있다. iv) 4 단계 : 실험설계방법의선정 선별된주요품질특성 (CQA) 과주요공정변수 (CPP) 를바탕으로, 제형개발및공정설계의문제와실험횟수를고려하여적절한실험계획법을선택하여실험을설계한다.")
25 iii) 3 단계 : 주요공정변수 (CPP) 의범위 ( 수준 ) 설정 효과적인실험설계를위해서는선정된주요공정변수 (CPP) 의범위 ( 수준 ) 설정이매우중요하다. 주요공정변수 (CPP) 의범위를넓게설정할경우, 일반적으로정밀한결과값을얻기어렵고, 범위를좁게설정할경우결과값의분산에따라차이가있지만주요통계적결과값이유의하지못한경우가발생할수있다. 주요공정변수 (CPP) 의범위설정은설계된실험의분석결과에따라피드백될수있다. iv) 4 단계 : 실험설계방법의선정 선별된주요품질특성 (CQA) 과주요공정변수 (CPP) 를바탕으로, 제형개발및공정설계의문제와실험횟수를고려하여적절한실험계획법을선택하여실험을설계한다. 실험설계는아래그림에서제시하는바와같이단계별실험계획 ( 스크리닝단계, 특성화단계, 최적화단계 ) 을활용할수있다. 하지만제시된모든단계를수행할필요는없으며, 선택적으로수행할수있다. < 실험계획법의단계별적용방안 >
26 v) 5 단계 : 표준실험표의작성및실험의수행 실험설계방법을바탕으로아래의예시와같이표준실험표를작성하고, 표준실험표에따라 무작위로실험을수행한다. < 표준실험표예시 > 표준무작위실험순서실험순서 n n 2 입력변수 (CPP) 출력변수 (CQA) x 1... x i y 1... y j vi) 6 단계 : 실험결과의분석및피드백 표준실험표에따라실험결과를도출하고통계적분석을수행한다. 통계적분석에서는주요품질특성 (CQA) 에대한주요공정변수 (CPP) 의개별적영향력을파악하기위한통계적가설검정을수행하고, 예측모형 ( 예측함수 ) 을제시한다. 제시된예측모형의분산분석 (Analysis of Variance, ANOVA) 을수행하여모형의유의성을검정한다. vii) 7 단계 : 디자인스페이스도출 검정된예측모형을통하여주요품질특성 (CQA) 에대한주요공정변수 (CPP) 의등고선도를 작성하고, 마. 디자인스페이스 (Design Space) 에서제시한방법을적용하여디자인스페이스를 도출한다. 2) 실험설계방법 의약품개발및생산공정에대한실험설계방법은스크리닝실험설계 (Screening Design), 요인실험설계 (Factorial Design), 반응표면법 (Response Surface Methodology), 혼합물실험설계 (Mixture Design) 등으로구분된다. 주요품질특성 (CQA) 에영향을미치는공정변수의개수와그특성을바탕으로적절한실험설계방법을선택할수있다
27 i) 완전요인실험설계 (Full Factorial Design) 완전요인실험설계는입력인자 ( 변수 ) 의모든조합에대하여실험을수행하는방법이기때문에주효과및모든교호작용 ( 상호작용 ) 을고려할수있는장점이있다. 하지만실험횟수가입력인자 ( 변수 ) 의수에따라기하급수적으로증가하기때문에입력인자 ( 변수 ) 의수가많을경우실험횟수의제약이따른다. 예를들면입력인자 ( 변수 ) 의수가 10 개인경우, 2 수준의완전요인실험설계에서는 2 k = 1024 회의실험이필요하다. 예시 1. 완전요인실험설계 ( 중심점추가 ) 입력변수 : 온도, 에멀젼생성시간 출력변수 : 냉각시간 ( 분 ) - 반복 2 회 표준실험순서 무작위실험순서 입력변수 (CPP) 출력변수 (CQA) 온도 (ºC) 에멀젼생성시간 ( 분 ) 냉각시간 ( 분 ) ii) 스크리닝실험설계 (Screening Design) 스크리닝실험설계는주요품질특성 (CQA) 과위해평가 (RA) 를통해도출한다수의잠재인자 ( 변수 ) 로부터정량적으로주요공정변수 (CPP) 를선별할수있는실험설계방법이다. 1 부분요인실험설계 (Fractional Factorial Design, FFD) 부분요인실험은초기개발단계인주요공정변수 (CPP) 선별단계에서실험횟수를최소화하여설계되며, 주효과 (Main effect) 및소수의교호작용 (Interaction effect) 에대한정보를파악할수있다. 따라서고차의교호작용 ( 상호작용 ) 을교락시켜적은실험횟수로주요공정변수 (CPP) 선별에필요한통계적정보를파악할수있는실험설계방법이다
28 예시 2. 부분요인실험설계 ( ) 입력변수 : Elution ph, Conductivity, Cleavage, Load Mass, Wash ph 출력변수 : Recovery %, Purity % 표준실험순서 무작위실험순서 입력변수 (CPP) 출력변수 (CQA) Elution ph Conductivity Cleavage Load Mass Wash ph Recovery % Purity % 플라켓버만설계 (Plackett-Burman Design, PBD) 플라켓버만설계 (Plackett-Burman Design) 는주효과에 2 차의교호작용 ( 상호작용 ) 이교락되어있는 2 수준실험설계방법으로서, 다수의인자 ( 변수 ) 를대상으로주효과만을분석하여중요한인자 ( 변수 ) 를선별할수있는실험설계방법이다. 실험은최소 8 회에서최대 48 회까지 4 회씩증가된수로시행되며, 최대 47 개의인자 ( 변수 ) 까지고려할수있다. 3 다구치실험설계 (Taguchi Design) 주효과와기술적으로중요하게생각되는 2 차이상의교호작용을검출하기위해직교배열표를적용하는실험설계방법이다. 직교배열표는기술적으로중요하지않은 2 차이상의교호작용 ( 상호작용 ) 을희생시킴으로서실험횟수를줄일수있으나, 희생되는교호작용 ( 상호작용 ) 이실제로유의할수있기때문에과거의실험데이터나기술정보에의거하여직교배열표를작성해야한다. 4 혼합물스크리닝설계 (Mixture Screening Design) 다수의인자 ( 변수 ) 가혼합되어있는혼합물의경우, 혼합비율의정도에따른반응치의변화를분석하여혼합물의주효과만을스크리닝할수있는실험설계방법이다
29 iii) 반응표면법 (Response Surface Methodology, RSM) 반응표면법 (RSM) 은중심점을반복하여실험을수행함으로서다른설계방법과는다르게곡률 효과를고려할수있어정밀한통계적분석이가능하다. 대표적반응표면법으로중심합성법 (Central Composite Design, CCD) 과박스 - 벤킨법 (Box-Behnken Design, BB) 이활용된다. 1 중심합성법 (Central Composite Design, CCD) 중심합성법은 2 수준완전요인실험설계에축점 (Axial points), 중심점 (Center points) 이첨가된실험설계방법으로축점의특성때문에연속형입력인자 ( 변수 ) 의수준에한하여실험설계가가능하다. 2 수준요인실험에실험점이추가되어실험횟수가증가하기때문에스크리닝및특성화단계에서선별된중요인자 ( 변수 ) 를정밀한통계적분석을수행하기위해최적화단계에적용할수있다. 2 박스-벤킨법 (Box-Behnken Design, BB) 중심합성법은연속형의입력인자 ( 변수 ) 만고려되나박스-벤킨법은이산형의입력인자 ( 변수 ) 도고려할수있다. 박스-벤킨법은구형설계에해당되기때문에 3 개이상의입력인자 ( 변수 ) 에적용할수있는실험설계방법이다. 예시 3. 반응표면설계 (CCF) 스크리닝및특성화단계를통해도출한주성분입자도 (API), 스테아르산마그네슘비표면적 (MgSt), 활택공정시간 (LubT), 정제경도 (Hard) 로부터 20 분간주성분용출률 (%, Diss) 의최적해 를도출하기위해반응표면법의중심합성방법으로아래의표준실험표와같이실험을설계할 수있다. 표준실험순서 무작위실험순서 입력변수 (CPP) 출력변수 (CQA) API MfSt LubT Hard (%) Diss
30 iv) 혼합물실험설계 (Mixture Design) 혼합물실험의경우, 각요소의혼합비율이반응에유의한영향을미치며반응을최대 / 최소로 만드는최적혼합비율을도출하기위해적용할수있는실험설계방법이다. 혼합물실험은심 플렉스격자설계, 심플렉스중심설계, 꼭짓점설계등이있다. 1 심플렉스격자설계 (Simplex Lattice Design) 모든실험영역에있어격자를이용하여실험점을균등하게대칭배열하는실험설계방법으로서, 격자의수를증가시키면더정밀한분석이가능하지만실험횟수가증가하기때문에얻고자하는정보의양에따라격자의수를고려하여실험을설계한다. 2 심플렉스중심설계 (Simplex Centroid Design) 모든입력인자 ( 변수 ) 의동일한혼합비율인중심점을고려하는혼합물실험설계방법이다. 통계적분석에서정밀분석을수행할수있는장점이있지만, 입력인자 ( 변수 ) 의수가증가할경우실험횟수가기하급수적으로증가하기때문에실험횟수의제약이따른다. 3 꼭짓점설계 (Vertices Design) 혼합물설계에서혼합물의특정요소의혼합비율이선형의제약조건 ( 상한및하한값 ) 이적용되어야할경우에활용되는실험설계방법이다. 예시 4. 혼합물실험설계 ( 심플렉스중심설계 ) 스크리닝실험으로부터걸러진 Benzyl Alcohol, Polyoxyl 35, DGM로부터입자크기및점도에영향을미치는세부교호작용 ( 상호작용 ) 을파악하고, 최적해를도출하기위해혼합물실험의심플렉스중심설계방법으로아래그림과같이실험을설계한다
31 표준실험순서 무작위실험순서 입력변수 (CPP) 입자크기 출력변수 (CQA) Benzyl Alcohol Polyoxyl 35 DGM 입자크기 1 입자크기 2 입자크기 3 점도 1 점도 2 점도 점도 v) D-Optimal Design 요인실험, 반응표면실험, 혼합물실험에서설계되는실험영역내의특정실험조건이선형 제약조건으로인하여실험을수행할수없는경우, D-Optimal 의휴리스틱알고리즘을통해실험 조건을도출하여실험설계를수행하는방법이다. 3) 실험결과의분석 실험결과는통계적분석을통하여유의하게작용하는주효과및교호작용 ( 상호작용 ) 등에대한정보를추출할수있다. 일원배치법및 one-at-a-time과같은통계적분석방법은하나의요인을실험하여주효과를분석하는방법이기때문에여러요인의조합으로나타나는주효과및교호작용 ( 상호작용 ) 을고려할수없다. 따라서여러요인의조합으로나타나는객관적인정보를확보하기위해서는다변량분석방법을적용한다. 다변량분석의통계적기법들은그래프, 분산분석, 통계적검정과추정, 상관분석과회귀분석등이있다. 단계적실험설계방법 ( 스크리닝, 특성화, 최적화 ) 에따라실험분석의초점이다음과같이달라질수있다. 1 스크리닝단계의실험결과분석 스크리닝단계분석은출력변수 (CQA) 에영향을미치는주효과선별에대한기초정보를분석 한다. 모든교호작용 ( 상호작용 ) 에대한정보를얻지못하기때문에단계적회귀분석등을
32 적용하여출력변수 (CQA) 에영향을미치는교호작용 ( 상호작용 ) 을단계적으로탐색하여분석 할수있다. 스크리닝단계의분석에서는모든교호작용을반드시고려하여분석할필요는없다. 2 특성화및최적화단계의실험결과분석특성화및최적화단계는출력변수 (CQA) 에영향을미치는주효과및교호작용 ( 상호작용 ) 을정밀분석하는단계이다. 반복이존재하는실험의경우분산성을고려하여보다강건한실험결과를도출할수있다. 실험의절차에따라반드시특성화단계를거쳐최적화단계를수행할필요는없으며, 스크리닝단계후최적화를적용할수있다. 분산분석, 개별 t-검정, 적합성결여검정, R 2 등에대한분석결과뿐만아니라곡률효과와상호작용을포함한다변량의다항회귀식을도출할수있다. 다항회귀식을활용하여반응표면도, 등고선도, 중첩등고선도, 디자인스페이스를도출할수있다. 사. 품질관리전략 (Control Strategy) 원하는품질수준의제품을일관되게생산할수있도록품질관리전략을설계한다. CTD P.2 에서관리전략을기술할때는, 원료약품 ( 주성분및첨가제 ), 반제품 ( 공정중에있는제품 ), 용기마개시스템, 제품과공정검사가최종제품품질에어떤영향을주는지설명하고그타당성을제시해야한다. 이러한관리요소는제품, 제제, 공정이해를바탕으로해야하며최소한주요공정변수 (CPP) 와물질특성관리를포함해야한다. 포괄적인의약품개발접근방식은공정과제품이해도를높이며, 이를바탕으로변동이발생할수있는곳을파악할수있다. 제품품질에영향을줄수있는변동발생원인을파악하고적절하게이해하며관리해야한다. 변동발생원인과이후공정또는공정가동, 공정중물품, 의약품품질에미칠영향을이해하면, 초기단계관리를강화하고최종제품시험의필요성을최소화할수있다. 이러한제품및공정이해와품질위해관리 (ICH Q9 참조 ) 를조합하면일관된제품품질을보증할수있도록공정을조정함으로써변동성 ( 예 : 원료의변동성 ) 을상쇄할수있는공정의관리가가능해진다. 이러한공정이해를통해투입원료약품의변동성을더욱감안하여제조할수있다. 대신일관된제품품질을보장하기위한적정공정관리를갖춘적응성공정단계 ( 투입물품에따라조정하는단계 ) 의설계도가능할수있다. 제품성능에대한이해가높아지면, 그품질특성에적합함을다른방법을이용해판단하고그타당성을제시할수있다. 이러한대체방법을활용하여실시간출하시험을가능하게할수있다. 예를들어용해도가매우높은주성분의속붕해성내용고형제인경우용출시험대신붕해시험을할수있다. 또한최종완제의약품에대해공정서에수재된함량균일성시험대신공정
33 중단위량에대한균일성시험을실시한다면 ( 예 : 질량편차시험 + NIR 분석 ) 실시간출하시험 과더불어더욱높은수준의품질보증이가능할것이다. 실시간출하시험은최종제품시험을 대신할수있으나, GMP 에따른배치출하승인검토와 QC 를대체하지는못한다. 다음사항을포함하여품질관리전략을세울수있다. - 가공성이나제품품질에미칠영향에대한이해를바탕으로한투입물질 ( 예 : 주성분, 첨가제, 일차포장자재 ) 특성요소의관리. - 완제의약품규격 - 공정단계나제품품질에영향 ( 예 : 건조가주성분분해에미치는영향, 과립의입자크기분포가용출에미치는영향 ) 을미치는단위공정의관리. - 최종시험을대체하는공정중시험또는실시간출하시험 ( 예 : 공정중주요품질특성측정및관리 ) - 다변량예측모델확인을위한모니터프로그램 ( 예 : 주기적인완제품시험 ). 서로다른요소를품질관리전략에포함시킬수있다. 예를들어품질관리전략의한요소로최종제품시험을채택하면서, 실시간출하시험도포함할수있다. 이런대체요소에대한근거를허가신청서류에기술한다. 여기에제시된방법을선택한다면, ICH 가이드라인 Q6A와 Q6B에기재된규격요소와허용기준의설정을위한다른접근방식의타당성을뒷받침할수있을것이다. 아. 전주기관리 (Lifecycle Management) 제품전주기에걸쳐품질을개선하기위한혁신적접근방식을평가할수있다 (ICH Q10 참조 ). 공정성능을모니터함으로써공정이예상대로작동하여디자인스페이스에의한제품의품질특성을확보할수있는지확인할수있다. 이러한모니터활동의일환으로일상적인제조를통해경험이축적되면제조공정의경향을분석할수있다. 수학적모델을활용한디자인스페이스인경우, 주기적유지관리가모델의성능확인과보증에도움이될수있다. 모델유지관리는디자인스페이스가변경되지않은경우에자체품질시스템에의거하여관리할수있는활동의한예이다. 추가적으로공정에대한정보를확보했을때디자인스페이스를확대, 축소또는재정립할수있다
34 Ⅲ. QbD 기반품질자료작성
35 Ⅲ QbD 기반품질자료작성 1. QbD 점검표 QbD 접근방식을적용하여의약품을개발한경우, 다음의점검표를작성하여의약품개요에 대한정보를심사자에게제공할수있으며, 기타기재사항은 CTD 양식에따라작성한다. QbD(Quality by design) 품질자료점검표 구분 원료의약품 완제의약품 1. 제품의품질목표사항 완제의약품의품질목표 ( 유 / 무 / 미흡 ) (QTPP) 2. 주요품질특성 (CQA) 3. 공정변수 (Process parameters) 및공정관리 4. 위해평가 (Risk Assessment) 원료의약품 ( 유 / 무 / 미흡 ) 첨가제 ( 유 / 무 / 미흡 ) 완제의약품 ( 유 / 무 / 미흡 ) 제조중간체 ( 유 / 무 / 미흡 ) 기타 ( 용기등 ) ( 유 / 무 / 미흡 ) 주요공정변수 (CPP) ( 유 / 무 / 미흡 ) - 단위공정명 ( ) - 검증된허용범위 (PAR) ( 유 / 무 / 미흡 ) - DoE 사용여부 ( 여 / 부 ); 적용모델 공정분석기술 (PAT) 적용 ( 유 / 무 / 미흡 ) - 적용공정단계 ( ) - 분석법 ( ) - 규격대체시험으로적용여부 ( 유 / 무 ) - 규격대체시험인경우밸리데이션 예비위해평가 ( 유 / 무 / 미흡 ) - 위해평가방식 ( 사전지식 /FMEA/ 기타 ) - DoE 사용여부 ( 여 / 부 ) 본위해평가 ( 유 / 무 / 미흡 ) - 위해평가방식 ( 사전지식 /FMEA/ 기타 ) - DoE 사용여부 ( 여 / 부 )
36 5. 관리전략 (Control Strategy) 6. 디자인스페이스 (Design Space) ( 선택사항 ) 7. 실시간출하시험 (RTRT) ( 선택사항 ) 종합검토의견제조소실사시참고사항 관리전략제시 ( 유 / 무 ) 근거자료 ( 유 / 무 / 미흡 ) 디자인스페이스적용공정 ( ) 특성및범위 DoE 사용여부 ( 여 / 부 ); 적용모델 디자인스페이스변경관리계획서 ( 유 / 무 / 미흡 ) 규격대체시험 ( 유 / 무 ) 근거자료 ( 유 / 무 / 미흡 ) 분석법밸리데이션 ( 유 / 무 ) 해당하는경우기재 1. 제품의품질목표사항 (QTPP) - 완제의약품의함량, 투여경로, 제형, 용법 용량, 방출기전, 사용기간등을고려하여설정하였는가? 제안한 QTPP를요약기재 ( 가능한도표로작성 ) 2. 주요품질특성 (CQA) 2.1. 주요품질특성 - 완제의약품, 원료의약품, 첨가제, 중간체 ( 반제품 ), 포장용기등 항목목표 ( 값 ) 주요품질특성 (CQA) 설정근거 주요물질특성을실시간으로모니터하여관리하는지표기 2.2. 원료약품 ( 주성분및첨가제 ) 및포장용기의특성 (Material Attributes) 2.3. 각물질특성과주요품질특성 (CQA) 과의상관성각물질특성과 CQA, 원료약품분량, 제제개발 (formulation) 등상관성, 미치는영향등
37 - DoE를실시한경우 시험개요 ( 적용된수학적모델포함 ) 시험에사용된배치크기 ( 상업용규모와동일한지확인 ) 시험한설정값또는설정범위 DoE 결과 ( 통계처리방법포함 ) 시험결과입증된허용기준 (PAR) 등 3. 제조공정변수 (Process Parameters) 3.1. 제조공정흐름도 ( 단위공정및공정별제조설비포함 ) 3.2. 단위공정변수와주요품질특성 (CQA) 과의상관성검토 1) 주요공정변수 단위공정명공정변수 (CPP 인경우표시 ) 검증된허용기준 (PAR) 주요공정변수를실시간으로모니터하여관리하는지표기 2) DoE를실시한경우 시험개요 ( 적용된수학적모델포함 ) 시험에사용된배치크기 ( 상업용규모와동일한지확인 ) 시험한설정값또는설정범위 DoE 결과 ( 통계처리방법포함 ) 시험결과입증된허용기준 (PAR) 등 3.3. 공정분석기술 (PAT) - PAT 적용공정및분석방법 - 규격대체시험으로적용시 규격대체시험적용타당성 시험방법밸리데이션 4. 위해평가 (Risk Assessment) 4.1. 예비위해평가 ( 물질특성및제조공정변수포함 ) 1) 위해평가방식 2) 위해평가결과및고찰
38 4.2. 본위해평가 ( 물질특성및제조공정변수포함 ) 1) 위해평가방식 2) 위해평가결과및고찰 ( 관리전략의타당성포함 ) 5. 관리전략 (Control Strategy) 5.1. 물질특성 (Material attribute) 관리전략 1) 원료약품 ( 주성분및첨가제등 ) 2) 완제의약품 3) 제조공정중중간체 ( 또는반제품 ) 4) 포장용기 5) 기타관리전략타당성을입증하는자료포함 5.2. 제조공정변수 (Process Parameters) 관리전략 1) 각단위공정별관리전략관리전략타당성을입증하는자료포함제제개발및공정개발시확인된위해가관리전략에따라감소되는지확인 6. 디자인스페이스 (Design Space) ( 해당하는경우 ) 6.1. 디자인스페이스적용공정및범위 - 공정에사용되는물질특성및공정변수와주요품질특성간상관관계가다변량적으로확립되었는지확인 - 디자인스페이스의적용공정및범위를도표등으로요약 6.2. DoE를실시한경우 시험개요 ( 적용된수학적모델포함 ) 시험에사용된배치크기 ( 상업용규모와동일한지확인 ) 시험한설정값또는설정범위 DoE 결과 ( 통계처리방법포함 ) 시험결과입증된 PAR 등 6.3. 디자인스페이스변경관리계획 - 디자인스페이스변경관리계획 (compatibility protocol) 7. 실시간출하시험 (RTRT) ( 해당하는경우 ) 7.1. 실시간출하시험의기준및시험방법출하시험규격과유통관리를위한규격 ( 안정성시험, 수거검정, 변경관리등 ) 을비교하여기술 ( 관련되는 CTD 항목기재 ), 출하시험이별도로설정또는최종제품의기준및시험방법을대체하는경우해당시험항목을표기
39 7.2. 대체된시험항목의타당성검토제품및제조공정이해와해당자료가제출되고, 주요공정변수및주요물질특성이적절히관리되고있는지평가. 관련되는 CTD 항목기재 ( 예 : 원료의약품관리전략에서불순물일부규격시험을생략하는경우, 완제품의규격시험에서 PAT를이용하는경우등에서참조할수있는 CTD 항목기재함 ) 8. GMP 실사시참고또는협조필요사항 해당하는경우기재 ( 예 : 관리전략에서 cgmp 에서관리된다고기재된항목 ) 9. 기타사항 2. 자료작성시고려사항 가. 의약품개발경위일반사항 의약품품질에영향을미치는원료의약품, 첨가제, 포장용기및제조공정을확인하고이에따라품질관리전략을수립한다. QbD 방식을적용하여개발한의약품에대한자료에는 ICH Q8(R2) 부록에기술된다음의요소가포함된다. - 제품의품질목표사항 (QTPP, Quality target product profile) - 주요품질특성 (CQA, Critical quality attribute) - 원료의약품및첨가제의주요품질특성 (CQA, Critical quality attribute) - 적절한제조공정선택 - 품질관리전략 또한, ICH Q8에따라다음내용을기재한다. - 제품개발및제조공정이해에대한정보 - 제품의안전성 유효성을보증하기위하여제품품질에영향을미치는중요한원료의약품및첨가제, 포장용기, 제조공정의확인 - 품질관리전략에대한근거자료
40 제품개발시에실시한모든실험과모든데이터를제출해야하는것은아니다. 하지만다음사항과관련한충분한정보와근거자료를신청서류에포함하여제출한다. - 품질관리전략의과학적타당성 - 실험의과학적근거 - 실험방법과데이터분석방법에대한간략한설명 - 실험결과와결론요약 나. 제품의품질목표사항 (Quality Target Product Profile; QTPP) 1) 제품의품질목표사항작성시고려사항 완제의약품이목표하는품질을보증하기위해반드시충족해야할품질특성을예측하여기재 하며이때해당의약품의안전성및유효성을고려한다. 제품의품질목표사항은완제의약품 에대해서만고려하며가능한표로작성한다. 2) 작성예시 1) i) 신약의경우 의약품의특성에따라제품의품질목표사항항목을추가하거나삭제할수있다. QTPP 목표 관련 CQA 투여경로 경구 제형 필름코팅정제 무 용법용량 1일 1회 함량 10mg 주성분확인, 함량, 제제균일성 제형설계 속방성 약물방출 (drug release) 성상 노란색의분할선이없는필름코팅정제 확인 주성분확인 완제의약품기준및시험방법에서기준을함량 % 품질특성설정하여관리함량균일성대한민국약전기준에적합 용출 45분에 85% 이상용출 분해산물 ICH Q3B 기준에적합 1) Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms (FDA) 의예시를변형하였음
41 잔류용매 ICH Q3C 기준에적합 수분 2.0 % 이하 미생물한도 미국약전기준에적합 용기 포장 HPDE( 병, 마개 ) 흡습제포함 사용기간 24개월 ( 실온보관 ) 안정성 적절한물리 화학적안정성 ( 제조및환자사용시고려 ) 성상 환자복약순응도및의약품식별이가능한적절한성상 순도 불순물없음또는허용한도를초과하지않는분해산물 무성상, 함량, 분해산물, 약물방출, 미생물학적오염방지성상분해산물, 미생물학적오염 ii) 제네릭의약품의경우 제네릭의약품의경우대조약과비교하여제품의품질목표사항항목을설정하고설정근거를 기재한다. QTPP 요소 목표 설정근거 투여경로 경구 의약품동등성확보를위해동일한투여경로선택 제형 정제 의약품동등성확보를위해동일한제형을선택 대조약은고지방식이에서 AUC와용법용량대조약과동일한식이영향 Cmax가 8-12 % 증가하므로 ( 표시기재근거 ) 식이와관계없이투여가능 함량 20 mg 의약품동등성확보를위해동일한함량선택 제형설계 분할선이없는속방성의나정 유효성을확보하기위해속방성으로설계 약동학적특성 Tmax 값이 2.5 시간이내인의약품동등성확보를위해속방성정제로, 대조약과속효성이어야함생물학적동등성을지님 성상 완제의약품품질특성 확인함량함량균일성 의약품동등성확보를위해동일하게규격을설정하거나기타품질기준에적합해야함. ( 성상, 함량, 순도등 )
42 용출분해산물잔류용매수분미생물한도용기 포장 해당제제에적합한용기 포장 사용기간내에적합해야하고운송중파손방지 안정성 실온에서사용기간제조일로부터 24 개월 대조약과동등이상 대체투여경로 해당없음 대조약해당없음 제형, 특성 ( 속방성 ), 투여경로, 투여용량, 약동학적특성, 사용기간, 표시기재등에대해대조약 의정보를참고하였고, 정제의제제학적시험항목이모두포함되도록제품의품질목표사항 (QTPP) 을설정하였음 다. 주요품질특성 (Critical Quality Attributes; CQA) 2) 1) 원료의약품주요품질특성 CQA 설정근거 성상 ICH Q6A 결정형 ICH Q6A ( 흐름도 #4) 확인 ICH Q6A 함량 ICH Q6A 불순물 A 유기불순물 ( 제조공정유래및분해산물포함 ) 불순물 B 불순물 C 불순물 D ICH Q3A 유전독성불순물 개개미지불순물 ICH Q3A 잔류용매 메탄올에탄올 ICH Q3C 무기불순물 (Pd) ICH Q6A 2) Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms (FDA)
43 2) 완제의약품주요품질특성 의약품의안전성 유효성에영향을미칠우려가큰항목을주요품질특성으로설정한다. 경구투여정제의경우다음과같이작성할수있으며, 주사제및흡입제등제형별, 품목별 특성에따라주요품질특성항목은변경될수있다. 완제의약품품질특성 목표 CQA 여부 설정근거 성상 백색의나정 아니요 육안으로확인가능 원료의약품및첨가제는냄새없으며냄새냄새없음아니요제조공정통한오염우려없음물리적분할선형태없음아니요 - 특성 공정중시험항목으로관리되며, 1 % 마손도 1.0% 이하 아니요 이하의질량손실은함량에영향을크게주지않음 확인 주성분확인 예 안전성 유효성확보에필수 함량 표시량 100 % 예 치료효과및이상반응의중요요소이며, 전제조과정에서관리되는항목 함량균일성 대한민국약전기준에적합 예 안전성 유효성확보에필수 용출 30분에 80% 이상용출 예 생체이용률과관련되는항목 A 0.1% ICH Q3B 분해산물 B 0.2% 총불순물 1.0% 예 제조공정및사용기간동안의약품품질관리항목 잔류용매 ICH Q3C에따름 아니요 제조공정중에유기용매사용없음 수분 4.0% 이하 아니요 수분증가는분해산물생성에영향을미치지않음 미생물한도 공정서기준적합 아니요 원료유래미생물오염우려작으며, 건식제조공정사용 3) 실험설계를실시한경우 품질특성목표 CQA 여부출력변수구분설정근거 성상백색의나정아니요아니요육안으로확인가능 물리적 특성 냄새냄새없음아니요아니요 원료의약품및첨가제는냄새 없으며제조공정통한오염 우려없음
44 분할선형태 없음 아니요 아니요 - 마손도 1.0% 이하 아니요 아니요 공정중시험항목으로관리되며, 1% 질량손실은함량에영향을크게주지않음 확인 주성분확인 예 개별 안전성 유효성확보에필수 함량 표시량 100% 예 개별 치료효과및이상반응의중요요소이며, 전제조과정에서관리되는항목 함량균일성 대한약전기준에적합 예 다변량 안전성 유효성확보에필수 용출 30 분에 80% 이상용출 예 다변량 생체이용률과관련되는항목 A 0.1% ICH Q3B 분해산물 B 0.2% 총불순물 1.0% 예 개별 제조공정및사용기간동안의약품품질관리항목 잔류용매 ICH Q3C 에따름아니요아니요 수분 4.0% 이하아니요아니요 미생물한도공정서기준적합아니요아니요 제조공정중에유기용매사용없음수분증가는분해산물생성에영향을미치지않음원료유래미생물오염우려작으며, 건식제조공정사용 라. 공정변수및공정관리 (Process Parameter and Process Management) 1) 제조공정기재 단위공정및공정별제조설비를포함하여제조공정흐름도를작성한다. 공정단계를제조 규모, 기기종류를포함하여순차적인방식으로서술한다. 주요공정과공정관리시점및중간체 시험또는완제품시험을실시하는시점을명시한다. 또한허가서류를작성할때는다음사항을검토한다. - 제조공정기술의구체성 - 디자인스페이스기술 ( 주요공정변수및공정변수포함 ) 및품질관리전략을수립할때디자인스페이스의역할기술 - 제조공정변경관리. 허가이후변경관리계획서나프로토콜을제출할수있다
45 2) 통계적공정관리 (Statistical process control) 에대한자료분석 (Data analysis) 의약품공정모델에대하여주성분분석법 (Principal components analysis; PCA) 및부분최소자승법 (Partial least squares; PLS) 과같은다변량자료분석법 (Multivariate data analysis; MVDA) 이사용될수있다. 주성분분석법 (PCA) 은자료를대략적으로살펴보는데주로사용된다. 즉, 결과를통해분류및경향을보거나, 변수간관계, 결과및변수간관계를평가하는데사용된다. 부분최소자승법 (PLS) 은한개또는그이상성분 (component) 을예측하기위하여입력정보 (input) 와반응변수의관계를살피는데사용된다. 다변량통계적공정관리 (MSPC) 에대하여다변량자료분석 (MVDA) 을할경우아래의사항이고려될수있다. 스펙트럼측정을위한시료제조및시료분석에사용하는분석법은목적에타당한가? 별도로시료를채취하지않는 online 또는 inline control에서분석법과시료채취는반복성및재현성을확보하였는가? 밸리데이션및교정데이터는공정변동성을예측하여대표성이있는가? 해당모델은디자인스페이스에서허용하는모든변수를통해적용가능함이입증되었는가? 이를나타내기어려운경우위해평가결과가사용될수있다. 모든중요한위해요소의영향은점검되어야하고교정및밸리데이션에포함되어야한다. 교정시변동성은밸리데이션에서대부분의변동성을포함하는가? 실험자료에서이상치 (outliers) 가확인되었는가? 이상치가발생한경우자료의제외 / 포함은타당한가? 모델개발에사용된자료가실험설계 (DoE) 를통해제공된경우실험자료삭제는 historical dataset에비하여모델의예측능력에더큰영향을미칠것이다. 자료전처리에대한정보가모델의생성, 최적화및밸리데이션에사용된모든 dataset에적절히기술및일관되게적용되었는가? 사용한알고리즘에대하여선택사유를포함하여다변량자료분석법모델링기술이적절히기술되었는가? 위해평가결과와비교하여모델에포함된변수선택에동의하는가? 모델이포함되지않은변동유발원이있는가? 있다면정당화되었는가? 부분최소자승법에대하여, 모델은목적에맞는가? 모델의복잡성은최적인가? 부분최소자승법모델의복잡성은그래프로표시하여각변수에대한회귀계수를나타내어야한다. 모델에서변수의가중치 ( 고 / 저 ) 는과학적지식으로또는합리적으로설명되는가? 다변량자료분석법모델은적절한지, 예측능력이있는지통계적으로평가되었는가? 예측에대한표준오차는표준분석법의정확성과함께검토되어야한다. 모델검증방식 (model verification scheme) 은제품전주기에걸쳐제시되었는가? 모델을갱신해야하는기준이정의되었는가? 이는타당한가?
46 3) 주요공정변수 공정변수의중요도분류 (3 단계분류 ; three-tier classification of criticality) ICH Q8에따르면주요공정변수의변동은주요품질특성 (CQA) 에영향을주므로해당공정에서목표하는품질의의약품을생산할수있도록주요공정변수를모니터또는관리한다. EMA 및 FDA에서는품질특성과공정변수에대하여중요 (critical), 핵심 (key), 경미 (non -critical) 와같이 3단계로분류하여중요도를결정하고, 위해평가를실시하는것을권장한다. 중요인자 (critical factor) 란시험결과에따라공정이실패할수도있는인자를말한다. 해당범위에서는실패하지않더라도품질에영향을미칠수있는인자를핵심인자 (key factor) 로표시한다. 핵심공정변수 (Key process parameters) 는 ICH 가이드라인에서사용하는용어가아니므로가급적사용을지양하고, 핵심 (key) 이라는용어를다르게쓰도록한다. 사전관리전략을이용해실패위험성을낮출수있더라도, 공정변수의중요도를낮게평가해서는안된다. 허가신청전의약품개발과관련하여논의시에는 핵심 (key)" 이라는용어를사용할수있으나, 허가서류제출시에는 3.2.P.3.3 제조공정및공정변수, 3.2.P.3.4 주요공정및중간체관리항에주요품질특성 (CQA) 에영향을주는모든변수를 중요 (critical) 인자 로분류하여기재한다. 각공정별로주요품질특성 (CQA) 에영향을줄수있는잠재적공정변수에대한평가결과를표로작성하고각공정변수에대해주요공정변수 (CPP) 여부를표시한다. 또한주요공정변수의실시간모니터관리여부를표기한다. 제조공정의공정변수는주요공정변수 (CPP) 뿐아니라개발과정동안목표한품질의제품을생산할수있도록공정을관리, 모니터하여입증된모든변수에대해서술한다. 각공정변수에대해실험으로얻어진목표값이나검증된허용기준범위를상세하게기술한다. 개발단계에서변동성을보이지않는공정변수도설명한다. 4) 실험설계 (DoE) 를실시한경우 위해평가결과나선행지식을바탕으로실험설계대상을정한다. 초기개발단계 ( 예 : 스크리닝 ) 에서실시한실험설계결과를충분하게통계적으로평가하여포함시킬필요는없다. 연구대상요소와범위, 그리고결론을요약표로정리하면도움이된다. 주요공정변수를설정하거나디자인스페이스를규정하기위한단일공정또는복수공정관련실험설계인경우, 다음정보를허가신청서류에포함시킬수있다. - 위해평가를통해선택한실험설계변수 ( 범위포함 ) 의선정근거 ( 예 : 다른변수와의상호작용가능성고려 )
47 - 실험설계를통해만든예측모델에영향을줄수있는원료 ( 예 : 주성분및 / 또는첨가제 ) 의 변동성증거 - 실험설계시일정하게유지한변수와해당값 - 제조규모가공정변수에미치는영향에 대한고찰포함 - 실험설계의효과를포함하여, 실험설계의유형과그적절성에관한근거 - 실험대상요소와그범위를도표형식으로정리하고, 제조규모의존성요소표시 - 데이터평가를위한분석방법의유형에관한참조정보 ( 예 : HPLC, NIR) 와예정용도적합성 ( 예 : 특이성, 검출한계 ) - 제조규모및설비차이를감안해실험을실시하고이를바탕으로도출한예측모델을포함하여, 요소의통계적유의성과요소사이의상호작용을보여주는실험데이터와통계분석결과 공정 공정변수 공정변수범위 주요공정변수여부 주성분 300 밀리그램 no 부형제 1 120~170 밀리그램 yes 부형제 2 30~50 밀리그램 yes Formulation 결합제 10~30 밀리그램 no 활택제 1 1~5 밀리그램 no 활택제 2 5~10 밀리그램 yes 코팅기제 5~10 밀리그램 no 회전속도 1 1~10 pauge no 혼합 회전속도 2 1~10 pauge no 혼합시간 1~5 분 yes 회전속도 1 1~10 pauge no 연합 회전속도 2 1~10 pauge no 연합시간 1~5 분 no 예압 20~40 kg f/cm 2 no 타정 본압 20~40 kg f/cm 2 yes 충진깊이 10~20 mm no 타정속도 20~30 rpm yes 코팅온도 50~80 o C no 코팅 압력 1~3 bar no 코팅시간 2~5 시간 no 건조시간 10~20 분 no 시험개요 ( 적용된수학적모델포함 ) 다음의정보를포함하여작성한다. - 실험설계효과를포함하여, 실험디자인의유형과그과학적타당성에관한근거 - 실험설계의형태및적절성에대한타당한사유 ( 디자인의검정력명시 ) - 수행한디자인목록과함께배치정보또는연구번호, 배치크기, 반복수행한횟수
48 시험에사용된배치크기 ( 실생산규모와동일한지확인 ) 다음의정보를포함하여작성한다. 실험설계를통한예측이연구범위및생산규모 / 장비차이에대하여적절한지확인하여개발된모델이제조규모의차이에따른영향을고려하였으며예정상업적공정을대표할수있음을설명한다. - 시험에사용된배치크기명기 - 실생산규모와다를경우설비와배치크기에대한위해평가결과 (CQA에영향을줄수있는생산규모의존적인변수의목록또는독립적시험등포함 ) 시험한설정값또는설정범위다음의정보를포함하여작성한다. - 위해평가를통해선택한실험설계변수 ( 범위포함 ) 의선정근거 ( 예 : 다른변수와의상호작용가능성고려 ) - 실험설계를통해만든예측모델에영향을줄수있는원료 ( 예 : 약효성분및 / 또는첨가제 ) 의변동성증거 - 실험설계시에일정하게유지한변수와그값 ; 제조규모가변수에미치는영향에대한의견포함 - 실험인자와그범위를도표형식으로정리하고, 제조규모의존성요소를표시 실험설계결과 ( 통계처리방법포함 ) 다음의정보를포함하여작성한다. - 제조규모및설비차이를감안해실험설계를실시하고이를바탕으로도출한예측모델을포함하여, 요소의통계적유의성과인자사이의상호작용을보여주는실험데이터와통계분석결과 - 연구한인자의상대적중요도및인자간상호작용에대한통계분석결과 ( 예 : 파레토다이어그램 (Pareto diagram) 또는영향및상호작용정도에대한단순목록등 ) - 결과평가에사용된분석법의참고문헌및사용적절성입증 - 개발초기단계 ( 예 : 스크리닝 ) 에서수행한실험설계의경우통계분석자료는필요하지않으며, 연구한요소와수준및결론에대해설명 시험결과입증된허용기준 (PAR) 등 허용기준 (PAR) 은단변량실험에근거한값으로이들의조합으로디자인스페이스가되는것은 아니나유용한공정관련지식을제공할수있으므로입증된허용기준결정의과정을기술한다
49 5) 공정분석기술 (PAT) 공정분석기술 (PAT) 적용공정및분석방법공정분석기술 (PAT) 은제조공정에대한이해를높이고제조공정관리를더잘하기위함이목적이고최종제품에대해품질시험을실시하는것이아니라품질을보증하기위한시험이디자인내에서실시되는것이다. 1) 디자인, 데이터확보와분석에대한다변량도구 (multivariate tools for design, data acquisition and analysis) 2) 공정분석기 (process analyzers) 3) 공정관리도구 (process control tools) 4) 지속적개선과지식관리도구 (continuous improvement and knowledge management tools) 로분류할수있으며적용한범주에대해서기술한다. 규격대체시험으로적용시 1) 규격대체시험적용타당성 RTRT 항에기술한다. 2) 시험방법밸리데이션밸리데이션이공정변동성을예측할수있어야하고모든중요한위해인자의영향이평가되어밸리데이션에포함되어야한다. 마. 위해평가 (Risk assessment) 1) 위해평가시고려사항 품질위해관리에대한체계적인접근방식은 ICH Q9를참조한다. 위해평가는품질관리전략개발의근간이되며, 유연한허가관리를신청하는경우타당성을입증하기위한근거자료가된다. 심사자는제품품질에대한위해성및이에대한관리전략을과학및위해기반으로심사하되 ICH에서제시하는도구를사용하여별도로공식적인위해평가를수행할수있다. 심사수준은공정또는물질의중요도와품질에미치는영향의심각도에따라결정된다. 심사시잠재적위해가발견된경우필요시실사자와협력할수있다
50 위해평가시다음을고려한다. 제품의품질에영향을줄수있는모든물질특성및공정변수가사전지식및실험에근거 하여평가되었는가? FMEA 분석에대해서는아래와같은사항을고려한다. 알려진모든관련위해요소를포함하였는가? ( 예 : 분해생성물, 용해도등완제품에영향을미치는위해요소 ) 단위공정및물질특성의영향이포함되었는가? 위해순위와점수가어떻게정해졌는지설명하였는가? 기준치 (threshold) 가어떻게정해졌는지, 어떤변수를더연구할지를확인하였는가? 제안된위해순위에타당한가? FMEA 결과는기존의과학지식에따라결정되었는가? 그렇지않다면타당한근거가제시되었는가? 확인된위해성은디자인스페이스또는제안된관리전략에의해관리되는가? FMEA 및 PHA 위해평가의예시는 IV. QbD 적용자료예시 의 3. 사쿠라정주요공정의 디자인스페이스및관리전략수립요약 (PMDA) 중 3.2.P.2.2. 완제의약품 부분을참고한다. 2) 위해평가범위및위해평가갱신 위해평가시주성분원료의약품, 첨가제, 제제개발및제조공정개발등연구단계에서부터 완제의약품판매까지전반적으로고려한다. 원료의약품품질요소 (Drug Substance Attributes) 첨가제 - 배합적합성확인 (Excipient Compatibility Studies) 제제개발 (Formulation Development) 제조공정개발 (Manufacturing Process Development) 또한위해평가는제품의품질에영향을주는자료들이추가적으로확인될경우지속적으 로갱신한다
51 초기위해평가 문헌등지식또는실험설계결과확인 위해평가갱신 추가 지식또는실험설계결과확인 위해평가갱신 3) 실험설계 (Design of Experiments, DoE) 시고려사항 실험설계는실험에대한전략으로체계적으로정형화된수학적 ( 통계학적 ) 방법에따라여러요소가다변량으로고려된다. 실험설계의목적은실험이대표성을가지고많은정보를제공할수있도록설계되며, 최소한의실험으로최대한의정보를제공하는것이다. 실험설계에서필요한입력및출력변수 ( 인자 ) 는주요품질특성 (CQA) 및주요공정변수 (CPP) 와위해평가를통하여도출한다. 개발초기단계 ( 예 : 스크리닝 ) 에서수행한실험설계의경우통계분석자료는필요하지않으며, 연구한요소와수준및결론에대한설명자료로충분하다. 그러나주요품질특성 (CQA), 주요공정변수 (CPP), 디자인스페이스를확립하기위하여수행한실험설계의경우다음을고려한다. 실험설계의형태와그적절성에대한타당한사유 ( 예를들면, 일부스크리닝디자인은상호작용이확인될수없기때문에적절하지않다.). 실험설계의능력이확인되어야함 ( 실험오차로인한것인지실제영향으로인한것인지비교되어확인되어야한다.) 입력및출력변수 ( 인자 ) 와그범위 ( 가능한도표로작성 ) 수행한디자인목록과함께배치또는연구번호, 배치, 반복수행한횟수 결과평가에사용된분석법의참고문헌및사용적절성입증 입력및출력변수 ( 인자 ) 의상대적중요도및변수 ( 인자 ) 간상호작용에대한통계분석결과 ( 예 : 파레토다이어그램 (Pareto diagram) 또는영향및상호작용정도에대한단순목록등 ) 실험설계를통한예측이연구범위및생산규모 / 장비차이에대하여적절한지확인
52 4) 원료의약품특성에대한위해평가 (Risk Assessment of Drug Substance Attributes) 3) - 초기위해평가및갱신 : 각칸마다높음 / 중간 / 낮음으로구분하며아래의예시를참고한다. 원료의약품특성완제의약품 CQA 결정형입자공정화학적흡습성용해도수분잔류용매분포도불순물안정성유동성 함량 낮음 중간 낮음 낮음 낮음 낮음 낮음 높음 중간 함량균일성 낮음 높음 낮음 낮음 낮음 낮음 낮음 낮음 높음 용출 높음 높음 낮음 높음 낮음 낮음 낮음 낮음 낮음 분해산물 중간 낮음 낮음 낮음 낮음 낮음 낮음 높음 낮음 - 원료의약품특성에따른위해평가근거를제시하며아래의예시를참고한다. 원료의약품특성 완제의약품 CQA 평가근거 함량 원료의약품의결정형은정제의함량과함량균일성에 함량균일성 영향을주지않으므로위해성이낮음 결정형 용출 원료의약품의결정형에따라용해도가달라져정제의용출에영향을줄수있으므로위해성이높음 분해산물 원료의약품의결정형에따라안정성이다를수있어분해산물생성에영향을줄수있으며위해성은중간 입자분포도 함량함량균일성용출분해산물 흡습성 함량함량균일성용출분해산물 용해도 함량함량균일성용출분해산물 수분 함량함량균일성용출분해산물 잔류용매 함량함량균일성용출분해산물 3) Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms (FDA)
53 공정불순물 화학적안정성 유동성 함량함량균일성용출분해산물함량함량균일성용출분해산물함량함량균일성용출분해산물 5) 첨가제위해평가 - 배합적합성확인 (Excipient Compatibility Studies) 4) - 아래의예시를참고한다. 첨가제적합성요약표 (binary mixtures)* 혼합물 함량 (%, w/w) 분해생성물 (%, w/w) 첨가제A/ 주성분 (1:1) 99.8 불검출 첨가제B/ 주성분 (1:1) 99.6 불검출 첨가제C/ 주성분 (1:1) 98.4 불검출 첨가제D/ 주성분 (1:1) 95.1 분해생성물A: 4.4% * 조건 : 40 / 75 % RH, open container, 1개월 첨가제적합성요약표 (interaction study)* 혼합물 함량 (%, w/w) 분해생성물 (%, w/w) 모든첨가제 99.4 불검출 첨가제A를제외한모든첨가제 99.2 불검출 첨가제B를제외한모든첨가제 99.8 불검출 첨가제C를제외한모든첨가제 99.9 불검출 첨가제D를제외한모든첨가제 99.3 불검출 * 조건 : 40 / 75 % RH, open container, 1개월 첨가제D는활택제로주성분과 1 : 1로혼합할때주성분함량이감소하고분해생성물 A가생성되나, 모든첨가제와의영향평가에서는이러한현상을보이지않았음. 그러나 위해성 (risk) 이없는것은아니므로주성분을포함하는과립조제시활택제로첨가제 C를사용하고, 최종혼합시에만활택제로첨가제 D를사용하기로하였음. 완제의약품 의안정성시험을통하여최종위해성 (risk) 평가를수행할예정임 4) Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms (FDA)
54 6) 제제개발시위해평가 (Risk Assessment of the Formulation Variables) 5) - 초기위해평가 : 각칸마다높음 / 중간 / 낮음으로구분하며아래의예시를참고한다. 제제설계특성완제의약품원료의약품첨가제 A/B 첨가제 C 첨가제 D 첨가제 E CQA 입자분포도비율등급등급등급 함량 중간 중간 낮음 낮음 낮음 함량균일성 높음 높음 낮음 낮음 낮음 용출 높음 중간 높음 낮음 높음 분해산물 낮음 낮음 낮음 낮음 중간 - 제제개발의초기위해평가근거를제시하며아래의예시를참고한다. 제제설계특성 완제의약품 CQA 평가근거 함량 원료의약품입자함량균일성분포도용출 원료의약품위해평가참조 분해산물 함량 첨가제 A/B 비율 함량균일성용출 분해산물 함량 첨가제 C 등급 함량균일성용출 분해산물 함량 첨가제 D 등급 함량균일성용출 분해산물 함량 첨가제 E 등급 함량균일성용출 분해산물 - 제제개발을위한실험설계 : 원료의약품입도분포, 첨가제 A/B 비율및첨가제 C, D, E 가 완제의약품의주요품질특성에영향을주는정도를필요시적절한컴퓨터프로그램을이용 하여실험을통해확인한다. 5) Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms (FDA)
55 - 위해평가갱신 : 실험결과를통해초기위해평가시설정한위해성등급을갱신한다. 완제의약품 제제설계특성 주요품질특성 원료의약품입자분포도 첨가제 A/B 비율 첨가제 C 등급 첨가제 D 등급 첨가제 E 등급 함량 낮음 낮음 낮음 낮음 낮음 함량균일성 낮음 낮음 낮음 낮음 낮음 용출 낮음 낮음 낮음 낮음 낮음 분해산물 낮음 낮음 낮음 낮음 낮음 - 갱신된위해평가근거를제시하며아래의예시를참고한다. 제제설계특성완제의약품 CQA 평가근거모든정제들은적합한함량을보였고위해함량성은 중간 에서 낮음 으로변경되었음원료의약품입자함량균일성분포도용출분해산물함량함량균일성첨가제 A/B 비율용출분해산물함량함량균일성첨가제 C 등급용출분해산물함량함량균일성첨가제 D 등급용출분해산물함량함량균일성첨가제 E 등급용출분해산물
56 7) 제품제조공정위해평가 (Risk Assessment of the Drug Product Manufacturing Process) 6) 아래예시와같이각제조공정위해평가를통하여제조공정전체의위해평가를수행한다. 완제의약품제조공정의초기위해평가전 (pre) 압착혼합과활택공정의초기위해평가전 (pre) 압착혼합과실험설계 (DoE) - 원료의약품입도, 혼합회전수의영향활택공정개발혼합종료결정을위한실시간근적외선측정법개발전 (pre) 압착혼합과활택공정의위해평가갱신압착및분쇄공정의초기위해평가압착및분쇄공정실험설계 (DoE) - 압착력, 롤러간격, 분쇄속도등영향개발압착및분쇄공정의위해평가갱신최종혼합및활택공정최종혼합및활택공정초기위해평가개발최종혼합및활택공정위해평가갱신 타정공정개발 타정공정초기위해평가실험설계 (DoE) - 타정압, 타정속도, 과립 (Ribbon) 밀도의영향타정공정위해평가갱신 제조규모확대 제조규모확대에따른위해평가완제의약품제조공정의위해평가갱신 - 제조공정초기위해평가 : 각칸마다높음 / 중간 / 낮음으로구분하며아래의예시를참고한다. 완제의약품 공정단계 주요품질특성 전 (pre) 압착혼합및활택 압착 분쇄 혼합및활택 타정 함량 중간 낮음 중간 낮음 중간 함량균일성 높음 높음 높음 낮음 높음 용출 중간 높음 중간 높음 높음 분해산물 낮음 낮음 낮음 낮음 낮음 - 제조공정의초기위해평가근거를제시하며아래의예시를참고한다. 공정단계완제의약품주요품질특성평가근거전 (pre) 압착및활택공정은혼합물의유동성함량에영향을주므로위해성 (risk) 은 중간 에해당전 (pre) 압착혼합함량균일성및활택용출분해산물 6) Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms (FDA)
57 압착분쇄혼합및활택타정 함량함량균일성용출분해산물함량함량균일성용출분해산물함량함량균일성용출분해산물함량함량균일성용출분해산물 - 각공정별위해평가 ( 초기, DoE, 갱신 ) 를수행한다. - 제조공정위해평가갱신 : 각공정별위해평가등을통해초기위해평가시설정한위해성 등급을갱신한다. 완제의약품 공정단계 주요품질특성 전 (pre) 압착혼합및활택 압착 분쇄 혼합및활택 타정 함량 낮음 낮음 낮음 낮음 낮음 함량균일성 낮음 낮음 낮음 낮음 낮음 용출 낮음 낮음 낮음 낮음 낮음 분해산물 낮음 낮음 낮음 낮음 낮음 - 갱신된위해평가근거를제시하며아래의예시를참고한다. 공정단계 완제의약품주요품질특성 평가근거 전 (pre) 압착혼합 함량함량균일성 실시간 NIR 평가를적용하였고혼합종료시점을밸리데이션수행하였음. 최종설정된원료약품및그분량에따라제조된모든배치의함량, 및활택함량균일성및용출이적합하여위해성은 높음 용출또는 중간 에서 낮음 으로변경되었음 분해산물 함량 압착 함량균일성용출 분해산물
58 분쇄 혼합및활택 타정 함량함량균일성용출분해산물함량함량균일성용출분해산물함량함량균일성용출분해산물 8) 원료의약품합성시위해평가 7) 아래표는주성분원료의약품합성시고려해야할주요품질특성 (CQA) 에대해각제조공정 별로위해성을평가한것이다. 위에서제시한것과마찬가지로, 초기위해평가, 관리전략수립 및본위해평가의과정을거치며위해평가에대한근거를함께제시하도록한다. 제조공정 1단계 제조공정 2단계 원료의약품 Quench, Quench, CQA Crystalli ReactionFiltration Phase zation Filtration Drying ReactionFiltration Crystalli Phase Filtration Drying zation Separataion Separataion 이성질체 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 특정유연물질유연물질1 낮음 낮음 낮음 낮음 낮음 낮음 중간 낮음 낮음 낮음 중간 낮음 유연물질2 N/A N/A N/A N/A N/A N/A 높음 낮음 낮음 낮음 중간 낮음 유연물질3 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 유연물질4 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 유연물질5 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 유연물질6 높음 낮음 낮음 중간 낮음 낮음 낮음 낮음 낮음 낮음 낮음 낮음 총위해성 높음 낮음 낮음 중간 낮음 낮음 높음 낮음 낮음 낮음 중간 낮음 다음그림은원료의약품합성시유연물질발생예정지도이다. 8) 합성공정이있는원료의약 품의경우, 다음과같이화학적으로발생할수있는유연물질에대하여위해평가시고찰하고, 관리전략을수립하는근거로사용한다. 7) Sakuramil S2 Mock (PMDA) 8) Yan Li et al., Journal of Pharmaceutical and Biomedical Analysis 52 (2010)
59 각제조공정단계별로유연물질관리수준을결정하고, 구조가판별된유연물질을첨가하여 제조공정에서의검출수준을조사한다. 다음과같은경우, 규격에포함시켜관리할유연물질로 분류할수있다. 최종원료의약품에서유연물질이일정하게검출되는경우 출발물질또는중간체에서검출되고최종원료의약품에서일정하게검출되는유연물질의전구체 출발물질또는중간체에서일정수준이상으로검출되는경우 가혹조건의제조공정에서분리된중간체에서불순물이일정수준이상검출되는경우 유전독성물질인경우 바. 품질관리전략 (Control Strategy) 1) 위해관리방법 (Risk Management Methodologies) 제품의품질목표사항 (QTPP) 을정하고나서제품품질을보장하기위해관리해야하는품질 특성요소 ( 물품특성요소포함 ) 와공정변수를 QRM 도구 (ICH Q9) 를활용해순위를정하고 선택한다. 다음을포함하여결론도달과정을증명하는데충분한정보를제공한다
60 - 제품의품질목표사항 (QTPP) 지정및주요품질특성 (CQA) 설정의과학적근거 - 위해평가과정에서검토한물품특성요소, 공정파라미터, 선행지식 : 압축적인도표형식으로정리 - 알려진위해요소 ( 예, 분해, 용해도등 ) - 품질특성요소와공정변수의중요성을결정하는데기여했던실험과위해관리의일환으로실시한위해평가의과학적근거 - 품질관리전략의구축이후의잠재잔여위해 ( 예, 디자인스페이스가운데상업적으로확인되지않은지역으로의이동 ) 와관리방법에대한설명 - 주요품질특성및기타품질특성과공정변수 - CPP, CQA, QTPP 사이의연관관계 - (a) 특성요소와공정변수의상호작용과 (b) 설비와제조규모의영향이위해평가에미치는파급영향 아래예시와같이원료의약품및첨가제의특성, 공정중시험 (IPC), 주요공정변수 (CPP) 등을포함하여연구한결과를바탕으로작업범위를정하고최종완제의약품의품질관리전략을 도표로작성한다. 9) 요소 특성 / 변수 평가범위 ( 실험실제조규모 ) 실제평가범위 ( 파일럿제조규모 ) 실생산규모 적용범위 관리목적 원료약품특성 주성분의결정형 주성분의입자도분포 첨가제 A 첨가제 B 첨가제 C 첨가제 D 첨가제 E 공정 1 단계 혼합기 공정 1 단계공정검사항목 혼합균일성 공정 2 단계 과립기 9) Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms (FDA)
61 과립크기과립균일성과립유동성혼합기혼합균일성과립함량타정기정제무게경도두께붕해시간마손도 공정 2 단계공정검사항목공정 3 단계공정 3 단계공정검사항목공정 4 단계공정 4 단계공정검사항목 사. 디자인스페이스 (Design Space) 1) 디자인스페이스기재방법 - CTD에기술하는형식과위치에관한몇가지예를 ICH Q8(R2) 에서참고한다. 허가심사를위하여, 제출문서에설계한디자인스페이스와해당정보의위치 ( 가능하면하이퍼링크 ) 를명확히기술한다. - 제조공정및공정관리정보를포함하는부분 (P.3.3) 에예정제조공정의한요소로서디자인스페이스를기술할수있으며, 중간제품과핵심단계의관리부분 (P.3.4) 에추가적인정보를제공할수있다. - 제품및제조공정개발 (P.2.1, P.2.2, P.2.3) 은디자인스페이스의토대가되는제품및공정개발연구성과를요약하고설명한다. - 디자인스페이스와전체관리전략의관계는의약품규격의타당성을기술하는부분 (P.5.6) 에서설명할수있다
62 2) 디자인스페이스기재시고려할점 - 허가서류에넣어야할디자인스페이스관련정보 주요공정변수와공정변수를포함한디자인스페이스설명 ( 투입물품변수와공정변수의범위, 그래프또는보다복잡한수학적관계로디자인스페이스를나타낼수있다.) 변수사이의상호관계에대한이해를포함하여, CQA와투입요소 ( 예, 물품특성요소및 / 또는공정변수 ) 사이의관계 선행지식, QRM의일부로실시한위해평가결론, 실험자료 ( 근거데이터, 디자인가정, 데이터분석, 모델 ) 등디자인스페이스를뒷받침하는데이터 디자인스페이스와다른단위공정또는공정단계사이의관계 각종제조규모에서실시한디자인스페이스실험결과와결론 디자인스페이스의경계범위이내로제조공정을유지하기위한관리전략의타당성 - 신청인은적용한디자인스페이스를입증하는충분한자료를제출하였는가? 위해평가, 실험자료, 통계적으로평가및전체생산규모에서검증된모델 관리전략구축이후에도잠재위험도 ( 예, 디자인스페이스영역에서실생산규모에대해확인되지않은영역으로의이동등 ) 와잠재위험관리방법에대한설명 - 디자인스페이스가실험실크기또는파일럿크기로개발된경우, 신청인은생산크기에서의유효성을 scaling factor 또는독립적실험을통하여입증하였는가? 또는변수가크기와무관함을입증하였는가? 디자인스페이스구축에사용한배치크기 ( 실험실또는파일럿크기, 실생산크기 ) 기재 제조규모관련변수는문헌또는사전지식을근거로할수있다. 신청인은배치크기를증가할경우잠재적위해를고찰하고위해를관리하기위한적절한관리전략여부및타당성에대한근거자료를검토한다. - 신청인은디자인스페이스를개발할때모든주요품질특성 (CQA) 을고려하였는가? ( 위해 평가및실험계획결과를참조한다 ) - 디자인스페이스의단위공정에서모든주요공정이확인되었는가? 그렇지않다면적절한타당성이있는가? 디자인스페이스를기술할때주요공정변수와공정변수를포함한디자인스페이스와관리전략수립의역할을명확히한다
63 3) 디자인스페이스내에서의변경관리, 공정중시험에의한출하승인등을신청 한경우 - 품목및제조공정에대한이해와지식을통하여디자인스페이스내에서의변경관리, 공정중시험에의한출하승인등좀더유연한허가관리가가능할수있으며이를신청한경우다음을확인한다. 물질특성, 제조공정, 제품품질관리를이해하였는가? 신청인은제조공정의개발및공정선택이유등을상세히기술하고, 원료의약품및완제의약품의특성, 공정의복잡성과완건성을포함하여고려한요인들을기재해야한다. 실시간출하시험이제안된경우간접적으로관리되는특성에대한시험법이기준규격에포함되어있는지확인 ( 예 : 공정중시험또는대신하는모델등 ) 실시간출하시험타당성에대한근거자료를확인하고, 주요공정변수및주요물질특성에대하여적절히관리되고있는지평가한다. 4) 디자인스페이스의전주기적관리방법 - 디자인스페이스의구축을위한관리전략을수립하며, 제조기록서에해당관리전략을반영한다. 예를들어수학적계산으로공정변수나주요품질특성을설정할경우, 각종변수의투입 값과계산결과를제조기록서에기재한다. - 디자인스페이스를다른제조소로기술이전할때와전주기적관리를할때및실제조및 의약품품질관리시스템 (PQS)" 에서디자인스페이스의활용과관련된지식을공유한다. 위해평가결과, 선행지식에근거한가정, 통계적디자인관련검토사항등이이지식에포함될수있다. 디자인스페이스, 관리전략, CQA, QTPP 사이의연계는해당지식가운데중요한부분이다. - 신청사는디자인스페이스정보의확보를위한방법및디자인스페이스를적용한제조경험을통해축적된추가데이터를포함하여 PQS에의거한디자인스페이스안에서의이동에관한사항을결정할수있다. 디자인스페이스안에서의이동시에는관련문서를규제기관에제출하지않을수있다. 승인된디자인스페이스를변경할때규제기준에따라관련문서를제출하며, 위해평가방법으로변경이제품품질, 안전성, 유효성에미칠영향을파악하고적절한보고전략을수립한다
64 5) 디자인스페이스고려사항 제품전주기에걸친디자인스페이스검증을실시하는목적 - 실생산제조규모에서디자인스페이스검증이허가서류제출시점에반드시완료되어야하는것은아니지만, 제품및공정전주기동안에는검증되어야한다. 최초디자인스페이스검증은주로목표가동범위또는그근방에서행해진다. - 그러나, 디자인스페이스내의특정범위에서다른범위로의이동 ( 디자인스페이스가입증된범위내에서상용가동범위 (NOR; Normal Operating Ranges) 재확립 ) 은잠재적인제조규모확대효과그리고 / 또는모델가정 (model assumption) 에서의알려지지않은위험성을가정할수있다. 이런위험성에대해적절한관리전략을가지고이해하고평가하는것은중요하며, 이는신청서류에제출한것만으로국한되지않는다. 디자인스페이스가제조규모비의존적임을신청사가입증한다면, 디자인스페이스검증에서추가적인위험감소단계 (risk mitigation steps) 는필요하지않다. 실생산제조규모에서디자인스페이스검증의목적 - 디자인스페이스를검증하는것은, 디자인스페이스경계선이내에서는제조규모확대에따른영향이관리가되고있으며실생산제조규모에서제품품질에영향이없음을입증하기위함이다. 실생산제조규모에서최초디자인스페이스개발과검증방법 - 제품개발초기단계의디자인스페이스확립은실험실및파일럿제조규모에서실시한실험에의해개발된다. 실생산제조규모의디자인스페이스의신뢰성은개발시산출된데이터의양과종류및범위성 (scalability) ( 디자인스페이스의제조규모의존도 ) 에따라달라질수있고, 실생산제조규모에서디자인스페이스의경계는연구개발그리고 / 또는실험에서증명된제조규모확대상관관계에기초한다. 디자인스페이스경계는컴퓨터시뮬레이션으로구할수도있다. - 일반적으로실제제조공정은디자인스페이스내의특정범위에서이루어지며, 이를일반작동범위 (NOR; Normal Operating Ranges) 라고한다. 일반작동범위는일상적인공정변동을포함한목표가동조건이다. 최초공정검증은주로실생산제조규모에서상용가동범위에대해수행한다. 실생산제조규모에서디자인스페이스의검증방법 - 초기실험실및파일럿제조규모에서디자인스페이스를확립했다면실생산제조규모에서이를반복할필요는없으며디자인스페이스전체범위의검증이나실패경계 (EoF; edge of failure) 확인또한필요하지않다. 원칙적으로디자인스페이스의한지점이상이제출시점에검증되어있어야하나, 디자인스페이스는제품전주기에걸쳐검증될수있다
65 - 제품전주기에걸친디자인스페이스검증은, 제조규모의존적변수에대한위해평가결과에따른다. 제품품질에잠재적으로영향을주는특정변수의변화에대해서는, 제품결함을감지하는관리전략과위해관리는품질요소와공정변수의추가적인모니터링을포함하며일상적인관리시스템에는포함되지않는다. 디자인스페이스검증프로토콜제출방법 - 디자인스페이스검증프로토콜은다음을포함할수있다 : 실생산제조규모에서는검증되지않은주요품질특성 (CQA) 에영향을줄수있는제조규모의존적인변수의목록, 중요품질특성에대한잠재적인제조규모확대위험요소의정의, 관리전략이이러한위해를다룰수있는지에대한고찰, 필요시추가적인관리방법기술. 디자인스페이스검증시기대하지않은결과를얻었을때 - 디자인스페이스검증시제조공정이디자인스페이스의새로운영역에서제품품질을만족하지못함을보이는경우, 디자인스페이스또는평가방법이나검증계획에잠재된문제점을암시하는것일수있다. 디자인스페이스의변경과디자인스페이스검증프로토콜의필요한변경인경우, 해당규제기관의적절한범주에따라보고서를제출하여야한다. 공정밸리데이션과디자인스페이스검증의다른점 - 디자인스페이스검증은공정밸리데이션으로혼동해서는안된다. 두가지모두사전지식과개발결과를고려하는것이동일하며실생산제조규모에서수행되지만, 연구의범위는같지않다. 공정밸리데이션은일반적인가동범위에서의공정의일관성을보이지만, 디자인스페이스검증은제조규모영향및모델가정 (model assumption) 이관리범위내에있고, 디자인스페이스내에서의새로운영역에서도의약품품질에영향이없음을보여야한다. 제조공정의모든단계를포괄하는공정밸리데이션과는달리디자인스페이스검증연구는디자인스페이스내에서의조건에한한다. - 디자인스페이스내평가되지않은영역에서공정을가동할때의위해평가에서밝혀진위해에대해설명하기위하여, 검증연구에서는추가적인변수에대한시험및모니터링을수행하거나또는일반적인관리전략보다횟수를증가하여수행해야한다. - 디자인스페이스검증자료가이동범위를검증할때고위험 (high risk) 인경우 ( 실험실 / 파일럿제조규모에서주요품질특성은만족하나실패경계 (EoF) 에너무가까운경우 ) 새영역에서의디자인스페이스 ( 새일반작동범위 (NOR)) 에대한공정밸리데이션 ( 공정의연속성 ) 을고려하여야한다. - 디자인스페이스검증프로토콜은공정밸리데이션과관계없이 3.2.R. 에제출하여야한다. 연속적공정검증에대한전략을예정하고있을때이와관련된디자인스페이스검증요소는프로토콜에일부로포함되어야한다
66 - 디자인스페이스가제조규모비의존적인경우, 검증프로토콜을제출할필요는없다. 참고 : 지속적공정검증 (Continuous Process Verification) 은제조공정을지속적으로모니 터링하고평가하는기존공정밸리데이션에대한대체접근방법이다 (ICH Q8). 아. 실시간출하시험 (Real Time Release Test; RTRT) 실시간출하시험의국내적용을위해서는관련규정개정이수반되어야하므로, 이는추후재 검토가필요한부분임을고려하여야한다. 1) 실시간출하시험적용시고려사항 제품성능에대한이해가높아지면, 물품이그의품질특성기준에부합함을다른방식으로판단하고그타당성을제시할수있다. 이러한대체방법의활용은실시간출하시험을뒷받침할수있다. 예를들어용해도가매우좋은약효성분으로제조한속붕해성고형제인경우에용출시험대신에붕해시험을할수있을것이다. 또한최종제품을상대로공정서에수재된함량균일성시험대신, 공정중에단위용량균일성시험을실시한다면 ( 예 : 중량편차 + NIR(near infrared) 분석 ), 실시간출하시험과더욱높은수준의품질보증이가능할것이다. 실시간출하시험은최종제품시험을대신할수있으나, GMP에의거하여배치출하승인에요구되는검토와 QC 단계를대신하지는못한다. 실시간출하시험적용시고려할요소는다음과같다 실시간출하시험의기준및시험방법이타당한가? ( 시험법밸리데이션등 ) 실시간출하시험의최종제품품질관리시험항목대체타당성이입증되었는가? 최종제품품질관리이외에유통관리를위한규격 ( 안정성시험, 수거검정, 변경관리등 ) 이타당하게설정되었는가? 실시간출하시험승인여부를결정하기위한의사결정기준을마련하였는가? 2) 실시간출하시험의기준및시험방법 - 실시간출하시험규격과유통관리를위한규격을비교하여기술하고, 실시간출하시험이 최종제품품질관리시험을대체하는경우해당시험항목을표기한다. 이때관련되는 CTD 항목을기재한다
67 - 작성방법은아래의예시를참고한다. 10) 품질관리시험실시간출하시험시험항목시험방법기준시험방법기준성상육안관찰흰색의원형정제 - - 자외부확인흡광광도법유연물질 HPLC 함량균일성 * 혼합균일성 HPLC ** 정제중량용출 * 주성분입자도패들법 ** 활택제비표면적 HPLC *** 활택공정시간 **** 타정압함량 * 혼합물함량 HPLC ** 정제중량 표준품과유사한스펙트럼 - - 개개미지유연 0.2% 총유연 1.0% - - * NIR 평균 = 표시량의 2.0%, 적합 RSD<3.0% ** 무게 97~103mg, RSD<2.0% 공정변수허용기준을이용한용출률계산식 : 용출률 (%) = 분, 80%(Q) 이상 log 10 (d(0.9))( 주성분입자도 ) 활택제비표면적 (cm 2 /g) 활택 시간 ( 분 ) 타정압 (N) * HPLC 98~102% 표시량의 ** 무게 97~103mg 95.0~105.0% 함량 (%) = 혼합물함량 측정된정제무게 이론정제무게 < 기준및시험방법 > 시험항목 시험방법 기준 성상 육안검사 흰색의정제 확인 UV UV (ACN: 물 = 1:1) 표준품과유사한스펙트럼 순도 유연물질 HPLC 개개유연물질 0.2 % 이하총유연물질 1.0 % 이하 함량균일성 생략 (RTRT) 함량균일성 * UV (ACN: 물 = 1:1) 시험할때적합 용출 생략 (RTRT) 용출 *. 시험조건 : 패들법, 0.1 % SLS 수용액 900 ml, 50 rpm. 정량법 : HPLC 30 분에 80 (Q) % 이상 함량 생략 (RTRT) 함량 * HPLC ( 내부표준법 ) 표시량의 95.0 ~ % * 2.3.P.2.3. 제조공정개발및관리전략 에따라필요시적용 10) Application Form for Sakura Tablet: Mock-Up for the Manufacture Method, Specifications, and Test Method Columns of Drug Product (Sample Description) (PMDA)
68 3) 대체된시험항목의타당성검토 - 품질관리시험항목을실시간출하시험으로대체하고자하는경우, 제품의특성및제조공정에대한충분한이해및근거자료를확보하여야하며, 주요공정변수및주요물질특성이적절히관리되고있는지검토하여타당성을제시하여야한다. 이와함께관련되는주요공정변수및위해평가등에대한 CTD 항목을기재한다. ( 예 : 원료의약품관리전략에서불순물일부규격시험을생략하는경우, 완제품의규격시험에서 PAT를이용하는경우등에서참조할수있는 CTD 항목기재함 ) - 시간출하시험승인여부를결정하기위한의사결정기준은아래의예시와같이제시할수있다. < 예 : 함량균일성시험 > - 실시간출하승인여부를결정하기위하여다음의의사결정도에따른다. 11) 11) Application Form for Sakura Tablet: Mock-Up for the Manufacture Method, Specifications, and Test Method Columns of Drug Product (Sample Description) (PMDA)
69 Ⅳ. QbD 적용자료예시
70 Ⅳ QbD 적용자료예시 1. 제네릭속방성정제의 QbD 사례요약 (FDA) 0. 개요 본예시의목적은신청자가개발중인제네릭의약품의 QbD 적용에따른의약품개발연구형태와심사부서에서검토하는방법을설명하기위함이다. 본예시는구체적인예시를들기위함이고, 신청인의경험과지식에따라제품에적용하는실험은다양할수있다. 경험과지식은자료제출시전반적으로설명되어야한다. 이예시에서든방법외에도대체적인방법을적용하는것도가능하다 주요요약 대조약 (RLD) 을근거로 Acetriptan 20 mg 정제네릭의약품개발과정을요약하였다. 대조약과동일한제네릭의약품을개발하기위해 QbD 방법을이용하였다. QTPP( 제품의품질목표사항 ) 는주성분의특성과대조약특성에기초를두었고대조약의허가사항과환자수를고려하여선정하였다. CQA ( 주요품질특성 ) 은환자에게미칠수있는위해성 ( 안전성 유효성 ) 을기반으로설정하였다. 본연구개발에서는 CQA가제제조성이나제조공정의변화에따라영향을받을수도있음을고려하였다. 동품목의 CQA는함량, 함량균일성, 용출, 분해산물등이있다. Acetriptan은난용성이고 BCS II에해당한다. 위해평가 (risk assessment) 는위험성이높은제제조성 (high risk formulation) 과공정변수를확인하고품질관리전략을개발하기위해수행되었다. 각위해평가는공정이해도가향상된이후위해성이낮아졌는지에대해알기위해업데이트되었다. 두가지제제조성에대한실험설계 (DoE) 를제안하였다. 첫번째 DoE는 Acetriptan 입자도분포의효과와유당, 미결정셀룰로오스, 크로스카멜로스의양이 CQA에미치는영향을알기위함이고두번째 DoE는탤크, 스테아르산마그네슘의양이 CQA에미치는영향을알기위함이다. In-line NIR(Near infrared spectrophotometric) 방법으로공정중혼합균일성을확인하여이후압착 혼합공정과활택공정의위해성을낮추는데사용되었다. DoE를통해주요공정변수 (CPP) 를확인하였다 - roller압력, roller 간극, 체눈크기 (mill screen orifice size). 표 1. Acetriptan 20 mg 정제네릭의약품개발순서 대조약분석 주성분특성평가 첨가제적합성평가 수행한연구명칭 제조규모 N/A N/A N/A
71 주성분 (Acetriptan) 의입자분포도를결정하기위한모의의약품개발대조약제제조성을가지고직타공정시도실험실규모에서압착공정가능여부시험제제개발연구 #1: 주성분입자도, 미결정셀룰로오스 / 유당비율, 크로스카르멜로스나트륨분량 FDA 공고방법으로용출시험수행자사용출시험방법개발제제개발연구 #2: 탤크및스테아르산마그네슘분량생물학적동등성시험을위해다른입자분포도를가진주성분을가지고제제개발예비생물학적동등성시험을위한용출시험수행예비생물학적동등성시험수행 #1001 압착 혼합및활택공정개발 : 주성분입자도분포등이미치는영향연구실시간 NIR 방법을이용해혼합공정종료시점결정방법개발압착및분쇄공정개발 : roller압력, roller 간극, 분쇄속도, 체눈크기 (mill screen orifice size) 가미치는영향연구최종혼합및활택공정개발 : 스테아르산마그네슘비표면적등이미치는영향연구타정공정개발 : 주타정압, 타정속도, 리본 (ribbon) 상대밀도가미치는영향연구제조규모확대전략연구 ( 실험실규모, 파일럿규모, 실생산규모 ) 실제생물학적동등성시험을위한허가용배치생산 N/A 실험실규모 (1.0 kg) 실험실규모 (1.0 kg) 실험실규모 (1.0 kg) N/A N/A 실험실규모 (1.0 kg) 실험실규모 (1.0 kg) N/A N/A 실험실규모 (5.0 kg) 실험실규모 (5.0 kg) 실험실규모 (5.0 kg) 실험실규모 (5.0 kg) 실험실규모 (5.0 kg) N/A 파일럿규모 (50.0 kg) 1.2. 대조약분석 임상 Acetriptan 20 mg/ 정, 2000 년 FDA 승인, 경증및중증증상경감, 1 일최대용량 40 mg (1 회 1 정씩하루에두번 ), 식이영향없음 약동학 용출 그림 1. 대조약의용출양상 (2.0 w/v % SLS 함유용출액 900 ml, USP 용출시험법 2 법, 75 rpm)
72 1.2.4 물리화학적특성 표 2. 대조약의물리화학적특성 성상 ACE 가음각된흰색의원형정제 제조번호 A6970R 사용기한 2011 년 11 월 함량 (mg) 20 정제중량 (mg) 분할선여부 없음 코팅여부 나정 지름 (mm) 두께 (mm) 부피 (mm 3 ) 경도 (kp) 붕해시간 ( 분 ) 붕해양상 미세입자로빠르게붕해됨 함량 (%) 표시량에대하여 유연물질 1 (%) ND 유연물질 2 (ACE12345) (%) 유연물질 3 (%) ND 유연물질 4 (%) ND 최대미지유연물질 (%) 조성 표 3. 대조약제제조성원료약품, 규격 배합목적 분량 (mg/ 정 ) 분량 (% w/w) Acetriptan, NF 주성분 유당수화물, NF 부형제 미결정셀룰로오스 (MCC), NF 부형제 크로스카르멜로스나트륨 (CCS), NF 붕해제 스테아르산마그네슘, NF * 활택제 탤크, NF 유동화제, 활택제 총정제중량 * 스테아르산마그네슘의양은마그네슘에대하여 EDTA 적정하여추정한다
73 1.3. QTPP(Quality Target Product Profile) 대조약의물리화학적특성과용출및임상 /PK 특성에근거하여 QTPP를정한다. QTPP 목표 설정근거 제형 정제 의약품동등성확보 : 동일한제형 제형설계 분할선이없는속방성의나정 허가사항에따라속방성이어야함. 투여경로 경구 의약품동등성확보 : 동일투여경로 함량 20 mg 의약품동등성확보 : 동일함량 약동학적특성 대조약과생물학적으로동등하도록 T max 2.5 시간이내가되도록속방성이어야한다. 생물학적으로동등빠른효과를나타내야함. 안정성 실온에서 24 개월의사용기한 대조약보다길거나동일한사용기간 물리적특성 확인함량 완제의약품품질특성 함량균일성분해산물잔류용매미생물한도수분 의약품동등성을충족시키기위해동일한공정서규격이거나다른품질기준에적합 ( 확인, 함량, 순도및품질 ) 용기포장 동품목에적합한용기포장목표사용기간과운송중제품상태를유지할수있어야함. 대조약과동일한식이효과 대조약은고지방식이를했을때 AUC 식이에따른효과 와 C max 가 8-12 % 증가함. 식사와 관계없이투여가능함. 대체투여경로 없음 대조약허가사항에없음. 표 5. 제네릭의약품 Acetriptan 20 mg 정의주요품질특성 완제의약품품질특성 목표 CQA 여부 설정근거 성상 환자에적용가능한색상과형태. 정제형태의결함이없어야한다. X 색상, 모양은안전성 유효성과관계없으므로 CQA가아님. 환자가복용가능한형태이어야함. 일반적으로냄새는안전성 유효성과관계가없으나환자의복용에 물리적영향을줄수있음. 그러므로주성분, 냄새불쾌한냄새가없음 X 특성부형제모두냄새가없어야함. 제조공정중유기용매가사용되 지않을것임. 크기 대조약과동일한크기 X 환자가복용가능한크기여야하고식이요법과병행가능한크기여
74 분할선형태 분할선없음 X 마손도 1.0 w/w % 이하 X 확인 주성분이확인됨 O* 함량 표시량에대하여 100 % O 함량균일성 USP 함량균일성시험법에적합 O 30 분 80 % 용출률, 용출액 1.0 w/v % SLS를함유 용출 한 0.1 N HCl 900 ml, O USP 용출시험법제 2 법, 75 rpm ACE % 이하, 분해산물 미지개개유연물질 0.2 % 이하, O 총유연물질 1.0 % 이하 야함. 대조약과비슷한크기로제조됨. 대조약은분할선이없음. 분할선여부는 CQA가아님. 마손도는정제제형시험에있어서일상적으로하는시험임. 1.0 w/w % 이하의마손도는안전성 유효성에영향을주지않으며환자의불만제기를최소화할수있음. 확인시험은안전성 유효성에중요한영향을줌. 이 CQA 항목은품질관리시스템에의해관리될수있으며완제품출하시험에도적용됨. 제제설계와제조공정편차는확인시험에영향을주지않으므로이 CQA는제제설계와제조공정개발에서는고려되지않음. 함량편차는안전성 유효성에영향을주며제조공정편차에영향을받으므로이 CQA는제조공정개발과제품개발시고려되어야함. 함량균일성의편차는안전성 유효성에영향을주므로이 CQA는제조공정개발과제품개발시고려되어야함. 용출시험결과가부적합하면생물학적동등성시험에영향을줌. 제형개발과제조공정편차가용출양상에영향을줌. 이 CQA는제조공정개발과제품개발시고려되어야함. 분해산물은안전성에영향을주며약전기준과 ICH 가이드라인또는대조약품질특성에따라관리되어야함. ACE 12345는주분해산물이며기준규격은대조약의유효기한수준에서설정. 총유연물질규격은대조약분석결과에따르며미지개개유연물질규격은 ICH 가이드라인에따름. 제형개발과제조공정편차가
75 잔류용매 USP option 1 에따름 O 수분 4.0 % 이하 X 미생물한도약전기준에적합 O 분해산물생성에영향을줄수있으므로이 CQA는제조공정개발과제품개발시고려되어야함. 잔류용매는안전성에영향을주지만제조공정중유기용매는사용되지않았으며이제품은 USP <467> option 1에적합. 그러므로제형개발과제조공정개발은이 CQA에영향을주지않음. 일반적으로수분함량은분해산물생성과미생물생육에영향을주므로 CQA로설정되지만이제품의주성분인 Acetriptan은수분에민감하지않으므로안정성에영향을주지않음. 미생물한도와안전성은관련이없지만이제품의경우압착공정 ( 건식과립 ) 이있어미생물발육의위험성이아주낮음. 그러므로이 CQA는제형개발과제조공정개발시자세히논의되지않음. * 제형개발과제조공정편차는 CQA에영향을미치지않지만이후위해평가와의약품개발시논의되지않음. 그러나동 CQA는제품의품질특성이므로그에따른설명은되어야함 용출방법개발과초기생물학적동등성시험 용출방법개발 Acetriptan 의용해도확인 (BCS Class II), 대조약특성분석, 낮은 ph 와가용화제검토 표 6. 각기다른용매에서 Acetriptan의용해도확인 용매 용해도 (mg/ml) Biorelevane FaSSGF 0.12 Biorelevane FaSSGF-V N HCl w/ 0.5 % SLS N HCl w/ 1.0 % SLS N HCl w/ 2.0 % SLS
76 그림 2. 대조약의용출양상 (0.1 N HCl 용액 900 ml 에각기다른 SLS 를첨가하고 USP 제 2 법에따라 75 rpm 에서시험 ) 용출조건 : 1.0 % SLS 를함유한 1 N HCl 용액에서, 75 rpm, 패들법, 37, UV 282 nm 에서측정 초기생물학적동등성시험 제제조성연구에서완제용출에영향을주는가장중요한요인은주성분입자도 (PSD) 로확인됨 PSD의임상적관련성을확인하기위해 6 명을대상으로기초 BE 수행 표 7은최초원료약품분량및조성 원료약품배치특성은 에제시함. 표 7. 최초 BE 연구에 #1001 사용된제네릭의약품 Acetriptan 20 mg 정의제제조성 원료약품 배합목적 조성 mg/ 정 % w/v Acetriptan 주성분 내부과립원료약품 유당수화물, NF 부형제 미결정셀룰로오스 (MCC), NF 부형제 크로스카르멜로스나트륨 (CCS), NF 붕해제 탤크, NF 유동화제, 활택제 외피과립원료약품 스테아르산마그네슘, NF 활택제 탤크, NF 유동화제, 활택제 총질량 PK 결과는그림 3 과표 8 에제시
77 그림 3. 최초 PE 연구 #1001 에서얻은평균 PK 양상 표 8. 최초 PE 연구 #1001 에서얻은약동학적특성 약동학적변수 Lot #2 Lot #3 Lot #4 N/A (d um) (d um) (d um) ( 대조약 ) 완제의약품제조번호 A6971R AUC (ng/ml h) AUC 0-t (ng/ml h) C max (ng/ml) T max (h) t 1/2 (h) 시험약 / 대조약 AUC 비 시험약 / 대조약 AUC 0-t 비 시험약 / 대조약 C max 비 PK 결과는 d 90 30um 또는그보다작은주성분 PSD에서대조약과유사한 AUC와 C max 를보임 Acetriptan 제네릭의약품의용출과 PK간의특성이해를위해, 용출시험조건을 FDA에서제시조건및자체시험조건에따라진행하였고입자도분포에따라 FDA 권장보다자체조건에서수행할때민감도측면에서더욱타당한결과를보임. 그결과는결국대조약과비교했을때, 개발대상제네릭의약품의용출및생물학적동등성결과에영향을주는것은 PSD이며, 입자도분포에근거한용출시험과기초생물학적동등성시험을통해타당한완제의약품조성을확인. 그림 4. Acetriptan 정제의용출양상 ( 대조약및 3 가지제제조성 ) ( 자체시험조건적용 ; 1.0 w/v % SLS 첨가 0.1 N HCl 900 ml, USP 용출시험법제 2 법, 75 rpm)
78 그림 5. Acetriptan 정제의용출양상 ( 대조약및 3 가지제제조성 ) (FDA 제시조건적용 ; 1.0 w/v % SLS 첨가 0.1 N HCl 900 ml, USP 용출시험법제 2 법, 75 rpm) 그림 6 은 1.0 % w/v SLS 첨가용출액조건에서 30 분용출결과를가지고생체내수행결과를예상할 수있도록보여준다. 그림 분용출시 AUC 0-t 비율 (%) 및 C max 비율 (%) 2.1. 완제의약품의특성 원료의약품 물리적특성물리적특성기술 : Acetriptan 3형 성상 : 흰색 ~ 회색을띤결정형산제 입자형태 : 판모양결정 입자도분포 (PSD) : 입자크기는 d um, d um, d um ( 최종완제품제조에사용되는 PSD) 고체상형태 : 3 가지다른결정형존재 (1형, 2형, 3형 ): 각기다른용매및결정화조건에따름, 녹는점과용해도차이발생 3 형이가장안정하고높은녹는점보임 DMF 신청사는 Acetriptan 3형에대한자료보유 (XRPD 및 DSC 결과에관한자체배치분석자료 ) 3 형은가혹시험조건 ( 고온, 다습, UV, 기계적가혹 ) 에서안정함. 완제의약품과원료상태에서고체상형태가유지됨
79 그림 7. 주성분, MCC, 유당및완제의약품의 XRPD 결과 녹는점 : 약 186 (3 형 ) ph 에따른용해도 : 용해도가낮고생리적 ph 에서도일정함 표 9. Acetriptan (3 형 ) 의용해도 용매 용해도 (mg/ml) 0.1 N HCl ph 4.5 완충액 ph 6.7 완충액 흡습성 : Acetriptan 3 형은흡습성이없고취급시별도의습도관리가필요없음 밀도 ( 벌크, 보정, 실제 ) 와흐름성 : 각형태별밀도 : 원료 (0.27 g/cc), 보정 (0.39 g/cc), 실제 (0.55 g/cc) 흐름도 2.95, Hausner 상수는 1.44로흐름성이낮음 원료는응집성이있음 : 원료의특이에너지값은 12 mj/g 화학적특성 pka : 9.2 로약한염기 고체상과액상에서의화학적안정성 가혹시험수행 : 불순물프로파일, 분해경로, 안정성지표확인방법개발을위해수행. 추가로강제적분해를통해발생된불순물생성방지방법을개발하고, 제제조성, 제조공정구상을하였음 일부가혹조건에서약 5 ~ 20 % 분해됨을관찰, 일반가혹조건에서 5 % 분해관찰
80 표 10. Acetriptan (3 형 ) 안정성시험 ( 가혹조건 ) 가혹조건 함량분해산물 (w/w %) (w/w %) RC1 RC2 RC3 RC4 고체상형태 처리하지않음 ND ND ND ND 3 형 포화용액 0.1 N HCl ( 실온, 14 일 ) 96.9 ND ND N/A 0.1 N NaOH ( 실온, 14 일 ) 97.3 ND ND N/A 3 % H 2 O 2 ( 실온, 7 일 ) 86.7 ND ND N/A 정제수 ( 실온, 14 일 ) 96.8 ND ND N/A 광안정성 (ICH Q1B option 1) 90.6 ND ND N/A 열 (60, 24 시간 ) 93.4 ND 5.2 ND 1.5 N/A 고체상형태습도 ( 개봉된용기, 90 % RH, 25, 7 일 ) 99.4 ND ND 변화없음 습도및열 ( 개봉된용기, 90 % RH, 40, 7 일 ) 99.9 ND ND 변화없음 습도및열 ( 개봉된용기, 90 % RH, 60, 7 일 ) 95.9 ND 변화없음 광안정성 (ICH Q1B option 1) 95.5 ND ND 변화없음 건열 (60, 7 일 ) 95.8 ND 4.1 ND 0.9 변화없음 건열 (105, 96 시간 ) 82.5 ND 3.9 ND 13.7 변화없음 기계적가혹시험 ( 분쇄및압착 ) 99.2 ND ND 변화없음 검체는 HPLC로분석 ( 광다이오드검출기장착 ) 분해산물의피크는주성분피크로부터잘분리됨 Acetriptan은건열, UV, 산화조건에서분해가능성있음 생물학적특성 분배계수 : Log P 3.55 (25, ph 6.8) Caco-2 투과도 : 34 x 10-6 cm/s ( 투과도기준물질인 Metoprolol 보다높음 ), 높은투과도 BCS 등급 : class 2 ( 낮은용해도 / 높은투과도 ) 원료의위해평가 원료위해평가는원료의약품의각특성이완제의약품 CQA에미칠수있는영향을평가하기위해수행한다. 위해평가결과와수행된위해평가에대해의약품개발보고서에요약기재한다. 상대적위해성을높음, 중간, 낮음으로순위를정한다. 고위험 ( 추가조사필요 ), 저위험 ( 추가조사불필요 ), 중간위험 ( 현지식수준으로판단하여받아들일수있는정도의위험이나, 추가조사가필요할수도있음 ) 동일한상대적위해성순위시스템을전체의약품개발과정에적용하였다. ( 표 11) 위해평가방법선택한사유, 위해성을확인한요소, 분석및평가에대한타당성에대해규제기관검토자가요청할수있다
81 표 11. 위해평가시스템개요 저위험 전반적으로받아들일수있는위험. 추가조사불필요. 중간위험 받아들일수있는위험. 위해성을줄일수있는추가조사가필요할수도있음. 고위험 받아들일수없는위험. 위해성을줄일수있는추가조사필요. 참고사항 : ICH Q9 품질위해요소관리참고 2 가지주요원칙이적용됨 : 1 품질에대한위해평가는과학적지식과궁극적으로환자보호에기초하며, 2 품질위해관리절차의노력, 정형화, 문서화를통해위해성수준을계산할수있어야한다. 표 12. 주성분원료의약품에대한초기위해평가 원료의약품특성원료의약품고체상입자도 CQA 흡습성용해도수분잔류용매공정화학적형태분포 (PSD) 불순물안정성흐름성 함량 저위험 중간위험 저위험 저위험 저위험 저위험 저위험 고위험 중간위험 함량균일성 저위험 고위험 저위험 저위험 저위험 저위험 저위험 저위험 고위험 용출 고위험 고위험 저위험 고위험 저위험 저위험 저위험 저위험 저위험 분해산물 중간위험 저위험 저위험 저위험 저위험 저위험 저위험 고위험 저위험 표 13. 원료의약품특성에대한초기위해평가 원료의약품특성완제의약품 CQA 함량함량균일성 평가근거 원료의약품고체상형태는함량과함량균일성에영향을미치지않으므로위해성이낮다. 고체상형태 입자도분포 (PSD) 용출분해산물함량함량균일성용출분해산물 원료의약품의각기다른결정다형은용해도가다를수있어용출률에영향을줄수있으므로위해성이높다. Acetriptan 의결정다형은 3 형 으로, 가장안정하고 DMF 신청인이해당결정다형으로신청하였다. 초기제제설계연구에서가혹시험시다른결정형으로의변이가일어나지않았다. 그러므로완제의약품특성중결정다형에대한추가평가는실시되지않았다. 각기다른결정다형의원료의약품은각기다른화학적안정성을지닐수있고분해산물에영향을줄수있으므로위해성이높다. 작은입자도와넓은입자도분포는혼합공정시유동성에반대효과를줄수있다. 극단적인경우유동성이작은경우함량시험부적합이일어날수있으므로위해성이중간이다. 입자도분포는주성분원료의약품흐름성에직접적인영향을주고, 이것은함량균일성에영향을준다. 원료의약품은분쇄과정을거치므로, 이위해성은높다. 주성분원료의약품은 BCS class II이므로 PSD는용출률에영향을줄수있어위해성이높다. DMF 신청인이주성분원료의약품입자도감소에따른효과를연구한결과분쇄과정을거친원료의약품은그렇지않은원료의약품과비교해안정성면에서다르지않았으므로위해성이낮다
82 흡습성 용해도 수분 잔류용매 공정불순물 화학적안정성 흐름성 함량 함량균일성용출분해산물함량함량균일성분해산물 용출 Acetriptan 은흡습성이없으므로위해성이낮다. 용해도는정제의함량, 함량균일성및분해산물에영향을주지않으므로위해성이낮다. Acetriptan 은낮은용해도를보였고 (~ mg/ml) 생체 ph 범위에서비슷한용해도를보였다. 원료의약품의용해도는용출에큰영향을주므로위해성이높다. 대조약과생물학적으로동등해야하므로주성분은 free base 형태로완제의약품에사용되어야한다. 제제설계와제조공정은이위해성을줄이기위해설계되어야한다. 함량 수분은원료의약품품질규격에설정되어있다 (0.3 % 이하 ). 그러므로 함량균일성용출분해산물 함량, 함량균일성및용출에영향을주지않을것으로판단되며, 위해성이낮다. 가혹시험결과원료의약품은수분에민감하지않다. 위해성이낮다. 함량 잔류용매는 USP <467> 에따라원료의약품품질규격에설정되어있다. 함량균일성 ppm 단위로검출되는수준에서는함량, 함량균일성및용출에영향 용출 을주지않을것으로판단되며, 위해성이낮다. 분해산물 잔류용매와원료의약품간또는첨가제간배합부적합성은알려진바가없으므로위해성이낮다. 함량 총유연물질은원료의약품품질규격에설정되어있다 (1.0 % 이하 ). 함량균일성 유연물질기준은 ICH Q3A에따르며이범위안에서는함량, 함량 용출 균일성및용출에영향을주지않을것으로판단되며, 위해성이낮다. 분해산물 첨가제적합성연구에서공정부산물과첨가제사이의부적합성은보이지않았으므로위해성이낮다. 함량 함량균일성 용출 원료의약품은건열, UV 및산화조건에민감하다. 그러므로화학적안정성은완제의약품의함량과분해산물에영향을미칠것으로판단되므로위해성이높다. 정제의함량균일성은분말의흐름성과혼합균일성에영향을받는다. 함량균일성은주성분의화학적안정성과관련이없으므로위해성이낮다. 정제용출률은주성분용해도와입자도분포에영향을받는다. 용출은주성분의화학적안정성과관련이없으므로위해성이낮다. 분해산물위해성이높다. 함량 부분을참조한다. 함량 함량균일성 용출 분해산물 Acetriptan 은흐름성이낮다. 극단적인경우함량시험결과에영향을줄수있으므로위해성이중간이다. Acetriptan 은흐름성이낮다. 극단적인경우함량균일성시험결과에영향을줄수있으므로위해성이높다. 원료의약품의흐릅성은분해산물과용출에영향을주지않으므로위해성이낮다
83 2.1.2 첨가제 Acetriptan 에사용된첨가제는대조약에사용된첨가제, 첨가제호환성연구, 압착공정 (roller compaction, RC) 을사용하는기허가품목의허가사항을기준으로선택 첨가제적합성연구 참고 : 첨가제적합성은완제품품질에서활성이없는물질의역할을이해하는데중요함. 호환성연구에서첨가제는원료의약품과불순물, 첨가제와불순물에대한기계론적이해 (mechanistic understanding), 분해경로, 완제의약품제조공정조건등을기준으로선택되어야함. 적합성연구는과학적으로이해될수있는방법으로수행되어야함. 특정제품의홍보를피하기위해첨가제상용등급 (commercial grade) 은본예시에제공되지않았으나실제보고서에는제시되어야함. 첨가제-원료의약품적합성은고체상태에서의 1:1 첨가제-원료의약품혼합물을 HPLC로분석하여시험한다. 검체는 25, 60 % RH 및 40, 75 % RH에서 1 개월동안개봉된용기및닫힌용기에서보관한다. 호환성연구에서는부형제, 붕해제, 활택제등의기본적인첨가제에대해평가된다. ( 표 14) 표 14. 첨가제적합성 ( 주성분과의혼합물 ) * 혼합물 함량 (w/w %) 분해산물 (w/w %) 유당일수화물 / 주성분 (1 : 1) 99.8 ND 유당무수물 / 주성분 (1 : 1) 99.6 ND 미결정셀룰로오스 (MCC)/ 주성분 (1 : 1) 98.4 ND 인산수소칼슘 / 주성분 (1 : 1) 99.3 ND 만니톨 / 주성분 (1 : 1) ND 전호화전분 / 주성분 (1 : 1) ND 크로스카르멜로스나트륨 (CSS)/ 주성분 (1 : 1) 99.7 ND 크로스포비돈 / 주성분 (1 : 1) 99.3 ND 전분글리콘산나트륨 / 주성분 (1 : 1) 98.8 ND 탤크 / 주성분 (1 : 1) 99.5 ND 스테아르산마그네슘 / 주성분 (1 : 1) 95.1 AD1: 4.4 % * 조건 : 40, 75 % RH, 개봉된용기, 1 개월 분석중주성분의손실또는배합부적합을보인분해물은발견되지않음. 스테아르산마그네슘과의혼합물은보관조건인 40, 75 % RH에영향을받아주성분함량이더낮게나타남. 스테아르산마그네슘-acetriptan 부가생성물 (AD1) 이생성되었기때문으로확인됨. 위와같은작용이완제의약품안정성에영향을주는지알기위해보다더다양한첨가제-원료의약품혼합물로추가실험을함 ( 대조약에사용된첨가제만선택 ). 처음혼합물은모든첨가제를포함하였고, 그다음부터는첨가제를하나씩제거하고실험을진행함. 혼합물은 25, 60 % RH 및 40, 75 % RH에서 1 개월동안개봉된용기및닫힌용기에서보관함. ( 표 15)
84 표 15. 첨가제적합성 ( 상호작용평가 ) * 혼합물 함량 (w/w %) 분해산물 (w/w %) 모든첨가제 99.4 ND 유당수화물을제외한모든첨가제 99.2 ND 미결정셀룰로오스 (MCC) 를제외한모든첨가제 99.8 ND 크로스카르멜로스 (CSS) 를제외한모든첨가제 99.9 ND 탤크를제외한모든첨가제 99.3 ND 스테아르산마그네슘을제외한모든첨가제 99.6 ND * 조건 : 40, 75 % RH, 개봉된용기, 1 개월 주성분과의 2 종혼합물연구에서스테아르산마그네슘와관련된작용을제외하고는배합부적합성을보인첨가제는없었음. 스테아르산마그네슘과주성분원료의약품과의작용을피하기위해외피과립제조에한해사용. 압착공정 (Roller compaction) 에필요한내부과립의활택공정에는탤크를사용. 이후적합성은초기 BE 연구및진행중인안정성연구에서사용된제형의장기안정성자료로확인함. 불순물시험방법 (impurity method) 으로 AD1 측정및정량이가능함. 부가생성물은장기안정성시험에서정량한계미만이었고, 미지불순물에대한규격설정을통해관리가능함 첨가제등급선정 첨가제적합성연구결과를기반으로대조약과동일한첨가제를선택. 등급선정및공급자는제형에대한기존경험과다른기허가제품의첨가제정보를통해실시. ( 표 16) 표 16. 첨가제종류, 등급및공급자일차선정 첨가제 공급자 등급 압착공정기허가사용예 유당수화물 A A01 ANDA , ANDA 미결정셀룰로오스 (MCC) B B02 ANDA , ANDA 크로스카르멜로스 (CSS) C C03 ANDA 탤크 D D04 ANDA 스테아르산마그네슘 E E05 ANDA , ANDA 미결정셀룰로오스 (MCC) 및유당수화물은전체완제의약품조성의 80 % 를차지하며, 유동성 / 타정성이 좋아건조과립제제의부형제로가장흔히사용됨. 입도분포, 입자형태, 종횡비, 벌크밀도및다양한 유동성이완제의약품함량균일성에영향을미침. 그러므로위두가지첨가제에대해서는약전에제시된 입자도이상의규격이추가됨. 유당수화물 d μm, 미결정셀룰로오스 (MCC) d μm. 유당수화물 : 부형제로흔히사용되며, 존재가능한불순물은 melamine과 aldehyde류임. 공급자로부터 melamine이존재하지않는것을확인했으며 TSE/BSE에대한적합성을인증함 ( 성적서 ). 압착공정 (Roller compaction) 에대해기허가품목인 ANDA 과 ANDA 에사용된적이있는 Grade A01 ( 공급자 A) 을선택함. 선택된등급은미결정셀룰로오스 (MCC) 와혼합하여사용되었을때 적절한유동성 / 타정성을보임
85 미결정셀룰로오스 (MCC): 직타법 (Direct compression) 과압착공정 (roller compaction) 에흔히사용되는부형제. 문헌에 MCC는주성분원료의약품과물리적으로결합또는흡착한다고보고된바있지만제제용출연구결과이러한상호작용이발견되지않음. MCC는섬유재질이며연성이있으므로압착시에변형된다고알려져있으며, MCC의모든등급이압착공정에가능한것은아님. 유당수화물과혼합하여사용되었을때적절한유동성 / 타정성을보인기허가품목 ANDA 과 ANDA 에서사용된예를근거로 Grade B02 ( 공급자 B) 를선택함. 크로스카르멜로스나트륨 (CCS): Acetriptan은 BCS II 약물이므로생체이용률을최대로높이기위해신속한붕해가필요. 슈퍼붕해제인 CCS는흡습성이있음. 물에접촉시원래부피의 4-8배까지빠르게팽창하며 Grade C03 ( 공급자 C) 이선택됨. 탤크 : 탤크는변성미네랄이며유동화제 / 활택제로사용됨. 내부과립제조용탤크는압착공정에서기기에달라붙는것을방지하며, 외부과립제조용탤크는스테아르산마그네슘-acetriptan 상호작용을고려하여윤활제로서의스테아르산마그네슘의양을줄일수있도록첨가함. Grade D04 ( 공급자 D) 가선택됨. 스테아르산마그네슘 : 정제에가장흔히사용되는활택제로, Acetriptan과반응하여부가생성물이생기므로외부과립제조용으로만사용됨. 식물유래물질이며 Grade E05 ( 공급자 E) 가선택됨. 2.2 완제의약품 제형개발 제형설계변동에대한초기위해요소평가 참고 : 상세제조공정이설정되지않았으므로변경된각제형설계에대한제조공정이설립된다는가정하에위해요소가평가됨. 표 17은제형설계변동에대한초기위해요소평가결과이며, 표 18은평가근거를제시함. 표 17. 제형설계변동에따른초기위해평가 원료의약품 CQA 제형설계변동 입자도분포 (PSD) MCC/ 유당비율 CCS 분량탤크분량스테아르산마그네슘분량 함량 중간위험 중간위험 저위험 저위험 저위험 함량균일성 고위험 고위험 저위험 저위험 저위험 용출 고위험 중간위험 고위험 저위험 고위험 분해산물 저위험 저위험 저위험 저위험 중간위험 표 18. 제형설계변동에따른초기위해평가근거 원료의약품특성 고체상형태 완제의약품 CQA 함량 함량균일성용출분해산물 표 13 참조. 평가근거
86 MCC/ 유당비율 CCS 분량 탤크분량 스테아르산마그네슘분량 함량 함량균일성 용출 분해산물 함량함량균일성 용출 분해산물 함량함량균일성 용출 MCC/ 유당비율은혼합물흐름성에영향을줄수있으므로함량균일성에영향을줄수있어위험성이높다. 함량균일성부적합인경우함량시험도부적합일수있으므로위험성이중간이다. MCC/ 유당비율은정제경도에영향을줄수있어용출에도영향을줄수있다. 그러나타정공정중경도는관리되므로위험성이중간이다. MCC 와유당은주성분과배합적합성이있으므로분해산물에영향을주지않아위험성이낮다. 사용되는 CCS 분량이적어흐름성에영향을적게미치므로함량및함량균일성에영향이적으므로위험성이낮다. CCS 분량은붕해시간에영향을줄수있고, 이것은용출에영향을줄수있다. 주성분이 BCS class II 이므로붕해가빠르게되어야하므로위험성이높다. CCS 는주성분과배합적합성이있고분해산물에영향을주지않아위험성이낮다. 일반적으로탤크는혼합물흐름성을높인다. 탤크분량이적으므로함량과함량균일성에미치는영향이적어위험성이낮다. 스테아르산마그네슘과비교하여탤크는붕해와용출에미치는영향이적다. 제형설계시사용되는탤크분량이적어용출이미치는영향이적으므로위험성이낮다. 분해산물 탤크는주성분과배합적합성이있으므로분해산물에미치는영향이적어위험성이낮다. 함량 스테아르산마그네슘이사용되는양이적어흐름성에영향을적게미 함량균일성 치므로함량과함량균일성에미치는영향이적어위험성이낮다. 용출 활택이과하게되는경우용출이지연되므로위험성이높다. 분해산물 주성분과 1 : 1 로혼합하여배합적합성평가결과, 주성분과부가생성물을형성하지만적은분량이사용 (1 : 10) 되므로위험성이중간이다 제품개발을위한원료의약품입자도선정 일반적으로, 결정형이접시모양의, μm 수준의입경을갖는원료의약품은입자가클수록유동성이좋기때문에제조가능성이높아짐. 반면 acetriptan 같은 BCS class II 화합물은입자도가클수록용출률이감소되고생체내작용에부정적영향을줄수있음. 적절한원료의약품입자도분포를알기위해 in silico 모의실험을진행함. ( 원료의약품평균입경 (d 50 ) 에서시험제품과대조약사이의 C max 와 AUC 비율에미치는영향을확인. W. Huang, S. Lee and L. X. Yu, Mechanistic Approaches to Pretending Oral Drug Absorption. The AAPS Journal, 2009, 11(2): ) 선택된기준은 C max 와 AUC 비율이 0.9 ~ 1.11 범위로나타나는입경의평균. 그림 9는 1 ~ 200 μm 범위의 d 50 에대한모의실험결과. 30 μm 이하의 d 50 이적합했고, 대조약과비교하였을때 PK 양상에최소의영향을줌
87 그림 9. 주성분과대조약의입자도분포에따른모의 PK 양상 모의실험결과를바탕으로 4 개의다른입자도분포를가진원료의약품배치가제형개발을위해선정됨. 최종목표는제품화를위한최종원료의약품입자도를결정하기위해초기 PK 연구에제형들을사용하는것. 원료의약품각배치의물리적 / 유동성상태를평가함 ( 표 19). d 90 값은원료의약품입자도분포를설명하기위해사용됨. Acetriptan d 90 10, 20, 30, 45 μm는각각 d 50 6, 12, 24, 39 μm에대응함. 표 19. 제형개발을위해사용된원료의약품배치 물리적성질 데이터해석 Lot #1 Lot #2 Lot #3 Lot #4 d 90 (um) d 50 (um) d 10 (um) 벌크밀도 (g/cc) 탭밀도 (g/cc) 유동기능상수 (flow function coefficient, ffc) 6 ffc < 3.5 poor flow 3.5 < ffc < 5.0 marginal flow 5.0 < ffc < 8.0 good flow ffc > 8.0 excellent flow 타정지표 (compressibility index) (%) 7 < 15 good flow Hausner 비 7 < 1.25 fair flow powder rheometer 를가지고측정한특정에너지 (mj/g) 8 5 < SE < 10 moderate cohesion SE > 10 high cohesion M. P. Mullarney and N. Leyva, Modeling Pharmaceutical Powder-Flow Performance Using Particle-Size Distribution Data, Pharmaceutical Technology, 2009, 33(3): USP <1174> Powder Flow 참조 8 공급자가이드라인에따름
88 공정선정 d 90 이 μm 범위일때 acetriptan은유동성이떨어짐. 유동성이떨어지는제품은혼합물내원료의약품이균일하지않는등정제무게나함량의편차가커질수있음. Acetriptan은유동성이떨어지므로고함량제제는개발이불가능하고, 대조약과비슷한함량 (10 %) 으로결정. 초기에는직타법사용. 혼합균일성상대표준편차는 6 % 이상이었고, 정제함량균일성상대표준편차는그이상이었음. 본제형에직타법은적절하지않은것으로판단. 습식과립법은강제분해연구 (forced degradation study) 결과원료의약품이높은온도에의해녹을수있어제외함. 환경을고려하여유기용매를사용한습식과립법또한제외. Roller compaction을이용한건식과립법은분말형태의원료의약품과부형제가고압에서리본모양을형성하며뭉쳐진후타정전과립이되어주성분입자의분리를최소화할수있음. 과립의크기분포나유동성을조절하여정제함량균일성을높일수있음. 이후완제의약품개발에 roller compaction을이용한건식과립법을선택 제형개발연구 #1 참고 : 단일변수분석법 (univariate method) 은변수들사이에상호작용이없을경우가능하나미리예측하지못하므로다변량통계디자인 (multivariate statistical design, DOE) 이주로사용되며결과는시중의통계프로그램으로평가함. Screening DOE로초기위해요소평가시확인된광범위한인자들을중요한인자몇가지로추린후 characterization DOE로주요인자사이의상호작용및주영향을분석. 2-level factorial DOE에중심점이포함된경우곡률이유의한지확인가능. Adjusted model에서는회귀모델에서곡률을분리한후결과를분석함. 곡률이유의한경우 2 차항을계산하기위해 response surface DOE가보충되어야함. 곡률이유의하지않은경우 adjusted model과 unadjusted model이유사할것으로예상됨. 마지막으로, verification DOE는통상적인제조공정에서부딪힐수있는주요인자에변화를주면서전체시스템의완건성 (robustness) 을확인할수있음. Randomization, blocking, 그리고 replication은통계실험디자인에있어세가지기본원칙. Randomizing 을함으로써조절할수없는인자에의한영향을평균화할수있음. 서로비슷한그룹 (block) 으로실험 unit을배열하는 blocking은상관없는변수를줄여연구결과의정확도를높임. Replication은순수실험오차를측정하여분석결과가실제로통계적으로유의한지를확인. 본예시에서는각 DOE의 ANOVA 결과를포함하지않았음. 실제로는모든 DOE data에 ANOVA 결과가필요함. 어느실험디자인이나결과가의미있어야하며, signal to noise ratio를계산하여판단할수있음. DOE documentation 수준에도움이필요하다면 ICH Points to Consider를참조할것. (ICH Quality Implementation Working Group Points to Consider (R2). December 6, 2011) 제형개발은표 17에서보인배합변수에대한위해요소를평가하는데집중함. 첫번째제형연구에서는원료의약품입자도분포, MCC/ 유당비율, 완제의약품 CQA에의붕해제의영향을평가. 두번째연구에서는제형중외피과립의스테아르산마그네슘과탤크가제품의품질이나제조가능성에미치는영향을연구. 제형개발연구는실험실제조규모로진행됨 (1.0 kg, 5000 units). 표 20 에자세한기기및과정이설명되어있음
89 표 20. 제형개발연구에사용된제조장비및공정변수 공정단계전-압착혼합공정및활택공정압착공정및분쇄공정최종혼합및활택공정타정공정 제조장비 4 qt V-blender o 250 revolutions for blending (10 min at 25 rpm) Alexanderwerk WP120 with 25 mm roller width and 120 mm roller diameter o Roller surface: Knurled o Roller pressure: 50 bar o Roller gap: 2 mm o Roller speed: 8 rpm o Mill speed: 60 rpm o Coarse screen orifice size: 2.0 mm o Mill screen orifice size: 1.0 mm 4 qt V-blender o 100 revolutions for granule and talc blending (4 min at 25 rpm) o 75 revolutions for lubrication (3 min at 25 rpm) 16-station rotary press (2 stations used) o 8 mm standard round concave tools o Press speed: 20 rpm o Compression force: 5-15 kn o Pre-compression force: 1 kn 제형개발연구 #1은 MCC/ 유당비율과붕해제를정하고, 그변수들이원료의약품입자도분포에영향을주는지알아보는것이목표임. 붕해제 ( 크로스카르멜로스나트륨 ) 는내피과립으로첨가되었고 1 ~ 5 % 범위내에서연구됨. 이범위는의약품첨가제집 (RC Rowe, PJ Sheskey, ME Quinn. Handbook of Pharmaceutical Excipients, 6 th Edition. Grayslake, IL: RPS Publishing, 2009) 에서권고한범위이며대조약제형과비슷한수준. MCC/ 유당비율은기존압착공정을이용하여허가된기허가품목 (ANDA , ANDA ) 을참고하여선택. 제네릭의약품의함량은대조약표시량, 함량, 정제무게를기준으로 10 % 로고정하고, 내피과립및외피과립용탤크는 2.5 % 로고정. 외피과립용스테아르산마그네슘은 1 % 로고정. 탤크와스테아르산마그네슘은의약품첨가제집에서권고한내용에적합하며대조약제형과비슷한수준. 부형제를사용하여목표정제무게 (200.0 mg) 를맞춤. 표 21에서연구된변수및결과를요약. 표에서보다더다양한압력으로타정해 compression profile을얻었고, 이를이용해붕해 / 용출시험에적합한정제를만듦. 표 21. 내부과립용부형제와주성분입자도연구를위한 23 full factorial DoE 인자 : 제형변화 수준 A 주성분입자도 (PSD) (d 90, um) B 붕해제 (%) C MCC/ 유당혼합물에서 MCC 비율 (%)
90 반응 (Responses) 목표 (Goal) 허용가능범위 (Acceptable Ranges) Y 1 30 분용출률 (%) ( 경도 12.0 kp 일때 ) 최대화 80 % Y 2 붕해시간 ( 분 ) ( 경도 12.0 kp 일때 ) 최소화 < 5 분 Y 3 정제함량균일성 (% RSD) % RSD 최소화 < 5 % Y 4 함량 (w/w %) 100 w/w % 목표 95.0 ~ w/w % Y 5 혼합물유동함수계수 (ffc) 최대화 > 6 Y 6 5 kn (kp) 최대화 > 5.0 kp Y 7 10 kn (kp) 최대화 > 9.0 kp Y 8 15 kn (kp) 최대화 > 12.0 kp Y 9 5 kn (%) 최소화 < 1.0 % Y kn (%) 최소화 < 1.0 % Y kn (%) 최소화 < 1.0 % Y 12 분해산물 (%) (3 개월관찰, 40, 75 % RH) 최소화 ACE12345: 0.5 % 이하미지개개유연물질 : 0.2 % 이하총유연물질 1.0 % 이하 경도 12.0 kp ( kp 범위 ) 갖는정제의용해도를연구한결과더높은경도에서는용출에문제가있을것으로사료됨. Roller compaction 과정전의분말혼합물 (Y 6 ) 의유동함수계수 (flow function coefficient, ffc) 는 ring shear tester를이용하여측정. 분말의상대적유동성은아래와같이측정됨. ffc < 3.5 poor 3.5 < ffc < 5.0 marginal 5.0 < ffc < 8.0 good 8.0 < ffc excellent 표 22는용해 (Y 1 ), 함량균일성 (Y 3 ), 분말혼합물유동함수계수 (Y 5 ), 10 kn으로타정했을때정제경도 (Y 7 ) 에대한실험결과. 표 22. 내부과립부형제및주성분입자도연구결과 배치번호 A: 주성분입자도 PSD (d 90, um) 인자 : 제형변화 B: 붕해제수준 (%) C: MCC/ 유당혼합물에서 MCC 비율 (%) Y 1 : 30 분용출률 (%) 반응 (Responses) Y 3 : 함량균일성 (% RSD) Y 5 : ffc 값 Y 7 : 10 kn (kp)
91 정제용출률의중요인자 30 분 ) 초기에는 FDA 방법으로용출시험실시. 모든 batch에서신속하고대조약과유사한용출양상 (30 분내 > 90 % 용출 ) 을보임. 이후자사방법으로재시험 (1.4 항목참조 ) 한결과를표 22에정리. DoE에중심점이포함되어있었으므로 adjusted model을이용하여곡률영향의유의성을확인함. 표 23에 ANOVA 결과정리. 표 23. 곡률효과를위한 adjusted model 에대한 ANOVA 결과 출처 Square 합 df* 평균 square 값 F 값 p 값 comments Model < Significant A- 주성분입자도 PSD (d 90, um) < B- 붕해제수준 (%) AB- 상호작용 Significant Curvature Not Significant Residual Lack of Fit Significant Pure Error Total * df: 자유도 표 23에서처럼, 곡률영향은용출에중요인자로작용하지않으므로모든결과에 factorial model 계수가맞음 ( 중심점포함 ) Half-normal plot ( 그림 10) 과 unadjusted model의 ANOVA 결과 ( 표 24) 에서처럼정제용출에중요한인자로작용하는것은 A( 원료의약품입자도분포 ), B( 붕해제함량 ), AB (A, B의상호작용 ) 세가지임. 표 24. Unadjusted model 에대한 ANOVA 결과 출처 Square 합 df 평균 square 값 F 값 p 값 comments Model < Significant A- 주성분입자도 PSD (d 90, um) < B- 붕해제수준 (%) AB- 상호작용 Significant Residual Lack of Fit Not Significant Pure Error Total
 정제붕해시간의중요인자 붕해제함량이유일하게정제붕해도에대한통계적으로유의한인자. 모든배치가 4 분내신속하게 붕해됨. 정제함량의중요인자 모든배치에서적절한결과 (98.3 101.2 %) 를보였으며기준규격 (95.0 105.0 % w/w) 에적합하 였고, 중요한영향을끼치는인자는없었음. - 93 -")
92 그림 분간용출률에있어제제변동효과에대한 half-normal plot ( 정제경도 12.0 kp) 그림 11 은원료의약품입자도분포와붕해제함량이 30 분간용출률에어떤영향을주는지보여줌. 원료 의약품입자도분포가커질수록용출률은감소하고, 붕해제가많아질수록용해도가증가함. 원료의약품 입자도분포가클수록붕해제함량이용해도에큰역할을줌. 그림 11. 원료의약품입자도분포붕해제함량이 30 분간용출률에미치는영향 ( 정제경도 12.0 kp) 정제붕해시간의중요인자 붕해제함량이유일하게정제붕해도에대한통계적으로유의한인자. 모든배치가 4 분내신속하게 붕해됨. 정제함량의중요인자 모든배치에서적절한결과 ( %) 를보였으며기준규격 ( % w/w) 에적합하 였고, 중요한영향을끼치는인자는없었음

93 정제함량균일성 (% RSD) 의중요인자 함량균일성에곡률영향은중요한인자가아닌것으로분석됨. Half-normal plot ( 그림 12) 에서보이듯정제함량균일성에영향을끼치는중요인자는 A ( 원료의약품입자도분포 ) 와 C (MCC/ 유당혼합물에서 % MCC 비율 ) 두가지임. 그림 12. 정제함량균일성 (% RSD) 에영향을주는인자들에대한 half-normal plot 그림 13 은원료의약품입자도분포 MCC/ 유당혼합물에서 MCC % 가정제함량균일성에미치는영향 을보여줌. 입자도분포가커질수록함량균일성은감소하는반면, MCC % 가증가할수록함량균일성도 증가. 후자의원인은섬유형입자인 MCC 는구형입자인유당만큼유동성이좋지않아서일것으로추측됨. 그림 13. 원료의약품입자도분포 MCC/ 유당혼합물에서 MCC % 가정제함량균일성에미치는영향 분말혼합물유동성의중요인자 전-압착공정 (Pre-roller compaction) 과활택공정에서의분말혼합물의유동성 (ffc) 은 ring shear tester 를사용하여측정. 그림 14에보이듯분말혼합물의유동성에영향을미치는인자는 A ( 원료의약품입자도분포 ) 와 C (MCC/ 유당혼합물에서 % MCC) 두가지이며두인자의영향은그림 15에나타남. 분말혼합물의유동성은원료의약품의입자도분포가커질수록증가하며, MCC % 가감소할수록증가함
 임을보여줌. 결과에는나와있지않지만 5 kn, 15 kn으로타정되어도비슷한양상임. 그림 17에서는 MCC % 가높아질수록정제경도도증가하는것을보임. 그림 16.")
94 그림 14. 분말혼합물의유동성 (ffc) 에영향을주는인자들에대한 half-normal plot 그림 15. 주성분입자도분포 MCC/ 유당혼합물에서 MCC % 가분말혼합물의유동성 (ffc) 에미치는영향 정제경도의중요인자 DOE의각 batch에서 5, 10, 15 kn의힘으로타정됨. 그림 16은 10 kn으로타정하였을때정제경도에영향미치는유일한인자는 C (MCC/ 유당혼합물에서 % MCC) 임을보여줌. 결과에는나와있지않지만 5 kn, 15 kn으로타정되어도비슷한양상임. 그림 17에서는 MCC % 가높아질수록정제경도도증가하는것을보임. 그림 16. 타정압 10 kn 에서정제경도에영향을주는인자들에대한 half-normal plot
 의중요인자 모든배치는 40, 75 % RH의개봉된용기에서 3 개월동안안정성챔버에둔후순차적으로분석. 분해물 ACE 12345, 미지개개불순물그리고총불순물은각각 0.5, 0.2, 1.0 % 로적합하였음. 분해산물에유의적으로영향을미친배합변수는없었음.")
95 그림 17. MCC/ 유당혼합물에서 MCC % 가타정압 10 kn 에서의정제경도에미치는영향 정제마손도 (friability) 의중요인자 5, 10, 15 kn 으로타정된모든정제는적절한마손도 ( 경도 kp 의정제에서의무게손실 < 0.2 %) 를보였으며, 연구된세가지의배합변수는마손도에통계적으로유의성있는영향을나타내지못함. 정제안정성 ( 분해산물 ) 의중요인자 모든배치는 40, 75 % RH의개봉된용기에서 3 개월동안안정성챔버에둔후순차적으로분석. 분해물 ACE 12345, 미지개개불순물그리고총불순물은각각 0.5, 0.2, 1.0 % 로적합하였음. 분해산물에유의적으로영향을미친배합변수는없었음. 제형개발연구 #1 요약 Acetriptan 입자도분포는정제용출, 함량균일성, 분말혼합물유동성에영향을주는중요인자로작용. 작은입자도에서는용출률이향상되지만정제함량균일성과혼합물유동성에부정적영향을미침. 내부과립에서붕해제함량은원료의약품입자도분포상호작용하여정제용출률에영향을줌. 원료의약품입자크기가클수록용해도에대한붕해제의영향이커짐. MCC/ 유당조합의 MCC % 는분말혼합물유동성, 정제함량균일성, 정제경도에영향을주는인자임. MCC % 가높아질수록정제경도는높아지지만혼합물유동성과함량균일성이감소함. 유동성과경도의균형을맞추기위하여 50 % MCC (MCC : 유당 = 1 : 1 비율 ) 를잠정적으로선택. 연구된모든반응에곡률영향이없는것으로나타났기때문에 full factorial DOE를사용하였으며내부과립의첨가제를최적화시키는추가연구가불필요하였음. 배합변수의적절한범위를정하기위해 DoE 모델이사용됨. 그림 18은모든반응의 overlay plot을보여줌. 그림 18. Overlay plot - Acetriptan 제제변화에따른반응효과
96 원료의약품입자도분포를최대화하고용출시험결과가부적합할수도있는 green zone의경계에서작업하는것을피하기위해 5 % CCS가선택됨. 이함량의붕해제로가능한원료의약품 d 90 은 μm. 14 μm 미만의 d 90 은유동성이좋지않아함량균일성이부적합하였음. 원료의약품입자도분포가 in vivo 기능에어떠한영향을주는지보고생물학적동등성을보이는최대입자크기를확인하고자 d 90 20, 30, 45 μm (= d 50 12, 24, 39 μm) 의원료의약품이초기 BE 연구에사용됨 (1.4 항목참조 ). 제형개발연구 #1의결론으로서표 25와같이내부과립의첨가제함량이잠정적으로결정되었음. 외피과립유동화제 / 윤활제는제형개발연구 #2에서연구됨. 표 25. Acetriptan 20 mg 제네릭의약품제제조성 ( 잠정 ) 원료약품 배합목적 조성 mg/ 정 % w/v Acetriptan 주성분 내부과립원료약품 유당수화물, NF 부형제 미결정셀룰로오스 (MCC), NF 부형제 크로스카르멜로스나트륨 (CCS), NF 붕해제 탤크, NF 유동화제, 활택제 외피과립원료약품 스테아르산마그네슘, NF 활택제 * 탤크, NF 유동화제, 활택제 * 총질량 * 제형개발연구 #2에서연구 제형개발연구 #2 제형개발연구 #1을통해내부과립첨가제함량이잠정적으로정해졌지만, 스테아르산마그네슘은 acetriptan과부가생성물을형성함 ( 항목참조 ). 본연구의목표는외피과립에서스테아르산마그네슘의최소함량을결정하고탤크를증량하여스테아르산마그네슘을감량할수있는지평가하는것. 제형개발연구 #1에서정해진외피과립에서의스테아르산마그네슘의함량은 1.0 % 이었으며, 의약품집 (Handbook of Pharmaceuticals) 에서권고하는최소함량은 0.25 % 이므로 0.3 ~ 0.9 % 범위의스테아르산마그네슘을연구함. 두성분혼합물의 DoE를통해총외피과립유동화제 / 윤활제함량이 3.5 % 를유지하도록탤크함량을조절함. 표 26에서연구된혼합물구성성분과반응을요약함. 표 26. 외피과립용스테아르산마그네슘과탤크에대한 DoE 인자 : 제형변화 수준 A 스테아르산마그네슘 (%) B 탤크 (%)
97 반응 (Responses) 목표 (Goal) 허용가능범위 (Acceptable Ranges) Y 1 정제성상 성상결함최소화 매끈한표면의윤이나는성상, 옆면에흠이없음. Y 2 정제 picking 및표면에윤이나며 picking 및정제타정기형태 sticking 최소화 sticking 흔적이없음. Y 3 타정압 10 kn에서의정제배출력 최소화 < 150 N Y 4 정제경도 ( 타정압 10 kn) 최대화 > 9.0 kp Y 5 30 분간용출률 (%) ( 정제경도 12.0 kp) 최대화 80.0 % Y 6 정제함량균일성 (% RSD) 최소화 % RSD < 5 % 표 20에정리된압착공정 (roller compaction) 조건을통해표 25의조성대로 5.0 kg 과립 batch를생산. 이후 6 개로나누어표 27의다양한함량으로스테아르산마그네슘과탤크를첨가함. 최종혼합물은 10 kn 으로타정하였으며정제성상 (Y 1 ), 타정기형태 (Y 2 ), 정제배출력 (Y 3 ), 정제경도 (Y 4 ) 가표 27에정리되어있음. 표 27. 두가지혼합물 DoE 실험결과 제조번호 혼합물조성반응 (Responses) 스테아르산외부과립용정제 10 kn에서타정기성상마그네슘 (w/w %) 탤크 (w/w %) 성상 * 배출력 (N) 10 kn에서정제경도 ( kp) 부적합 punch와 die에 부적합 sticking이육안으로보이는상태 적합 표면에윤이나며 적합 picking 및 sticking 적합 130 흔적이없음 적합 100 * 부적합 : 성상부적합, 정제표면이고르지않고옆면에줄무늬가있음. 적합 : 윤이나며표면이매끈하고 옆면에줄무늬가없음. 정제 / 타정기성상 0.3 % 스테아르산마그네슘에의해 picking( 정제표면이일어나는현상 ), sticking, 옆면줄무늬형성등의타정관련문제들이나타남. 반면에 0.6 % 이상의스테아르산마그네슘을사용했을때정제형태가적절했고 sticking이나타정기에붙는현상이일어나지않음. 배출력 표 28에서 ANOVA를통해 linear mixture components와 2 차항 (quadratic term) 이유의한결과를나타냄을보임. 그림 19는혼합물구성성분이배출력에미치는영향을나타냄
98 표 28. Quadratic mixture model에대한 ANOVA 결과 출처 Square 합 df 평균 square 값 F 값 p 값 comments Model < Significant Linear mixture < AB Significant Pure Error Total 그림 19. 외부과립용스테아르산마그네슘과탤크사용량이정제배출력에미치는영향 0.3 % 스테아르산마그네슘에서유의하게높은배출력을나타냄. 스테아르산마그네슘함량이증가할수록 배출력이감소하나 % 함량내에서는무시할만함. 정제경도 그림 20 은혼합물구성성분이정제경도에미치는영향을보임. 10 kn 의고정된타정압에서스테아르산 마그네슘이증가할수록정제경도는감소함. 그림 19. 외부과립용스테아르산마그네슘과탤크사용량이 10 kn 타정압에서정제경도에미치는영향 용출및함량균일성 12.0 kp 경도를포함한모든정제에서적절한용출률을보임 (30 분간 > 85 %). 함량균일성은모든배치에서 RSD 3 % 이하로나와문제되지않음. 연구된범위내에서스테아르산마그네슘이나탤크모두정제용출이나함량균일성에큰영향을미치지않음
99 제형개발연구 #2 요약 외피과립용스테아르산마그네슘과탤크함량은각각 0.6 % 와 2.9 % 로정함 제형개발결론 제형개발연구 #1 및 #2를토대로제형조성이최종결정됨. MCC/ 유당비율과붕해제함량은 #1에서결정되었으며, #2에서는스테아르산마그네슘을최소함량으로하여 picking과 sticking을예방할수있음을확인하여탤크와함께사용하여함량을줄임. 제네릭의약품 Acetriptan 20 mg 정제의최종제형은표 29에나타냄. 표 25. Acetriptan 20 mg 제네릭의약품제제조성12 원료약품 배합목적 조성 mg/ 정 % w/v Acetriptan 주성분 내부과립원료약품 유당수화물, NF 부형제 미결정셀룰로오스 (MCC), NF 부형제 크로스카르멜로스나트륨 (CCS), NF 붕해제 탤크, NF 유동화제, 활택제 외피과립원료약품 스테아르산마그네슘, NF 활택제 탤크, NF 유동화제, 활택제 총질량 대조약에서사용되는첨가제들이모두나타남 배합변수의추가위험요소평가 고위험배합변수허용범위는품질관리전략에서설명함. 제형개발연구결과에따라배합변수위해요소는표 30으로업데이트되었고그타당성은표 31에나타냄. 표 30. 업데이트된배합변수위해평가 원료의약품 제형설계변동 CQA 입자도분포 (PSD) MCC/ 유당비율 CCS 분량 스테아르산마그네슘분량 함량 저위험 저위험 * 저위험 * 저위험 * 함량균일성 저위험 저위험 저위험 * 저위험 * 용출 저위험 저위험 저위험 저위험 분해산물 저위험 * 저위험 * 저위험 * 저위험 * 위해성은초기위해평가보다낮아지지않음
100 표 31. 제형설계변동에따른초기위해평가근거 원료의약품특성완제의약품 CQA 평가근거 함량모든정제가함량적합. 위해성은중간위험에서저위험으로낮아짐. 주성분입자도분포 MCC/ 유당비율 CCS 분량 스테아르산마그네슘분량 함량균일성용출함량균일성용출용출용출분해산물 주성분의낮은흐름성은압착공정과낮은의약품로딩량및흐름성이좋은부형제를이용하여개선하였고위해성은고위험에서저위험으로낮아짐. 이위해요소는주성분입자도를관리하고내부과립의슈퍼붕해제를최적화함으로써고위험에서저위험으로낮아졌다. 이위해요소는 MCC/ 유당비율최적화와압착공정을이용하여고위험에서저위험으로낮아졌다. 이위해성은넓은정제경도범위 ( kp) 에서의마손도를가지고결정한부형제비율을선택하여중간위험에서저위험으로낮아졌다. 이경도범위에서의정제는용출적합이었다. (30 분간 > 85 %) 모든정제는빠른붕해시간을보였다. 이위해요소는고위험에서저위험으로낮아졌다. 이위해요소는외피과립에서의스테아르산마그네슘분량을최적화하여고위험에서저위험으로낮아졌다. 이위해요소는외피과립에서탤크를사용하여스테아르산마그네슘분량을최소화하여중간위험에서저위험으로낮아졌다. 이후안정성평가에서이제품은안정하였다 과다투입량 Acetriptan 제네릭의약품 20 mg 정조성에과다투입량없음 물리화학적및생물학적특성 용출시험분석법개발에대한논의및초기 BE 연구결과와관련하여항목 1.4 참조. 2.3 제조공정개발 참고 : 제네릭의약품을개발하는공정은다양하며본예시는그중한가지. QbD를통해주요물질특성 (CMA; critical material attributes) 과제조단계별주요공정변수 (CPP; critical process parameters) 를확인할수있음. 기존문헌을참고하거나실제실험을하여확인가능. Pre-roller compaction 혼합및활택공정의개발은물질특성이다양할때실험을통해 CPP를정하는예시라고할수있음. QbD는제조규모확대시생길수있는실패를방지하려함. 아래설명된다변량실험은 CPP와 CMA의허용범위를정하는과정임. 공정이해도를높이기위한과정은아래와같음.. 공정성능에영향을미칠수있는모든물질특성및공정변수들을식별. 위해평가및과학적지식을통해잠재적고위험특성 / 변수를식별. 식별된잠재적고위험특성 / 변수의함량수준또는범위결정

101 . 필요시 DOE를이용해실험을설계하고실행. 실험결과를분석하여물질특성또는공정변수가중요한지판단 : 물질특성이나공정변수에변화가생겨의약품품질에미치는영향이크다면중요. 품질관리전략개발 공정선정 에서논의되었다시피완제의약품분해산물생성을피하기위한적절한과립공정으로 roller compaction이선정되었고그에맞는장비도결정됨. 그림 21은 Acetriptan 제네릭의약품 20 mg 정제를제조하기위한최종공정지도를보여줌. 각과정은순차적으로표시했으며, 중간 / 최종산물의품질에영향을미칠수있는물질특성과공정변수도나타냄. 앞단계의투입물질의특성과공정변수가다음단계의생성물품질에영향을미치며결국최종생산물에영향을미치게됨. 공정개발과정에서위해요소를평가하는데에아래지도가사용됨. 제조공정개발연구는 5.0 kg 실험실규모 (25000 units) 로진행됨. 그림 21. Acetriptan 제네릭의약품 20 mg 정제제조공정지도 완제의약품제조공정의초기위해요소평가 완제의약품의 CQA에영향을줄수있는고위험과정을식별하기위해완제의약품제조공정의위해요소평가가수행됨. 정해진변수는제조공정을더잘이해하기위해추가로연구되었고, 실패배치를만들지않기위해품질관리전략을개발함. 공정변수를식별하는과정은그림 22에자세히나와있고, 각공정위해요소평가에적용됨
102 그림 22. 공정변수식별과정 전체제조공정의초기위해요소평가는표 32 에나와있고, 그타당성은표 33 에정리되어있음. 표 32. 제조공정초기위해평가 완제의약품 CQA 전 - 압착혼합및활택공정 압착공정 공정단계 분쇄공정 최종혼합및활택공정 타정공정 함량중간위험저위험중간위험저위험중간위험 함량균일성고위험고위험고위험저위험고위험 용출중간위험고위험중간위험고위험고위험 분해산물저위험저위험저위험저위험저위험 표 33. 제조공정초기위해평가근거 공정단계완제의약품 CQA 평가근거 전 - 압착혼합및활택공정 압착공정 함량 함량균일성 용출 전 - 압착혼합공정과활택공정은혼합물의유동성편차를크게할수있으므로중간위험이다. 주성분입자도와부착성은흐름성에부정적인영향을주므로함량균일성에영향을줄수있어고위험이다. 혼합공정에서의편차는혼합물의 CCS 분포에영향을주어과립의붕해도에영향을주므로용출에도영향을줄수있으므로중간위험이다. 분해산물혼합공정편차는분해산물생성과는관련이없으므로저위험이다. 함량 함량균일성 용출 분해산물 압착공정은흐름성을높이고주성분분리를막아주어함량균일성을높이므로저위험이다. 압착공정에서생성된리본의밀도편차는분쇄된과립의입자도분포에영향을주므로흐름성에영향을주어정제함량균일성에영향을주므로고위험이다. 리본의밀도는생성된과립의가소성에영향을주므로과립의타정성및정제경도에영향을주어용출률에영향을주므로고위험이다. 압착공정을이용한기허가품목에서압착기의온도가 45 를넘지않고 dwell time 이아주짧았다. 그러므로압착공정은분해산물생성에영향을주지않아저위험이다
103 분쇄공정 최종혼합및활택공정 타정공정 함량함량균일성용출분해산물함량함량균일성용출분해산물함량함량균일성용출분해산물 분쇄공정은최종과립크기분포를결정한다. 과립도분포는흐름성에영향을주어타정공정중정제중량과함량에영향을주므로중간위험이다. 분쇄공정에서과도하게미세한과립을생성하면벌크밀도와혼합물의흐름성에영향을주어함량균일성에영향을줄수있으므로고위험이다. 미세과립의비율이높으면정제경도와용출에영향을주므로중간위험이다. 분쇄공정에서사용되는체의온도가올라가기는하지만 dwell time 이짧아분해산물을생성하지않으므로저위험이다. 정제의함량과함량균일성에영향을주는과립의함량균일성이이전공정에서관리되고본공정에서는적은양의활택제를혼합하는공정이므로함량과함량균일성에큰영향을주지않아저위험이다. 과도할활택공정은혼합기회전수가많아지므로붕해도와용출에영향을주므로고위험이다. Acetriptan 은높은온도 ( 105 ) 에서민감하여분해되므로혼합공정은분해산물에영향을주지않아저위험이다. 극단적인경우정제중량편차는함량부적합을초래할수있어중간위험이다. feed frame paddle 속도와타정속도와같은타정공정편차는정제중량편차에영향을주어함량균일성부적합을초래할수있어고위험이다. 타정압이조절되지않는경우정제경도가영향을받을수있다. 과도한활택공정은느린용출을야기할수있어고위험이다. Acetriptan 은높은온도 ( 105 ) 에서민감하여분해되므로혼합공정은분해산물에영향을주지않아저위험이다. 이후어떤공정변수가중간생성물의 CQA에영향을미치는지식별하기위해각고위험공정에대한위해요소평가가추가로진행됨. 모든변수에대한평가는쉽지않으므로몇몇변수는기존공정지식에따라고정하였음 Pre-roller compaction 혼합및활택공정개발 Pre-roller compaction 혼합및활택공정변수에대한초기위해요소평가 표 32에정리된전체공정에대한초기위해요소평가를통해정제함량균일성에대해 pre-roller compaction 혼합과활택공정을고위험군식별하였음. 분말혼합물 pre-roller compaction 혼합및활택과정의중간생성물 CQA는혼합균일성이확인됨에따라혼합균일성에영향을줄수있는공정변수와그에관련된위해요소를식별함. 표 34는 pre-roller compaction 혼합및활택공정의초기위해요소평가내용을보여줌
104 표 34. 전 - 압착혼합공정및활택공정위해평가 공정단계 : 전 - 압착혼합공정및활택공정 중간생성물 CQA: 혼합균일성 투입물질특성 Acetriptan PSD Acetriptan 부착성 편차위해평가설정근거및초기관리전략 고위험 중간위험 Acetriptan 흐름성중간위험 첨가제흐름성 첨가제 PSD 첨가제벌크밀도 첨가제수분함량 첨가제배치간편차 혼합공정편차 혼합기종류 투입순서 혼합속도 (rpm) 저위험 저위험 저위험 저위험 저위험 저위험 저위험 중간위험 초기생물학적동등성시험에서동등성을확보하기위해 d μm 임을밝혔음. 여러주성분롯트분석결과위기준을만족하는주성분은낮은흐름성 (ffc < 3.50) 을보여혼합균일성에영향을주므로고위험이다. Acetriptan lot #1-4의특정에너지는중간 ~ 높은부착성이있음을나타내어혼합균일성에영향을줄수있으므로중간위험이다. Acetriptan lot #1-4의 ffc 값은낮은흐름성을나타내어혼합균일성에영향을주므로중간위험이다. 부형제는제제의약 80 % 를차지한다. MCC 등급 B02와유당수화물등급 A01은 1 : 1 비율로사용되는데, 이비율이좋은흐름성을보이기때문이다 (ffc 약 7). 유동화제와활택제가적은양으로사용되므로혼합균일성에영향을거의주지않을것으로판단되므로저위험이다. 기허가품목 ANDA 과 ANDA 에서사용된등급의 MCC와유당수화물이 1 : 1의비율로사용되어흐름성은좋으므로부형제의 PSD는혼합균일성에영향을미치지않을것으로판단된다. 유동화제와활택제가적은양으로사용되므로혼합균일성에영향을거의주지않을것으로판단되므로저위험이다. MCC와유당수화물의 1 : 1 혼합물은 acetriptan과비슷한벌크밀도를나타낸다. 유동화제와활택제가적은양으로사용되므로혼합균일성에영향을거의주지않을것으로판단되므로저위험이다. 첨가제수분함량은약전규격또는별첨규격으로관리된다. 기허가품목 ANDA 과 ANDA 에서사용된예가있어혼합균일성에영향을거의주지않을것으로판단되므로저위험이다. 첨가제 PSD의큰편차는혼합균일성에영향을주지만기허가사항에서배치간편차의영향은적었으므로저위험이다. 다른종류의혼합기들은각기다른혼합양상을보인다. V형혼합기가선정되었고, 저위험이다. 하지만제조규모확대또는실생산시혼합기종류가변경될때는위해평가를다시실시해야한다. 투입순서를잘정하면적은양의첨가제를쉽게분산할수있다. 다음순서로투입한다 : 유당수화물, CCS, 주성분, 탤크, MCC. 위해성이낮다. 혼합속도는장비사양으로보통정해져있다. 다양한크기의혼합기는다른혼합속도를보인다. 16 qt 혼합기는 20 rpm 으로고정되어있다. 위해성이중간이다
105 회전수 Intensifier bar (on/off) 고위험 저위험 과소혼합또는과다혼합은혼합균일성에영향을주므로고위험이다. Intensifier bar 는보통혼합균일성을향상시키는데필요하지않다. 또한 NIR probe 가사용되는경우 Intensifier bar 는혼합균일성에도달하는데방해가될수있다. Intensifier bar 는 off" 로되어있다. 위해성이낮다. 혼합기 fill level 고위험 혼합기 fill level은장비수용능력, 혼합물벌크밀도 ( g/cc) 와배치크기에영향을받는다. 혼합기 fill level 은혼합양상에영향을주므로고위험이다. Holding time 중간위험 충분한혼합균일성에도달하더라도주성분이 holding, discharge, 혼합기 discharge 중간위험 transfer 되는동안과립에서분리될수있으므로위해성이 Drum-to-hopper transfer 중간위험 중간이다. 작업환경 ( 온도및 RH) 저위험 온도와습도가관리되지않으면혼합균일성에영향을줄수있다. cgmp 하에서제조공정중온도와습도를 25 ± 5 %, % RH로관리한다. 위해성이낮다. Acetriptan 입자도분포회전수 (number of revolutions) 가혼합균일성에미치는영향 Acetriptan은용해도가낮기때문에생체이용률을높이기위해분쇄됨. 분쇄된원료의약품은유동성이떨어지고부착성이높아지기때문에정제함량균일성을위해타정전 roller compaction을시행함. 균일한과립을생성하는 roller compaction 공정의성공여부는이전혼합및활택공정산물의혼합균일성에따라결정됨. 초기 PK 연구에서는원료의약품 d 90 이 30 μm (d μm) 이하의 Acetriptan 제네릭의약품 20 mg 정이대조약과생물학적으로동등할것이라고제시됨. 제형개발과정에서 d 90 이 14 μm 이하인입자도분포유동성및함량균일성에문제가있음이밝혀졌고혼합공정은고정되었으므로, 최적화된혼합공정이혼합균일성에좋지않은영향을주지않는다른 acetriptan 입자도분포까지수용할수있는지를확인해야했음. 표 35에보이듯, two-factor, three-level full factorial DOE를통해 acetriptan 입자도분포 (d 90 ) 와회전수 (number of revolutions, N rev ) 가혼합균일성에미치는영향을분석함. 초기위해요소평가에서는혼합기 fill level도혼합균일성에영향을주었지만이공정변수는 DOE 다음평가됨. 본연구에사용된제제는항목 의표 29에있음. 표 35. 전-압착공정및활택공정편차를평가하기위한 32 시험설계 수준 인자 : 공정편차 A 회전수 (number of revolutions, N rev ) B acetriptan d 90 (um) 반응 목표 허용가능한범위 Y 1 혼합물함량 (w/w %) 100 w/w % 혼합기모든위치에서 w/w % Y 2 혼합물함량균일성 (% RSD) RSD % 최소화 혼합기모든위치에서 RSD 5 %
 Y 2 : 혼합물함량균일성 (% RSD) 21 100 10 8.9 22 100 30 5.4 23 300 20 2.5 24 100 20 6.8 25 200 20 3.0 26 300 10 3.2 27 300 30 2.")
106 5.0 kg 의각 batch 는 20 rpm 으로작동하는 16 qt 혼합기에서혼합되었고, 검체는특정회전수로돌리고 나소그림 23 에도식화된 10 곳에서채취함. 채취된검체량에대해혼합물의 1 ~ 3 unit doses ( mg) 에상응하도록채취량을보정함. 그림 23. V 형혼합기검체채취위치 혼합균일성에결과는표 36 에정리됨. 표 36. 전-압착공정및활택공정최적화연구결과 제조번호 인자 : 공정편차반응 A: N rev B: Acetriptan d 90 (um) Y 2 : 혼합물함량균일성 (% RSD) Sum of squares of sequential models (i.e., linear, two factor interaction, quadratic and cubic) 를근거 로추가항이중요하게작용하는최고다항식모델이선정됨. Backward model selection method 를이용 하여유의성수준 (α = 0.05) 에따라모델의항을감소시킴. 혼합균일성의중요요소 A(N rev ) 와 B( 원료의약품입자도분포 ) 가혼합균일성에미치는영향은 A, A, AB 상호작용, 그리고 A 2 가중요요소인 2 차항모델에서가장잘묘사됨. 아래의 interaction plot ( 그림 24) 은두요소에따라혼합균일성결과가달라짐을보여줌. 회전수가낮을수록 acetriptan 입자도분포혼합균일성에더큰영향을미쳤고, 회전수 100에서는분석된세개의 acetriptan 입자도분포가사전에정의된기준인함량균일성 RSD 5 % 이하에도달하지못함
107 그림 24. 회전수와주성분입자도가혼합균일성에미치는영향 혼합물정량의중요요소 회전수나원료의약품입자도분포모두혼합물정량법에영향을미치지못함. 분석결과는모두목표치 와근사한수준이었고, 전체적으로 % 범위내임. 혼합공정종결시점결정을위한 In-line NIR 개발 참고 : NIR 방법개발및검증은의약품개발보고서영역밖의내용이므로본예시에서는구체적으로언급하지않음. NIR 방법검증보고서는 3.2.P.5.3 분석방법의검증 에포함되어야함. 투입된 acetriptan의입자도가 d μm인혼합물의균질성을보장하기위해 in-line NIR 방법이개발되고검증됨. 이방법을통해실시간으로분석할수있고, 실험실규모이나실생산규모에서도사용될수있음. 검증과정에서는 NIR 방법을통해다양한시점에서의혼합균일성 data를수집한후기존샘플링된내용과비교하였고, 별도의 HPLC 분석을통해유사함을확인함. 검증과정을통해 NIR 방법으로분석한혼합물은균질성을보였고, 그로부터제조된정제는함량균일성시험결과가적합하였음 ( 상대표준편차 < 5 %). NIR 방법은실시간혼합균일성을확인하는데적절한방법이고, 혼합공정의종료시점을결정하는데에사용될수있음. 추가정보는 3.2.P.5.3 분석방법의검증 에서확인할수있음. Acetriptan 입자도가 d 90 10, 20, 30 μm인세종류의 5.0 kg batch (Batch No. 30, 31, 32) 를생산. 혼합과정중 V형혼합기가거꾸로서있을때혼합기의 sight glass를통해비침투적 (non-invasively) 으로스펙트럼을얻음. NIR 스펙트럼은입자도와경로길이에의한영향을최소화하고 acetriptan 피크를잘분리하기위해전처리됨. 혼합물의균질성을평가하기위해연속된 10 개스펙트럼의상대표준편차 (%) 를회전수의함수로계산함. 연속되는 10 개스펙트럼의표준편차가 5 % 이하인경우균질한것으로판단하였고, 이를통해 10 개이하의스펙트럼이일시적으로기준값이하이더라도혼합공정이종료되지않도록하였음. Acetriptan d 90 이 10, 20, 30 μm일때 NIR 방법을통해결정된혼합공정종료시점의회전수는각각 368, 285, 234이었음 ( 그림 25). Macro (convection) mixing 다음에 slower micro (diffusion) mixing을하였더니혼합균일성이초기에급격한변화를보임
108 그림 25. Acetriptan 입자도가 d 90 10, 20, 30 μm 일때 in-line NIR 로측정한혼합공정종료시점 네번째 5.0 kg batch ( 배치번호 33) 는 d 90 20μm인 acetriptan으로생산됨. NIR 방법이혼합공정종료시점을결정하기위해사용되었지만그결과는사용되지않고분리 (demixing) 되는지를확인하기위해회전수를 500 까지진행함. 그림 26은 NIR에의해결정된회전수보다회전이더많이진행되어도상대표준편차 (%) 가증가하지않은것으로보아주성분이혼합물로부터분리되지않는것을보여줌. 그림 26. Acetriptan 입자도가 d μm 일때혼합기의회전수에따른 NIR 스펙트럼 혼합기 fill level이혼합균일성에미치는영향 Acetriptan Lot #2 (d μm) 일때혼합기 fill level이혼합균일성에미치는영향을연구함. 각혼합물 ( 배치번호 34, 35, 36) 은 16 qt V형-혼합기에 20 rpm으로혼합되었고 NIR probe을통해모니터링됨. 혼합기가 35, 55, 75 % 찼을때회전수약 에서혼합균일성이얻어진것으로보아혼합기 fill level은연구된범위내에서는혼합공정종료시점에큰영향을미치지못하는것으로분석됨. Pre-roller compaction 혼합및활택공정개발요약 기존 pre-roller compaction 혼합과활택공정연구내용을토대로 in-line NIR 방법이혼합공정종료시점을결정하는데사용됨. 혼합균일성을얻기위한회전수는 acetriptan 입자도 (d μm) 에따라달랐고, 혼합기 fill level은 % 범위내에서적절한균일성을보임. Pre-roller compaction 혼합및활택공정변수에대한추가위해요소평가 개발연구의결과로 pre-roller compaction 혼합과활택공정에대한위해요소가감소된내용이표 37 에나타남. 위해평가초기혼합균일성에대해고위험공정변수라고식별된변수들만정리되어있음
109 표 37. Pre-roller compaction 혼합및활택공정변수에대한업데이트된위해평가 공정단계 : 전 - 압착혼합공정및활택공정 중간생성물 CQA: 혼합균일성 편차위해평가설정근거및초기관리전략 투입물질특성 Acetriptan PSD 저위험 각기다른 acetriptan 입자도분포에서공정완건성을확인했고, 회전수 저위험 in-line NIR 방법이개발되어혼합공정종결시점을결정하였음. 혼합기 fill level은 % 수준에서는혼합공정종결시점에 혼합기 fill level 저위험 영향을주지않아저위험이다 Roller compaction 과 integrated milling 공정개발 Roller compaction 과 integrated milling 공정편차에대한초기위해요소평가 표 32에나와있는전반적인제조공정에대한초기위해요소평가를토대로 roller compaction과 integrated milling 공정은정제함량균일성과용출에영향을미치는고위험요소로식별됨. 본연구에서는 Alexanderwerk WP120 roller compactor with integrated milling 장비가사용되어두과정이함께연구됨. Ribbon density, 과립크기분포, 과립함량균일성, 과립흐름성은 roller compaction과 integrated milling 공정산물의 CQA로설정됨. Ribbon density는과립입자도, 과립벌크빌도, 탭밀도, 과립흐름성에영향을주고, 결과적으로정제경도와용출에영향을미치기때문에 CQA로설정됨. 과립입자도분포, 과립함량균일성, 과립흐름성은정제질량편차와함량균일성에관련되기때문에중간생성물 CQA로설정함. 이과정에서네개의중간생성물 CQA에영향을미칠수있는재료특성과공정변수가식별되고그에대하나위험요소가평가됨. 초기위험요소평가의결과는표 38에나타남. 표 38. Roller compaction과 integrated milling 공정편차에대한초기위해요소평가 공정단계 : Roller compaction과 integrated milling 공정 중간생성물 CQA: Ribbon density, 과립입자도분포, 과립함량균일성, 과립흐름성 편차 투입물질 CQA 위해평가 설정근거및초기관리전략 투입물질특성 혼합물벌크밀도 혼합물함량 혼합균일성 Ribbon density 저위험 제제조성이최적화되었을때 g/cc 범위 과립입자도분포 저위험 의일정한혼합물벌크밀도가관찰되었음. 편차가 과립함량균일성 저위험 낮아중간생성물의 CQA에는영향을주지않으므 과립흐름성 저위험 로저위험이다. Ribbon density 과립입자도분포 과립함량균일성 과립흐름성 Ribbon density 과립입자도분포 과립함량균일성 과립흐름성 저위험 저위험 저위험 저위험 저위험 저위험 저위험 저위험 혼합물의함량은 w/w % 범위내에서일정 ( 결과값 %) 하였으므로저위험이다. In-line NIR 로측정했을때목표하는혼합균일성 (RSD < 5 %) 에도달했으므로저위험이다
110 Ribbon density 저위험 혼합물의압축성과타정성은제제개발시최적화 혼합물압축성 과립입자도분포 저위험 되었다. 낮은정제경도 (5 kp) 정제의마손도가적합 / 타정성 과립함량균일성 저위험 하고 (< 0.2 %), 높은경도 (12.0 kp) 에서용출률이 과립흐름성 저위험 적합하였으므로저위험이다. Ribbon density 저위험 혼합물흐름성 과립입자도분포저위험과립함량균일성저위험 혼합물의흐름성 (ffc > 6) 이좋으므로저위험이다. 과립흐름성 저위험 Roller compaction과 integrated milling 공정편차 Pre-RC blend holding time Roller compactor type 탈기 Feed screw 속도 Roller surface design Roller 압력 Roller 속도 Ribbon density 저위험 Acetriptan의부작성때문에회전수를 500까지크게 과립입자도분포 저위험 했을때도주성분분리가일어나지않았다. 전-압착 과립함량균일성 저위험 혼합공정에서 holding에따른주성분분리의위해성 과립흐름성 저위험 이낮다. Ribbon density 저위험 Roller compactor들마다작동원리가다르기때문에 ribbon 특성과분쇄된과립의 RSD는크게달라질 과립입자도분포 저위험 수있다. Alexanderwerk WP120이선택되었고공정개발과정에서본기기를확정하였다. 위해성이낮다. 과립함량균일성 저위험 하지만제조규모확대또는실생산공정에서 Roller 과립흐름성 저위험 compactor 종류가변경되었을때는위해평가를재실시해야한다. Ribbon density 저위험 Roller compactor에공급되는혼합물을탈기하면과립입자도분포저위험흐름성이좋아진다. 고정된공정변수로사용될것과립함량균일성저위험이기때문에저위험이다. 과립흐름성 저위험 Ribbon density 저위험 과립입자도분포 저위험 Feed screw 속도는 roller 압력이나 roller gap에따라 과립함량균일성 저위험 달라지는고정되지않은변수이기때문에중간위험이다. 과립흐름성 저위험 Ribbon density 저위험 Roller surface design은 slip region으로부터 nip 저위험과립입자도분포 region으로혼합물이공급되는힘에영향을줄수저위험있다. 표면이고르지않은 roller를선택하여마찰력과립함량균일성을크게함으로써혼합물공급이더잘되도록하였과립흐름성저위험으므로저위험이다. Ribbon density 고위험 Ribbon 밀도는 Roller 압력과직접적으로관계가과립입자도분포고위험있고이것은분쇄된과립의 RSD, 흐름성, 함량균일성, 과립함량균일성고위험타정성및압축성에영향을줄수있으므로고위험이다. 과립흐름성 고위험 Ribbon density 중간위험 Roller 속도는전반적인공정속도를결정하며혼합물 의정체를막기위해미리선정된 feed screw speed 과립입자도분포 중간위험 에따라조정된다. 또한 roller 속도는 ribbon 밀도 에영향을줄수있는압축물의 dwell time과반비례 과립함량균일성 중간위험 한다. 기허가품목 ANDA 도압착공정을 과립흐름성 중간위험 사용하는데, roller speed는 8 rpm이며공정이따라약간의조정이필요할수있다. 위해성이중간이다
111 탈기 Mill type Mill Screen type Mill 속도 Blade 형태 Mill 체눈크기 재사용횟수 작업환경 ( 온도및습도 ) Ribbon density 고위험 Johanson model 13 에따르면 ribbon 밀도는 roller 과립입자도분포 고위험 gap과반대관계에있기때문에분쇄과립의 PSD, 과립함량균일성 고위험 흐름성, 함량균일성, 압축성및타정성에영향을줄 과립흐름성 고위험 수있으므로고위험이다. Ribbon density N/A Ribbon은압착공정에서생성된다. 저위험분쇄기 type은분쇄과립의마모유형과입자도에과립입자도분포영향을준다. 분쇄기는 type과공정변수가고정되저위험과립함량균일성어있으므로저위험이다. 과립흐름성 저위험하지만제조규모확대또는실생산공정에서분쇄기종류가변경되었을때는위해평가를재실시해야한다. Ribbon density N/A Ribbon은압착공정에서생성된다. 과립입자도분포저위험분쇄기체 type은분쇄공정이후과립의입자도저위험분포, 과립함량균일성및흐름성에영향을준다. 과립함량균일성 체의눈크기는고정되어있으므로저위험이다. 과립흐름성 저위험분쇄기체종류가변경될경우에는위해평가를다시실시해야한다. Ribbon density N/A Ribbon은압착공정에서생성된다. 과립입자도분포 고위험 분쇄기속도는분쇄과립의입자도에영향을주어 과립함량균일성 고위험 분과립의혼합균일성및흐름성에영향을주므로 과립흐름성 고위험 고위험이다. Ribbon density N/A Ribbon은압착공정에서생성된다. 과립입자도분포 저위험 분쇄기 blade 형태는그디자인에따라다양한절단기 (shear) 를사용할수있다. 낮은절단기를사용하면 굵은과립을생성하나입자도가고르게되고, 높은 과립함량균일성 저위험 절단기를사용하면불균일하여입자도분포가넓게 된다. 입자도분포결과는과립의흐름성과함량균일성 과립흐름성 저위험 에영향을준다. Blade는기기디자인에따라고정 되기때문에저위험이다. Ribbon density N/A Ribbon은압착공정에서생성된다. 과립입자도분포 고위험 분쇄기체눈크기는입자도분포에직접적으로영 과립함량균일성 고위험 향을주어과립의혼합균일성및흐름성에영향을 과립흐름성 고위험 주므로고위험이다. Ribbon density 중간위험 압착공정중혼합물이밖으로유출되거나분쇄공정 과립입자도분포중간위험중미세입자가많이생성될경우미립자의재사용중간위험을고려해볼수있다. 하지만재사용횟수는과립과립함량균일성의품질특성중균질성에영향을줄수있다. 재과립흐름성중간위험사용은하지않는것이좋다. 위해성이중간이다. Ribbon density 저위험 온도와습도가관리되지않으면혼합균일성에영향 과립입자도분포 저위험 을줄수있다. cgmp 하에서제조공정중온도와 과립함량균일성 저위험 습도를 25 ± 5 %, % RH로관리한다. 과립흐름성 저위험 위해성이낮다. 13 Johanson, J. R. A rolling theory for granular solids. ASME, Journal of Applied Mechanics Series E, 1965, 32(4):
112 Roller 압력, Roller gap, Milling 속도, Mill 체눈크기의영향 이연구의주목표는 ribbon, 분쇄과립및완제의약품의품질특성에 roller compaction과 integrated milling 공정변수가미치는영향을평가하는것. 연구된공정변수는 roller 압력, roller gap, milling 속도, 그리고 mill screen orifice 크기. 연구에앞서 roller 압력이압축되지않고지나가는 (by-pass) 혼합물양에미치는영향을보기위해예비실험이진행됨. Roller 압력이 bar 범위일때 by-pass 물질의양은 5 % 미만이었고, roller compactor에투입된혼합물의함량과일치하였음. 이후 roller 압력은 bar로정해짐. 예비실험중비침습적방법으로온도를측정하였을때유의한온도변화 (> 5 ) 는보이지않았음. Roller gap 과 mill 속도, mill 체눈크기는기허가품목인 ANDA 과 ANDA 에근거하여결정됨. 본연구는 fractional factorial DOE를사용하였으며세개중심점이포함되어곡률효과가있는지확인하였음. 표 39에서 DOE를확인할수있음. 표 39. Roller compaction과 integrated milling 공정에대한 24-1 fractional factorial DOE Defining Relation I = ABCD Resolution IV 인자 : 공정편차 수준 A Roller 압력 (bar) B Roller gap (mm) C Mill 속도 (rpm) D Mill 체눈크기 (mm) 반응 (Responses) 목표 (Goal) 허용가능범위 (Acceptable Ranges) Y 1 Ribbon 밀도 (g/cc) Y 2 분쇄과립의 d 10 (um) 100 um um Y 3 분쇄과립의 d 50 (um) 600 um um Y 4 분쇄과립의 d 90 (um) 1000 um um Y 5 과립함량균일성 (% RSD) % RSD 최소화 < 5 % Y 6 과립흐름성 (ffc) 최대화 > 6 Y 7 과립함량 (w/w %) 100 w/w % % Y 8 타정압 5 kn에서의정제경도 (kp) 최대화 > 5.0 kp Y 9 타정압 10 kn에서의정제경도 (kp) 최대화 > 9.0 kp Y 10 타정압 15 kn에서의정제경도 (kp) 최대화 > 12.0 kp Y 11 타정압 5 kn에서의마손도 (%) 최소화 < 1.0 % Y 12 타정압 10 kn에서의마손도 (%) 최소화 < 1.0 % Y 13 타정압 15 kn에서의마손도 (%) 최소화 < 1.0 % Y 14 정제함량 (w/w %) 100 w/w % % Y 15 정제함량균일성 (% RSD) % RSD 최소화 < 5 % Y 16 정제붕해시간 ( 분 ) 최소화 < 5 분 Y 분간용출률 (%) 최대화 > 80 %
113 약 50.0 kg의내부과립첨가제와원료의약품 (Lot #2) 이 150 L diffusive V형-혼합기에서 12 rpm으로혼합됨. 혼합기에는혼합공정종결시점 (RSD < 5 %, 목표회전수 ~ 234) 을관찰하기위해 NIR probe를장착했음. 분말혼합물은 11 개배치로나누어졌고각배치는약 4.5 kg이었음. 남은 0.5 kg 분말은대조군으로사용하였고 roller compact되지않음. 각배치는 Alexanderwerk WP120 (roller 지름 120 mm, 너비 25 mm) 을사용하여 roller compact되었고표 40의변수들이사용되었음. Alexanderwerk WP120의 integrated milling unit은 ribbon crusher 와두단계 milling 기기가갖춰졌음. Ribbon은작은조각 (flake) 으로부서지고조각들은첫단계로 coarse screen milling (sizing) 과정을통과함. 두번째단계는최종 milling 과정임. 본연구에서는 coarse screen size가 2.0 mm로정해졌고두번째단계의 milling 속도와 milling 체눈크기는표 40 에나타내었음. 분쇄된 (milled) 과립은 20 rpm으로작동되는 16 qt V형-혼합기에서탤크를넣어 100 rpm으로혼합됨. 다음스테아르산마그네슘이추가되고추가로 80 rpm으로혼합되며, 각 batch는각정당 mg를타정됨. 정제경도와마손도가타정압의주요변수로연구됨. 5, 10, 15 kn 세가지타정압에대해연구하였으며, 목표경도 9.0 kp ( 허용범위 kp) 를얻기위해함량균일성 ( 상대표준편차 %), 붕해및용출, 주타정압을조절함. 표 40은 ribbon 밀도, 평균과립크기 (d 50 ), 과립흐름성 (ffc), 타정압 10 kn에서의정제경도, 정제함량균일성 ( 상대표준편차 %) 을나타냄. ( 다른반응들은보이지않음 ). 표 40. Roller compaction 과 integrated milling 공정 DOE 에대한실험결과 제조 A: Roller 번호압력 (bar) 혼합물조성반응 (Responses) C: Mill D: Mill B: Roller Y 1: Ribbon 속도체눈크기 gap (mm) 밀도 (g/cc) (rpm) (mm) Y 3: 분쇄 Y 6: 과립 Y 9: 타정압 10 Y 15: 정제 과립의 흐름성 kn에서정제 함량균일성 d 50 (um) (ffc) 경도 (kp) (% RSD) Ribbon 밀도에대한중요인자 그림 27에서처럼, ribbon 밀도에영향을미치는중요인자는 A(roller 압력 ) 와 B(roller gap). 그영향은그림 28에나타냄. Roller 압력이증가할수록 (positive effect), roller gap이감소할수록 (negative effect) ribbon 밀도가증가함
 에대한중요인자 그림 29는평균과립입자도 (d 50 ) 에영향을주는중요인자가 D (mill 체눈크기 ), A (roller 압력 ) 및 AD (A와 D의상호작용 ) 임을보여줌.")
114 그림 27. Ribbon 밀도에영향을주는공정편차에대한 half-normal plot 그림 28. Ribbon 밀도에영향을주는 roller 압력과 roller gap 평균과립크기 (d 50 ) 에대한중요인자 그림 29는평균과립입자도 (d 50 ) 에영향을주는중요인자가 D (mill 체눈크기 ), A (roller 압력 ) 및 AD (A와 D의상호작용 ) 임을보여줌. 그림 30은 mill 체눈크기와 roller 압력이과립입자도 d 50 에미치는영향을보여줌. Mill 체눈크기와 roller 압력이증가할수록 (positive effect) d 50 이증가함. 두가지변수는강력한상호작용을나타냄. (i.e., 더큰 mill 체눈크기에서 roller 압력이평균과립크기에더큰영향을미침 ) 그림 29. 평균과립크기 (d 50) 에영향을주는공정편차에대한 half-normal plot
 에영향을주는 roller 압력과 mill 체눈크기 과립흐름성에대한중요인자 Milling 후의과립흐름성 (ffc) 은 ring shear")

115 그림 30. 평균과립크기 (d 50) 에영향을주는 roller 압력과 mill 체눈크기 과립흐름성에대한중요인자 Milling 후의과립흐름성 (ffc) 은 ring shear tester를이용해측정함. 그림 31에보이듯과립흐름성에영향을미치는중요인자는 A (roller 압력 ), D (mill 체눈크기 ) 및 B (roller gap). Roller 압력과 mill 체눈크기가과립흐름성에미치는영향은그림 32에나타냄. Roller 압력과 mill 체눈크기가증가할수록과립흐름성도커졌으며 roller gap도흐름성에영향을미쳤지만그정도는약했음. 그림 31. 과립흐름성 (ffc) 에영향을주는공정편차에대한 half-normal plot 그림 32. Roller 압력과 mill 체눈크기가과립흐름성 (ffc) 에미치는영향
 granule sieve cut 결과를나타냈다.")
116 과립함량균일성에대한중요요소 (% RSD) 모든배치에서허용가능한 (2.0 ~ 2.9 % RSD) 과립함량균일성을보였고특이한변수는없었음 과립 sieve cut 분석에대한중요요소 각배치에서약 10 g의과립이채취됐고 7 층으로쌓인체의가장위층에놓여졌다. 체눈크기는위에서부터 840 μm, 420 μm, 250 μm, 180 μm, 149 μm, 75 μm이고최하단에미세한분말을모으는그릇이있다. 체는약 5 분간입도분석기에서흔들고이후결과를분석하였다. 모든배치는허용가능한 (98.2 ~ % 범위 ) granule sieve cut 결과를나타냈다. 이결과는혼합물을타정하는 pre-roller의분리가발생하지않음을보여준다. granule sieve cut 분석에서특이할만한변수는없었다. 정제경도에대한중요요소 Half-normal plot ( 그림 33) 과같이타정압 10 kn 으로타정할때정제경도에영향을주는중요요소 는 A(roller 압력 ) 와 B(roller gap) 이었다. 정제경도에서의 roller 압력과 roller gap 과의영향은그림 34 에나타냈다. 정제경도는 roller 압력이증가할때와 roller gap 이감소할때줄어들었다. 그림 33. 타정압 10 kn 에서의정제경도에미치는공정편차에대한 half-normal plot 그림 34. Roller 압력과 roller gap 이타정압 10 kn 에서의정제경도에미치는영향 Ribbon 밀도와정제경도는 roller 압력과 roller gap 에영향을받기때문에두가지요소사이에존재 할수있는상관관계에대해평가해보는것이합리적임
117 그림 35 에서처럼 ribbon 밀도와정제경도사이에반비례관계가관찰되었다. 그림 35. Ribbon 밀도와정제경도사이의관계 정제마손도에대한중요요소 37 ~ 47번배치에서생산된모든정제는타정압 10 kn과 15 kn로타정할때허용가능한마손도 (< 0.2 %) 를보임. 타정압 5 kn으로타정한 41, 44번배치는정제경도가낮고 (< 5.0 kp), 마손도시험에서부적합함. 이두개배치는높은 ribbon 밀도 (~ 1.28 g/cc) 를보임. 타정압 5 kn에서타정한나머지배치에서는허용가능한마손도 (< 0.2 %) 를보임 정제는 5.0 kp 이상의경도를보임. 정제함량에대한중요요소 모든배치는함량기준 ( % w/w) 에잘맞고특이요소가없이허용가능한 (98.4 ~ % 범위 ) 결과를나타냄. 정제함량균일성에대한중요요소 데이터를분석했을때, 곡률효과 (curvature effect) 가정제함량균일성에대한유의성이없는것을보여줌. Half-normal plot ( 그림 36) 에서보이듯이, 정제함량균일성에영향을주는중요한요소는 A(roller 압력 ) 와 D(mill 체눈크기 ) 와 B(roller gap) 그림 37은정제함량균일성에대해 roller 압력과 mill 체눈크기의영향을보여줌 정제함량균일성은 roller 압력과 mill 체눈크기의증가에따라 % RSD 감소 Roller gap은정제함량균일성에영향을주긴했지만그영향은더적음. 그림 36. 정제함량균일성 (% RSD) 에영향을주는공정편차에대한 half-normal plot
 을조정함으로써 ribbon 밀도와정제경도의목표치에도달 그러나혼합물이 roller에의해압착될때타정성 (compressibility) 및압축성 (compactability) 이어느정도감소함.")
118 그림 37. Roller 압력과 mill 체눈크기가정제함량균일성 (% RSD) 에주는영향 정제붕해에대한중요요소 모든배치는빠른붕해도 (< 4 분 ) 를보임. 검토된공정변수중붕해시간에영향을준것은없었음 정제용출에대한중요요소 정제경도는용출에상당한영향을줌 (2.3.5 타정공정개발참조 ). Ribbon 밀도와정제경도사이의역선형관계에기초하여 roller 압력이용출에간접적인영향을끼치는것으로볼수있음. 주타정압 (main compression force) 을조정함으로써 ribbon 밀도와정제경도의목표치에도달 그러나혼합물이 roller에의해압착될때타정성 (compressibility) 및압축성 (compactability) 이어느정도감소함. 결과적으로같은정제경도를가지면서보다높은 ribbon 밀도를얻기위해더높은타정압이필요함. 반면 ribbon 밀도가낮을때 ( 1.0 g/cc), 과립의흐름성 ( 배치 2와 3) 은낮았음. (ffc < 6) 그러므로, ribbon 밀도의범위는과립이원하는흐름성에도달하고기기제조사에서허용한최대타정압을초과하지않는범위내에서확립될필요가있음. 실험계획법 (DOE) 에서정제마손도와과립흐름성에대한결과를바탕으로 ribbon 밀도는 g/cc 에서조절됨 ( 사이의 Ribbon 상대밀도 ). Ribbon의순밀도는이연구에서 g/cc임.) Roller compaction and integrated milling 공정개발요약 Roller 압력은 ribbon 밀도, 평균과립크기 (d 50 ), 과립흐름성, 정제경도와정제함량균일성에큰영향을줌. Roller 압력의증가는 ribbon 밀도, 평균과립크기 (d 50 ), 과립흐름성, 정제함량균일성 ( 더낮은 % RSD) 의증가를가져옴 그러나타정성 (compressibility) 및압축성 (compactability) 에는부정적인영향 Roller gap은 ribbon 밀도, 과립흐름성, 정제함량균일성에큰영향을미침. Rroller gap 증가는 ribbon 밀도, 과립흐름성, 정제함량균일성 ( 더높은 % RSD) 의감소를가져옴. 그러나정제경도는더증가. Mill 체눈크기는평균과립크기 (d 50 ), 과립흐름성, 정제경도와정제함량균일성에큰영향을줌. Mill 체눈크기의증가는평균과립크기 (d 50), 과립흐름성, 정제경도와정제함량균일성 ( 더낮은 % RSD) 증가
 에비해 roller 압력과 roller gap을더폭넓게이용할수있는 1.0 mm 의 mill 체눈크기선택 연구결과를바탕으로, roller 압력과 roller gap의허용가능한범위는 20-77 bar 와 1.2-2.")
119 Mill의속도는연구결과별다른영향을미치지못하는것으로나타남. 게다가, 곡률효과 (curvature effects) 도관찰되지않았음. 실험계획법 (DOE) 의결과에의하면 mill의속도가중요하지않은반면 roller 압력, roller gap과 mill 체눈크기가중요공정변수 (CPP) 로확인됨. 그림 38의 overlay plot은모든품질특성이목표치를충족시키는각 CPP의적절한범위를찾도록이용됨. 연구된다른크기 (0.6 mm, 1.4 mm) 에비해 roller 압력과 roller gap을더폭넓게이용할수있는 1.0 mm 의 mill 체눈크기선택 연구결과를바탕으로, roller 압력과 roller gap의허용가능한범위는 bar 와 mm 로결정. (Alexanderwerk WP120 사용, roller 지름 120 mm, 폭 25 mm). Ribbon 상대밀도 (solid fraction) = ribbon density/ribbon true density. 그림 38. Overlay plor - roller compaction 과 integrated milling 공정편차가반응에미치는영향 업데이트된 milling 공정및 roller compaction 공정편차에대한위해평가 표 41 에서는연구결과압착공정과분쇄공정변수가감소함을나타낸다. 위해평가근거또한나타낸다. 표 41. Roller compaction 및분쇄공정변수에대한업데이트된위해평가 공정단계 : Roller compaction 과 integrated milling 공정 중간생성물 CQA: Ribbon density, 과립입자도분포, 과립함량균일성, 과립흐름성 편차투입물질 CQA 위해평가설정근거및초기관리전략 Roller compaction 과 integrated milling 공정편차 Roller 압력 Roller 속도 Ribbon density 과립입자도분포 과립함량균일성 과립흐름성 저위험 저위험 저위험 저위험 Ribbon density 중간위험 과립입자도분포 과립함량균일성 과립흐름성 중간위험 중간위험 중간위험 Ribbon 밀도는 Roller 압력과직접적으로관계가있고이것은분쇄된과립의 RSD, 흐름성, 함량균일성, 타정성및압축성에영향을줄수있으므로고위험이다. Roller 속도는전반적인공정속도를결정하며혼합물의정체를막기위해미리선정된 feed screw 속도에따라조정된다. 또한 roller 속도는 ribbon 밀도에영향을줄수있는압축물의 dwell time 과반비례한다. 기허가품목 ANDA 도압착공정을사용하는데, roller 속도는 8 rpm 이며공정이따라약간의조정이필요할수있다. 위해성이중간이다
120 탈기 Mill type Mill Screen type Mill 속도 Blade 형태 Mill 체눈크기 재사용횟수 작업환경 ( 온도및습도 ) Ribbon density 과립입자도분포 과립함량균일성 과립흐름성 고위험 고위험 고위험 고위험 Johanson model 13 에따르면 ribbon 밀도는 roller gap 과반대관계에있기때문에분쇄과립의 PSD, 흐름성, 함량균일성, 압축성및타정성에영향을줄수있으므로고위험이다. Ribbon density N/A Ribbon은압착공정에서생성된다. 과립입자도분포 저위험 분쇄기 type은분쇄과립의마모유형과입자도에영향을준다. 분쇄기는 type과공정변수가고정되 과립함량균일성 저위험 어있으므로저위험이다. 과립흐름성 저위험 하지만제조규모확대또는실생산공정에서분쇄기종류가변경되었을때는위해평가를재실시해야한다. Ribbon density N/A Ribbon은압착공정에서생성된다. 과립입자도분포저위험분쇄기체 type은분쇄공정이후과립의입자도분포, 과립함량균일성및흐름성에영향을준다. 체의눈 과립함량균일성 저위험 크기는고정되어있으므로저위험이다. 과립흐름성 저위험 분쇄기체종류가변경될경우에는위해평가를다시실시해야한다. Ribbon density N/A Ribbon은압착공정에서생성된다. 과립입자도분포 고위험 분쇄기속도는분쇄과립의입자도에영향을주어 과립함량균일성 고위험 분과립의혼합균일성및흐름성에영향을주므로 과립흐름성 고위험 고위험이다. Ribbon density N/A Ribbon은압착공정에서생성된다. 과립입자도분포 저위험 분쇄기 blade 형태는그디자인에따라다양한절단기 (shear) 를사용할수있다. 낮은절단기를사용하면 굵은과립을생성하나입자도가고르게되고, 높은 과립함량균일성 저위험 절단기를사용하면불균일하여입자도분포가넓게 된다. 입자도분포결과는과립의흐름성과함량균일성 과립흐름성 저위험 에영향을준다. Blade는기기디자인에따라고정 되기때문에저위험이다. Ribbon density N/A Ribbon은압착공정에서생성된다. 과립입자도분포 고위험 분쇄기체눈크기는입자도분포에직접적으로영 과립함량균일성 고위험 향을주어과립의혼합균일성및흐름성에영향을 과립흐름성 고위험 주므로고위험이다. Ribbon density 중간위험 압착공정중혼합물이밖으로유출되거나분쇄공정 과립입자도분포중간위험중미세입자가많이생성될경우미립자의재사용중간위험을고려해볼수있다. 하지만재사용횟수는과립의과립함량균일성품질특성중균질성에영향을줄수있다. 재사용은과립흐름성중간위험하지않는것이좋다. 위해성이중간이다. Ribbon density 저위험 온도와습도가관리되지않으면혼합균일성에영향 과립입자도분포 저위험 을줄수있다. cgmp 하에서제조공정중온도 과립함량균일성 저위험 와습도를 25 ± 5 %, % RH로관리한다. 과립흐름성 저위험 위해성이낮다
121 2.3.4 최종혼합공정및활택공정개발 최종혼합공정및활택공정편차에대한초기위해평가 표 32에제시된전반적인제조공정의초기위해평가는정제의용출에영향을주는최종혼합과활택공정의위해성을표시함. 정제의용출에잠재적으로영향을줄수있는활택공정단계의변수와이에대한위해성이평가됨. 표 42는최종혼합과활택공정의초기위해평가를제시하고있음. 표 42. 최종혼합공정및활택공정초기위해평가 공정단계 : 최종혼합공정및활택공정 중간생성물 CQA: 정제용출 투입물질특성 과립함량균일성 과립함량 과립흐름성 과립입자도분포 과립벌크밀도 스테아르산마그네슘비표면적활택공정편차 혼합기종류 투입순서 혼합속도 (rpm) 회전수 편차위해평가설정근거및초기관리전략 Intensifier bar (on/off) 저위험 저위험 저위험 저위험 저위험 고위험 저위험 저위험 중간위험 고위험 저위험 압착공정개발시생성된과립의함량균일성은 RSD < 3 % 이었으므로과립함량균일성은정제용출에미치는영향이적으므로저위험이다. 압착공정개발시연구된과립함량은 98.2 ~ % 범위였다. 함량의편차가작으므로정제용출에미치는영향이적을것이므로저위험이다. Ribbon 상대밀도가 0.68 ~ 0.81이고, 과립유동성이좋아 (ffc > 6) 정제용출에미치는영향이적을것이므로저위험이다. 제제의 CCS 함량이 5 % 일때정제가빨리붕해되었다. 압착공정개발시관찰된과립입자도분포의편차는정제용출에미치는영향이적으므로저위험이다. 과립의벌크밀도는 0.62 ~ 0.69 g/cc로, 편차가적어정제용출에미치는영향이적으므로저위험이다. 스테아르산마그네슘의비표면적이커질수록활택효과가커진다. 활택이과도하면정제의붕해와용출이지연되므로고위험이다. 다른종류의혼합기들은작동원리가달라각기다른혼합효율을보인다. V 형혼합기가선정되었고, 저위험이다. 하지만제조규모확대또는실생산시혼합기종류가변경될때는위해평가를다시실시해야한다. 과립과탤크가먼저혼합되고이후스테아르산마그네슘이투입된다. 스테아르산마그네슘은보통가장마지막활택에사용된다. 투입순서는정해져있고, 정제용출에미치는영향이적으므로저위험이다. 혼합속도는장비사양으로보통정해져있다. 다양한크기의혼합기는다른혼합속도를보인다. 16 qt 혼합기는 20 rpm 으로고정되어있다. 정제용출에미치는위해성이중간이다. 활택공정이과도하면정제의붕해와용출이지연된다. Acetriptan은 BCS class II이므로고위험이다. Intensifier bar가 on" 인상태에서는과립의마모를야기할수있다. 너무미세한과립이생성되는것을방지하기위해서최종혼합및활택공정시 intensifier bar는 off" 로되어있다. 위해성이낮다
122 혼합기 fill level Holding time 혼합기 discharge Drum-to-hopper transfer 작업환경 ( 온도및 RH) 중간위험저위험저위험저위험저위험 혼합기 fill level 은혼합양상에영향을주며공정개발시고정되어있으나제조규모확대시변경될수있다. 위해성이중간이다. 이공정편차는정제의용출과관련없으므로저위험이다. 온도와습도가관리되지않으면작업시설의온도가변동되고습도가 CQA 에영향을준다. cgmp 하에서제조공정중온도와습도를 25 ± 5 %, % RH 로관리한다. 위해성이낮다. 제형개발연구 #2의결과에따르면, 외피과립용스테아르산마그네슘과탤크의비율은 0.6 % 와 2.9 % 로고정. 제네릭 Acetriptan정의제제조성은이전에표 29에서언급 Acetriptan의낮은용해도때문에, 혼합시붕해의지연을유발할수있는과도한활택하지않는것이중요하며활택공정의 NIR 모니터링은활택제의양이적어불가능함. 그러므로활택공정시간에기초한혼합종결시점을결정하는전통적인방법이필요. 연구에서는활택공정에서정제경도, 붕해, 용출에대해스테아르산마그네슘의비표면적과회전수의영향을조사. 이번연구에서 acetriptan Lot #2를사용하여파일럿제조규모혼합기 (150 L) 에 25.0 kg 혼합물제조. 혼합물은 0.75의 ribbon 상대밀도를갖도록 roller 압축. Ribbon은분쇄되어 5 개의 5.0 kg 배치로나눔. 각배치는과립과탤크가스테아르산마그네슘과활택되기전에 16 qt V형-혼합기에서 20 rpm 속도로 100 rpm으로혼합. 이후, 스테아르산마그네슘이첨가되어표 43에서처럼실험디자인에따라혼합진행. 활택후혼합균일성을확인하기위해그림 23의 10 개위치에서채취. 활택된혼합물은타정압 10 kn으로타정. 정제배출력 (Ejection force) 을모니터링함. 타정된정제는성상과타정기성상 (punch, die) 관찰을통해 picking, sticking 및 binding 여부검사. 또한정제에대해마손도, 함량, 함량균일성시험실시. 표 43은활택공정변수와각배치의결과를나타냄 ( 일부 ). 표 43. 외피과립활택연구결과 * 인자 : 공정편차반응 (Responses) 제조 A: 스테아르산 B: N rev ( 활택 Y 1: 혼합 Y 2: 정제 Y 3: 붕해 Y 4: 30 분간번호마그네슘비표면적 (m 2 /g) 공정시간 ) 균일성 (% RSD) 경도 (kp) 시간 ( 분 ) 용출률 (%) (3 분 ) (5 분 ) (3 분 ) (5 분 ) (4 분 ) * 혼합기 fill level은약 49 % 이고헤드스페이스비율은약 51 % 이다
123 정제배출력 (Ejection force) 은활택공정시간감소와스테아르산마그네슘비표면적감소에따라약간증가하였으나 150 N을초과하지는않음 모든정제는매끈한표면을가지고있었고측면에눈에띄는줄무늬가없었음 문자와숫자가새겨진펀치에제품의 sticking이일어나지않았고 die cavities에 binding 하지않음. 각배치에서 % RSD는과립활택공정이후 3 % 이하로적합. 전반적으로혼합물정량결과는 98.3 ~ 범위임. 정제경도는 9.0 ± 0.2 kp이었고, 이는목표치인 kp의범위내임. 정제는빠른붕해 (< 4 분 ) 와용출 (30 분간 > 95 %) 을보임. 연구결과는적절한과립활택은정해진스테아르산마그네슘비표면적 ( m 2 /g) 과활택시간 (3-5 분 ) 범위내에서영향을받지않는 (insensitive) 것으로나타남. 연구과정에서정제의마손도는 0.2 % w/w를초과하지않음. 정제함량은목표치에가까웠고허용가능한범위인 % w/w 이내임. 정제함량균일성은 RSD 4 % 이하로허용가능 최종혼합및활택공정개발개요 연구된범위내에서스테아르산마그네슘비표면적 ( m 2 /g) 과회전수 (60-100) 는제품의품질 특성에유의한영향을미치지않았다. 업데이트된최종혼합및활택공정변수에대한위해평가 표 44 는연구결과에따른최종혼합과활택공정의위해평가를보여준다. 표 44. 종혼합과활택공정의위해평가 공정단계 : 최종혼합공정및활택공정 중간생성물 CQA: 정제용출 투입물질특성 편차위해평가설정근거및초기관리전략 스테아르산마그네슘비표면적 활택공정편차 혼합속도 (rpm) 저위험 저위험 m 2 /g 범위에서스테아르산마그네슘의비표면적은정제용출에영향을미치지않아위해성이낮게평가되었고이물질특성은품질관리전략에포함시킬것이다. 정해진회전수 (60-100) 에서정제의성상과용출에영향을미치지않았으므로위해성이낮게평가되었고이공정변수는품질관리전략에포함시킬것이다 정제타정공정개발 타정공정편차초기위해평가 표 32의전반적인제조공정의초기위해평가에서, 정제의함량균일성과용출에영향을주는타정단계의위해성이높음을확인. 잠재적으로위두가지 CQA에영향을줄수있는공정변수를식별하고관련된위해요소를평가 타정공정의위해평가결과는표 45에요약
124 표 45. 타정공정편차에대한초기위해평가 공정단계 : 타정공정 중간생성물 CQA: 정제함량균일성, 용출 편차 완제의약품 CQA 위해평가 설정근거및초기관리전략 투입물질특성 함량균일성 저위험 활택공정개발시혼합물함량은 % 로 혼합물함량편차가적었으므로함량균일성과용출에영향이적용출저위험을것이므로저위험이다. 혼합물 함량균일성 저위험 활택공정개발시활택공정의혼합균일성이 RSD 함량균일성 용출 저위험 < 3 % 이므로저위험이다. 과립입자도함량균일성저위험과립입자도분포는압착고정이후분쇄공정에서관리된다. 과립은유동성이좋으므로 (ffc > 6) 함량분포용출저위험균일성에영향을주지않아저위험이다. 혼합물흐름성은 hopper 에서 feed frame 및 die cavity 함량균일성 저위험 로의분말흐름에영향을줄수있으나압착공정 혼합물흐름성 개발시적절한흐름성을갖도록공정이개발되었다. 외피과립제조에사용되는적은양의유동화제와 용출 저위험 활택제는혼합물의흐름성에영향을주지않을것이므로저위험이다. 함량균일성 저위험 함량균일성은타정성과압축성에영향을받지않으므로저위험이다. 혼합물의타정성과압축성은정제경도에영향을 혼합물타정성 줄수있고압착공정이후 ribbon 상대밀도에영향 및압축성을준다. 타정압이조절되지않을경우 ribbon 상대용출고위험밀도의배치간편차가있을수있고이에따라정제 경도편차가커질수있다. 이것은용출에영향을 줄수있으므로고위험이다. 혼합물함량균일성저위험혼합물벌크밀도는 g/cc이고편차가적어함량균일성과용출에영향을주지않을것이벌크밀도용출저위험므로저위험이다. 타정공정편차 Press 종류는장비사양에따라선택되었고개발 Press 종류와함량균일성저위험과정에서는 3 구타정기가사용되었다. 허가신청용 number of 배치와실생산배치에서는같은 press를사용하지만 stations used 용출저위험 51 구타정기가사용될것이므로위해성이낮다. 타정기디자인함량균일성저위험타정기디자인은대조약과비슷한크기와모양을갖도록선택되었고, 최종혼합공정및활택공정용출저위험에서 picking이관찰되지않았으므로저위험이다. Feed frame paddle speed Feed fill depth 예비타정압 함량균일성 고위험 최적화된속도보다빠를경우과도한활택이될수 용출 고위험 있고, 느릴경우 die filling이균일하지않을수있으므로고위험이다. 함량균일성 저위험 Feed fill depth는 80 % 채워지도록설계되었고모 용출 저위험 니터링및자동피드백되므로위해성이낮다. 함량균일성 저위험 함량균일성은혼합물균일성과흐름성에영향을받으므로예비타정압과는관련이없어저위험이다. 용출 중간위험 최적화된예비타정압보다클경우 lamination이생길수있고작을경우정제에기포가생겨 capping이
125 주타정압 Press Speed (dwell time) Hopper design 과 vibration Hopper fill level 정제낙하높이 타정기가동시간 작업환경 ( 온도및습도 ) 생길수있다. 두경우모두용출에영향을줄수있다. 예비타정압은동일한장비에서의생산경험에따라 1.0 kn으로설정되어있고조정이필요하다. 위해성은중간이다. 함량균일성 저위험 함량균일성은혼합물균일성과흐름성에영향을받으므로주타정압과는관련이없어저위험이다. 용출 고위험 최적화되지않은타정압은타정경도와마손도및용출에영향을줄수있어고위험이다. 함량균일성 고위험 최적화된속도보다빠를경우 die filling이잘되지않아질량편차가커질수있어함량균일성과용출 에영향을줄수있다. 정제품질에영향을주지 용출 고위험 않는범위내에서는 press speed는가능한가장빠 를수록좋다. 위해성이높다. 함량균일성 저위험 Acetriptan이부형제와함께압착되므로주성분분리의위험성은낮다. 타정시의진동과 hopper angle 용출 저위험 design은정제용출과함량균일성에영향을주지않으므로저위험이다. 함량균일성 저위험 혼합물흐름성이좋고 hopper는 50 % 가량채워지 용출 저위험 므로이수준을유지할경우용출과함량균일성에영향을주지않으므로위해성은낮다. 함량균일성 중간위험 타정된정제가너무높은곳에서떨어지면조각남, 용출 중간위험 균열, 갈라짐또는깨질수있으므로위해성은중간이다. 함량균일성 중간위험 타정시간이너무길경우함량균일성이떨어질수있으므로중간위험이다. 용출 저위험 타정시간이길더라도용출에는영향을주지않으므로저위험이다. 함량균일성 저위험 온도와습도가관리되지않으면작업시설의온도가변동되고습도가 CQA에영향을준다. cgmp 용출 저위험 하에서제조공정중온도와습도를 25 ± 5 %, % RH로관리한다. 위해성이낮다. 다음실험은투입되는물질특성 (ribbon 상대밀도등 ) 과타정및최종제품의품질특성에관련된공정변수간의관계를조사하기위해수행. 최종혼합물의 3 배치 (Batch No , 각각 15.0 kg, 주성분원료 Lot #2) 는타정연구를위해 50 L 혼합기에서제조. 위 3 배치의 ribbon 상대밀도는각각 0.68, 0.75, 0.81 압착공정연구에서는이범위내에서필요한타정압이기기제조사에서권장하는최대압력을초과하지않을것이라는결론을내림. Feeder Frame Paddle Speed 에따른효과 정제의품질특성에대한 feeder frame paddle speed(8-20 rpm) 의영향을조사하는스크리닝연구수행. 최종혼합물의흐름성이좋으므로, 지정된범위내에서 feeder frame paddle speed의변화는정제의질량편차나함량균일성에영향을주지않음. 정제용출은또한 feeder speed의변화에대해아무런영향이없었음
126 주타정압, 타정속도, ribbon 상대밀도에따른효과 타정압과타정기속도 (dwell time과관련 ) 는정제경도, 붕해, 용출, 함량, 함량균일성, 마손도, 질량편차및성상과같은다양한품질특성에영향을줄수있음. 압착공정이후생성된 ribbon의밀도는정제의경도, 용출에영향을주는과립의압축성타정성에영향을줄수있음. 그러므로정제품질특성에서이들변수들의효과를확인하기위해 3 개의센터포인트에서 23 full factorial DoE가수행. 예비타정압 (pre-compression force) 은타정에영향을줄수있는정제내기포를줄여주기때문에중요. 그러나유사한기계에의해타정된제제 ( 기허가품목 ANDA ) 에대한이전의경험에기초하여, 예비타정압 (pre-compression force) 은이 DoE에서 1 kn으로고정함. 표 46은연구설계및그결과를보여준다. 표 46. 타정공정에대한 23 full factorial DoE 인자 : 공정변수 수준 A 주타정압 (kn) B 타정기속도 (rpm) C Ribbon 상대밀도 반응 (Responses) 목표 (Goal) 허용가능범위 (Acceptable Ranges) Y 1 성상 매끈하고흠이없는성상 Y 2 정제경도 (kp) 허용범위설정 다른반응들에기초해허용범위설정필요함. Y 3 마손도 (%) 최소화 1.0 % 이하 Y 4 질량편차 (%) 최소화 개개 : 목표치 ± 5 % 전체 : 목표치 ± 3 % Y 5 함량 (w/w %) 100 w/w % w/w % Y 6 함량균일성 (% RSD) RSD % 최소화 % RSD < 5 % Y 7 붕해시간 ( 분 ) 최소화 5 % 이하 Y 8 용출률 (%) 최대화 30 분간 80 % 이상 검체채취전약 5 분간정해진타정압으로가동 검체채취는각각시작, 중간, 끝에서채취 (20 분마다검체채취한배치 No. 54c제외 ) 유사한결과가각검채채취점에서관찰됨. 표 47은중간시점의결과를보여줌. 표 47. 타정공정에대한 23 full factorial 시험결과 제조 A: 주타정압번호 (kn) 인자 : 공정편차 반응 B: 타정기속도 C: Ribbon Y 2: 정제경도 Y 6: 함량균일성 (rpm) 상대밀도 (kp) (% RSD) Y 4: 30 분간용출률 (%) 55a a a
 의중요성은조절된모델을사용하여시험한결과중요하지않음이밝혀짐.")
127 55b b c c b d c d 정제경도에대한중요요소 실험디자인에센터포인트가포함되었기때문에, 곡률효과 (curvature effect) 의중요성은조절된모델을사용하여시험한결과중요하지않음이밝혀짐. 따라서, 센터포인트는모델피팅을위해포함 다음 half-normal plot ( 그림 39) 에서는, A( 주타정압 ) 가 C(ribbon 상대밀도 ) 에따르는정제경도에영향을주요인자임을보여줌 나머지모델은 Shapiro-Wilk 가설검정결과에서비롯한순수에러 (pure error) 때문에정규분포에중요한영향이없었음. 그림 39. 타정공정이정제경도에미치는영향에대한 half-normal plot 정제경도는아래의 contour plot( 그림 40) 에서보이듯이직접적으로주타정압과관련이있고 ribbon 상대밀도와역선형관계 Half-normal plot 과 contour plot 은이두요소사이에상호작용이없음을보여줌. 그림 40. 타정압과 ribbon 상대밀도가정제경도에미치는영향
128 이것은압착공정이후분말혼합물이그압축성및타정성을상실하기때문임. DoE 결과는물질특성의가변성을수용할수있도록조정하는것이가능하다는것을보여줌. 즉, 모델은정제가목표하는경도를보장할만한 ribbon 상대밀도에필요한타정압을결정하는데사용할수있음 정제마손도에대한중요요소 정제마손도에영향을끼친요소는없었음. 평균경도 4.2 kp와 0.6 % 이상의질량손실을나타낸 No. 55c 배치를제외한모든배치에서마손도는 0.2 % 이하 따라서정제경도의하한선은 5.0 kp 정제질량편차와함량균일성에대한중요요소 아래 half-normal plot( 그림 41) 은타정속도가함량균일성에큰영향을주는유일한요소임을나타냄. 타정속도가증가함에따라 % RSD가증가. 이것은또한 main effect plot( 그림 42) 에서명백하게보임. Main effect plot에서는곡률 (curvature) 이관찰되지않았고따라서압력속도의최적화가필요하지않다는점을보임. 그림 41. 타정공정이정제함량균일성에미치는영향에대한 half-normal plot 그림 42. 타정속도가정제함량균일성에미치는주요영향
129 더나은함량균일성 ( 더낮은 % RSD) 은더느린타정속도에서달성되었고, 연구된속도범위 (20-60 rpm) 에서는시험일탈로판명된정제함량균일성시험결과는없었음. 60 rpm에서 % RSD는 4 % 미만으로나타났고한계치인 5 % 이내였음. 마찬가지로타정속도는정제질량편차에중요한영향을끼쳤고더빠른속도에서질량편차는증가. 그러나개개정제의질량편차는 5 % 이하이었고전체질량편차는 3 % 이하. 생산하는동안, 최대효율을내기위해제품의품질에악영향이가지않으면서도가능한빠른타정속도를정하는것이좋음 타정공정연구에근거하여정해진타정속도의범위는 rpm. 정제붕해와용출에대한중요요소 주타정압 (main compression force), 타정속도, ribbon 상대밀도는붕해에있어서중요한영향을끼치지못했음. 붕해시간은 1.5 ~ 3 분으로빠르고다양. 아래의 half-normal plot( 그림 43) 는정제의용출에중요한영향을끼치는요소로 A( 주타정압 ) 와 C(ribbon 상대밀도 ) 를보여줌. 이두요소들은또한중요한상호작용을보임나머지모델조건들은 Shapiro-Wilk hypothesis test의결과에따라중요한영향이없었음. 그림 43. 용출에영향을미치는타정공정편차에대한 half-normal plot 그림 44는정제용출에대한주타정압 (main compression force) 과 ribbon 상대밀도의효과를보여줌. 곡선형의등고선은주타정압 (main compression force) 설정과 ribbon 상대밀도에따라결과가달라지기때문에상호작용이존재함을보여줌. 용출률은주타정압 (main compression force) 이증가함에따라감소하였고 ribbon 상대밀도가증가함에따라증가. 이러한결과는이요소들이정제경도에미치는영향을보여줌. 주타정압 (main compression force) 이증가함에따라 5 % 의슈퍼붕해제를사용하더라도여전히정제는단단해지고용출은지연됨. 배치 No. 53c가 13.6 kp의경도와 83.8 % 용출률을보였기때문에잠재적인용출문제를피하기위해경도상한은 13.0 kp로설정
, 타정속도, ribbon 상대밀도는나머지반응에유의한영향이없었음. 각타정공정에서생산된정제들은매끄러운표면과 picking, sticking 또는 capping이일어나지않음. 함량시험결과 99.1 ~ 101.0 % 범위임.")
130 그림 44. 주타정압과 ribbon 상대밀도가정제용출에미치는영향 정제질량편차에대한타정진행시간의효과 배치 54c의타정과정에서정제질량편차의추이를평가하기위해매 20 분마다검체를채취하여검사한결과질량편차가각정제는목표치의 ± 5 % 이내, 전체 ± 3 % 이내로잘조절되는것으로나타남. 전체타정과정에서정제질량편차에대한경향은관찰되지않았음. 검체는시작, 중간, 끝에서채취하였고 DOE 반응과결과는표 47에나타냈음. 다른반응의요약 주타정압 (main compression force), 타정속도, ribbon 상대밀도는나머지반응에유의한영향이없었음. 각타정공정에서생산된정제들은매끄러운표면과 picking, sticking 또는 capping이일어나지않음. 함량시험결과 99.1 ~ % 범위임. 타정공정개발요약 연구된속도범위 (8-20 rpm) 에서 feeder frame paddle 속도는정제용출에영향을주지않음. 타정속도 rpm 범위에서는유의한영향이없었음. 타정압의허용가능한범위확인 타정압은배치간의 ribbon 상대밀도 ( ) 범위내에서조절가능함. 타정공정관리 타정공정에영향을주는공정변수에대한연구결과를바탕으로표 48 에타정공정관리방법을나타냄. 표 48. 타정공정검사방법 시험항목 시험주기 시험기준 개개정제질량 (n = 10) 30 분 200 ± 10.0 mg 총정제질량 (n = 20) 30 분 4.00 ± 0.12 g 정제경도 (n = 10) 30 분 목표 : kp 한도 : kp
131 정제두께 (n = 10) 30 분 3.00 ± 0.09 분 붕해 (n = 6) * 3 회 5 분이하 마손도 ( 검체무게 = 6.5 g) * 3 회 1.0 % 이하 * 타정공정시작, 중간, 끝지점에서시험 업데이트된정제타정공정편차위해평가 타정공정초기위해평가에서식별된위험도는개발연구과정에서감소됨. 업데이트된위해평가결과는표 49 에제시함. 표 49. 업데이트된정제타정공정편차위해평가 공정단계 : 타정공정 중간생성물 CQA: 정제함량균일성, 용출 편차완제의약품 CQA 위해평가설정근거및초기관리전략 투입물질특성 혼합물타정성및압축성 Feed frame paddle speed 용출 저위험 타정압은정제경도목표치에도달할수있도록 ribbon 상대밀도 ( ) 에따라조절될수있다. 위해성이낮아졌다. 함량균일성 저위험 Feed frame paddle의속도는 8-20 rpm 범위에서용출이나함량균일성에영향을주지않았다. 파일럿 제조규모와실생산제조규모에서같은타정공정 용출저위험모델이사용되었다. 필요한경우약간의속도조정을할수있다. 위해성이낮아졌다. 타정압이높아질수록정제경도는증가한다. 연구 된타정압범위에서는 30 분간용출률이 > 90 % 이므로정제경도가용출에영향을주지않았다. 위해성이낮아졌다. 함량균일성 저위험 타정속도 rpm 범위에서는용출이나함량균일성 용출 저위험 에영향을주지않았다. 위해성이낮아졌다. 주타정압용출저위험 Press Speed (dwell time) 실험실규모에서파일럿제조규모나실생산제조규모로제조규모확대 참고 : 현재제조규모확대에대한정보는접수시점에제출하도록되어있다. 신청자는제조규모확대에대한접근방법은물론제품특이적인제조규모확대원리에대해제시해야한다. 심사시신청자제조규모확대계획의타당성을평가할것이다. 그러나해당계획이부적합하여상당한수정사항이발생할경우검토가연장될수있다. 제조규모확대실패의위험성이큰복합제서류제출시실제공정검증정보와같은자료를제출할수있다. 경우에따라심사자가자료를요청할수있다. 공정개발은실험실제조규모 (5.0 kg) 로실시 여기서는허가제출용배치를제조하기위한파일럿제조규모 (50.0 kg) 로의제조규모확대에대해설명 같은원리에대해실생산규모로제조규모확대승인시에채택될것임. 표 50에공정규모를요약
132 표 50. 제조규모요약제조규모 제조단위 (kg) 단위 실험실규모 ( 공정개발 ) ,000 파일럿규모 ( 허가제출용 ) ,000 실생산규모 , 압착혼합공정과활택공정제조규모확대 압착혼합공정과활택공정은 16 qt capacity twin shell V 형혼합기로진행 제조규모확대과정에서기하학적, 약동학적및약력학면에서동일성을유지하기위해다음의규칙이 지켜져야함. - 기하학적유사성 : 일정한길이비율 (constant fill ratio) - 약동학적유사성 : 일정한힘유지 (Froude 수 F r ) rpm: 1 분당회전수 R: 반지름 g: 중력상수 - 약력학적유사성 : 일정한회전수유지 (rpm x 분 ) 파일럿규모에서충전수준은 74 % 였음. 이것은실험실규모에서 63 % 인것에비해약간더높았음. 두제조규모에서회전속도는장비제한으로인해고정. 혼합공정종결시점이두제조규모사이의유사성을가지고추정할수있지만, 최종종결시점은검증된 in-line NIR 방법 ( 3.2.P.5.3 분석방법밸리데이션 참조 ) 을이용하여결정. 혼합물균질성을평가하기위해, moving block % RSD가각 10 개의연속스펙트럼 moving block에서측정했을때 % RSD는 5 % 이하였고균일하게혼합된것으로판단함. 전-압착혼합공정과활택공정의제조규모확대에대해표 51에요약. 표 51. 전-압착혼합공정과활택공정의제조규모확대제조단위혼합기 Volume fill 속도제조규모 kg units 용량 (L) level (%) (rpm) 실험실규모 , (16 qt) * N rev * Acetriptan 입자도분포 N rev d 90 = 10 um 368 d 90 = 20 um 285 d 90 = 30 um 234 파일럿규모 , 실생산규모 , 정해질예정 밸리데이션된 in-line NIR 방법으로종결시점을정함
133 Roller Compaction 및 Integrated Milling 공정의제조규모확대 실험실규모 (roll 지름 120 mm, 폭 25 mm의 Alexanderwerk WP120 사용 ) 에서파일럿규모 (roll 지름 120 mm, 폭 40 mm의 Alexanderwerk WP120 사용 ) 로하고이후실생산규모 (roll 지름 200 mm, 폭 75 mm의 Alexanderwerk WP200 사용 ) 로제조규모확대 압착공정시더크고넓은 roller로확대할때고려해야할공정변수들이있음. 각공정변수에대해사용되는전략들은아래와같음 Roller gap Roller gap에대한제조규모확대전략은다른크기의 roller를사용하더라도 roller gap(s) 과 roller 지름 (D) 사이의비율을유지하는것. 다음식으로계산 Roll 힘또는 roll 압력 공정개발단계에서 ribbon 밀도는이공정에대한중요품질특성이었고정제경도목표치에도달하는데필요한 downstream 압축력에강하게영향을준다는것을알아냄. 제조규모확대시일반적으로사용하는 roller 압착전략은 Johanson model 13 에서묘사하듯이 roller peak pressure (P max) 를유지함으로써 ribbon 밀도를조절하는것임. 모델에따르면, 제조규모확대전략은 S/D 비율이유지될때, R f /WD 비율을유지함으로써동일한 P max 를얻는것 (R f = roller 힘, W = roller의폭 ) Roller 힘에대한제조규모확대 factor는아래식으로계산 만약 roller에유압이사용되는경우장비벤더로부터유래된 roller의유압 (bar) 과 roller 힘 (kn) 사이의 conversion factor를얻어야한다. Alexanderwerk에따르면, WP120: kn per cm of roller width for 1 bar roller pressure WP200: kn per cm of roller width for 1 bar roller pressure Roller 압력을위한제조규모확대 factor 는다음식으로계산
134 스크류속도와 roller 속도 Nip region 에 roller 표면의미끄러짐이없다고가정할때 ( 즉, 혼합물이 roller 와동일한속도로이동할 때 ), 혼합물의 mass flow rate(q, g/min) 는 mass balance 에의해측정될수있음 : Q = ρπdwsn R ρ 가 ribbon 밀도 (g/cc) 일때 D 는 roller 지름 (cm), W 는 roller 폭 (cm), S 는 roller gap(cm) 이고 N R 은 roller 회전속도 rpm). 혼합물은 screw auger 와및 mass flow rate 에의해 roller 로전달되고 screw 회전속도에일반적으로 비례함 : Q = C S N S N S 는 feed screw 회전속도 (rpm) 이고 C S 는 screw per rotation (g/rotation) 에의해전달된물질의양 이며실험적으로결정됨. Ribbon 밀도가목표치에도달하기위해, mass flow rate 가서로동일하므로두개의식을설정함으로써 roller 속도와 scres 속도의비를일정하게유지 Mill 체눈크기와 Mill 속도 Mill 체눈크기는제조규모에관계없는변수 그러므로제조규모확대시일정하게유지되며개발과정에서 Mill 속도는제품품질특성에영향을주지않았음. Mill 속도는선입선출원칙에따라가동하여 mill에 ribbon의축적을방지함. 표 52는 roller 압착과 integrated milling 공정에대한제조규모확대과정요약. 표 52. Roller 압착과 integrated milling 공정제조규모확대 제조규모 kg 제조단위 units Alexanderw erk model Roller 폭 (mm) Roller 지름 (mm) Roller gap (mm) Roller 압력 (bar) Mill 체눈크기 (mm) 실험실규모 ,000 WP 파일럿규모 ,000 WP 실생산규모 ,000 WP * * 1.0 * 이범위는제조규모확대공식에따른것이며검증되어야함 최종혼합및활택공정제조규모확대 제조규모확대시탤크와과립을최종혼합하면서회전수는유지 최종활택공정을제조규모를확대하기위해다른전략을채택함. MCC : 유당의 1 : 1 비율혼합물 을스테아르산마그네슘과혼합하는것
135 새로운공정의배치크기와혼합기부피를알고있다면새로운공정에사용될회전수는다음식을이용하여평가. V는혼합기부피이고, F headspace 는 headspace 비율 (100 % - fill level %), r은회전수. 과립을스테아르산마그네슘과활택할때필요한회전수는이식으로계산. 최종혼합및활택공정의제조규모확대는표 53에요약. 표 53. 최종혼합및활택공정의제조규모확대 제조규모 제조단위혼합기용량 Volume fill 속도최종혼합활택 kg units (L) level (%) (rpm) 시간 ( 분 ) - 시간 ( 분 ) - 실험실규모 , (16 qt) 파일럿규모 , 실생산규모 , * 100 * ~ * * * 검증되어야함 타정공정의제조규모확대 타정공정개발연구중이용한것과동일한타정기가파일럿배치에사용되었고실생산규모생산에도사용될것 타정공정에영향을미치는자세한변수들은 2.3.5에서논의. 생산량증가를위해 51 개타정구를파일럿규모에사용했고실생산규모에도사용할것임. 타정속도는개발과정과동일 (20-60 rpm) 그러므로체류시간 (dwell time) 은제조규모를확대하는과정에서변하지않음 허가제출용배치 2.3.6에설명된제조규모확대의원칙에의거하여 50.0 kg의 cgmp 허가제출용배치가파일럿규모의원료의약품 Lot #2로제조하고이후 BE 연구에사용 표 54는파일럿규모의허가제출용배치를위해사용된장비와공정변수요약 표 54. 허가제출용배치제조에사용된장비와공정변수 공정단계 전 - 압착혼합공정및활택공정 압착공정및분쇄공정 제조장비 150 L V-blender o 285 revolutions (target) for blending at 12 rpm ( 공정종료시점은 in-line NIR방법으로결정 ) Alexanderwerk WP120 with 40 mm roller width and 120 mm roller diameter o Roller surface: Knurled o Roller pressure: 50 bar o Roller gap: 1.8 mm
136 o Roller speed: 8 rpm o Mill speed: 60 rpm o Coarse screen orifice size: 2.0 mm o Mill screen orifice size: 1.0 mm 최종혼합및활택공정 타정공정 150 L V-blender o 100 revolutions for granule and talc blending (8.3 min at 12 rpm) o 48 revolutions for lubrication (4 min at 12 rpm) 51-station rotary press (51 stations used) o 8 mm standard round concave tools o Press speed: 40 rpm o Compression force: 8-11 kn. 목표정제경도 : kp o Pre-compression force: 1.0 kn 이공정중시험및최종결과는각각표 55 와표 56 에요약 표 55. 허가제출용배치 ( 제조번호 DPJM032012) 공정검사방법 시험항목 공정검사규격 결과 전-압착혼합공정및활택공정혼합균일성 NIR % RSD < 5 % 4.9 % 압착공정및분쇄공정 Ribbon 상대밀도 d um 96 um 과립입자도분포 d um 611 um d um 925 um 과립함량균일성 % RSD < 5 % 4.3 % 과립흐름성 (ffc) > 최종혼합및활택공정혼합물함량균일성 % RSD < 5 % 2.7 % 혼합물함량 w/w % w/w % 타정공정개개정제질량 (n = 10) 200 ± 10.0 mg mg 총정제질량 (n = 20) 4.00 ± 0.12 g 4.04 g 정제경도 (n = 10) 목표 : kp 한도 : kp kp 정제두께 (n = 10) 3.00 ± 0.09 분 분 붕해 (n = 6) * 5 분이하 1.5 분 마손도 ( 검체무게 = 6.5 g) 1.0 % 이하 0.1 w/w %
137 표 56. 허가제출용배치 ( 제조번호 DPJM032012) 출하시험결과 시험항목기준결과 성상 확인 GEN-ACE와숫자 20이음각된타원형의흰색또는미백색의정제 A. HPLC 유지시간 : 표준품과동일 B. UV 스펙트럼 : 표준품과동일 GEN-ACE와숫자 20이음각된타원형의흰색또는미백색의정제 A. 표준품과동일 B. 표준품과동일 함량 표시량의 w/w % w/w % 함량균일성 AV < 15 AV = 4.7 용출 30 분간용출률 80 % 이상 (1.0 w/v % SLS가첨가된 0.1 N HCl 900 ml, USP 용출시험법제2법, 75 rpm) 96 % 분해산물 ACE12345: 0.5 % 이하미지개개유연물질 : 0.2 % 이하총유연물질 : 1.0 % 이하 ACE12345: 0.1 % 이하미지개개유연물질 : 0.06 % 이하총유연물질 : 0.22 % 이하 잔류용매 USP <467> Option 1 에따름 USP <467> Option 1 에적합 업데이트된완제의약품제조공정위해평가 공정을개발하는동안, 각공정단계에서식별된높은위해요소는해결됨. 추가적인과학적지식및이해도를높이기위해적절한관리방법이개발되고시행될수있고수용가능한수준으로위해성을감소시키기위해실험연구가수행되었음 실험결과초기제조공정위해평가는현재공정에대한이해도범위에서갱신되었음, 표 57은제조공정관리전략을이용하여위해성을감소시키도록방법을제시함. 표 58은공정개발시위해성감소에대한근거제시. 표 57. 업데이트된제네릭의약품 acetriptan 20 mg 정제조공정위해평가 완제의약품 CQA 전 - 압착혼합공정및활택공정 압착공정 공정단계 분쇄공정 최종혼합및활택공정 타정공정 함량 저위험 저위험 * 저위험 저위험 * 저위험 함량균일성 저위험 저위험 저위험 저위험 * 저위험 용출 저위험 저위험 저위험 저위험 저위험 분해산물 저위험 * 저위험 * 저위험 * 저위험 * 저위험 * * 초기위해평가와비교하여위해성이동일함 표 58. 업데이트된제네릭의약품 acetriptan 20 mg 정제조공정위해평가사유 원료의약품특성완제의약품 CQA 평가근거 전 - 압착혼합공 정및활택공정 함량 함량균일성 용출 In-line NIR 방법을개발하고밸리데이션하여혼합공정종결시점을정하였음. 최종제제조성에서, 모든개발배치와허가신청용배치의함량시험, 용출시험, 함량균일성시험결과가적합하였음. 위해성은낮아졌다
138 압착공정분쇄공정압착공정타정공정 Ribbon 상대밀도가 이면분쇄된과립의입자도분포함량균일성 ffc 값으로측정된결과좋은흐름성을보였다. 위해성은낮아졌다. Ribbon 상대밀도가 이면타정압을조절하여목표용출정제경도 ( kp) 에도달할수있다. 용출에영향을줄수있는압착공정의위해성은낮아졌다. 함량분쇄속도는완제의약품품질특성에큰영향을주지않는다. Mill 체눈크기는 1.0 mm으로고정하는것이중요하며 roller 압력과함량균일성 roller gap을적절히조절함으로써모든 CQA를충족시킬수있다. 용출함량, 함량균일성, 용출시험에미치는위해성은낮아졌다. 회전수와스테아르산마그네슘비표면적의범위를정함으로써용출정제붕해와용출에큰영향을미치지않도록할수있다. 위해성은낮아졌다. 함량개발과정에서 feed frame paddle 속도는정제질량편차, 함량, 함량균일성함량균일성에큰영향을주지않았고위해성은낮아졌다. Ribbon 상대밀도가 이면타정압을조절하여목표정제경도 ( kp) 에도달할수있다. Feed frame paddle 용출속도가 8-20 rpm인경우과도한활택이일어나지않았고, 위해성은낮아졌다. 2.4 용기포장시스템 대조약과동일하게하기위해 25 C (77 F) 에서보관되는것이권장되고 C (59-86 F) 까지허용 대조약에서는흰색의불투명한 HDPE 병에주위에 induction seal liner 와 child resistant (CR) closure를선택 제네릭 Acetriptan 20 mg 정병포장의상세한사항은표 59에요약. 표 59. 제네릭 Acetriptan 20 mg 정포장형태 포장단위 HPDE 병용량 마개형태 30 정 40 cc 33 mm 흰색 CR cap 및 pulp liner 90 정 60 cc 38 mm 흰색 CR cap 및 pulp liner 2.5 미생물학적특성 허가제출용배치의가속시험에서의약품의수분함유량이거의없으므로미생물의성장이가능하지않음. 제네릭 Acetriptan 20 mg 정의수분함량이낮아미생물시험은필요하지않음. 2.6 첨가제적합성 Reconstitution diluent 가없고경구용고형제제이므로해당없음
139 2.7 품질관리전략 참고 : 품질관리전략은공정및제품의품질을보장하는현재제품및공정의이해로부터작성됨. 품질관리는공정변수와원료약품및용기포장, 제조시설및운영조건에대한공정관리방법, 완제의약품규격과관련된관리방법과모니터링, 관리주기등을포함 제네릭 Acetriptan 정제 20 mg에대한품질관리전략은광범위한제품및공정의이해를위한연구결과에기초함. 이러한연구는초기위해평가동안제제의 CQA에높은위험으로간주되는물질특성과공정변수를조사 어떤경우에는, 중간위험에대한변수도조사. 이러한체계적인연구를통해, CMA와 CPP를식별하고, 연구된범위에서복잡한변수간의관계때문에모든초기위해평가에서높은위험으로간주된변수들은관리전략에포함. 따라서품질관리전략은현재공정및제품에대한지식에기초하여통합적임. 관리전략은제품의전주기에걸쳐얻은경험을바탕으로지속적으로갱신 Acetriptan 정제 20 mg의실생산을위한제어전략은표 60에정리 품질관리전략은공정개발중연구된고위험공정변수범위와실제작업범위를포함. 표 60. 제네릭의약품 acetriptan 정제 20 mg 품질관리전략 인자 Acetriptan 결정 다형 * 특성또는변수 허가제출용배치연구된범위설정한범위실제결과 ( 실험실규모 ) ( 실생산규모 ) ( 파일럿제조규모 ) 원료약품특성 융점 θ: 7.9, 12.4, 19.1, 2θ: 7.9, 12.4, 19.1, 2θ: 7.9, 12.4, XRPD 2θ 값 , 25.2 관리목표 결정형중 3 형 d um 20 um um 용출및생체내동태 Acetiptan 입자도 d um 12 um 6-24 um 특성확보, 배치간분포 d um 7.2 um um 일관성확보 유당수화물, 입자도분포 d 50: um d 50: 85 um d 50: um A01 등급충분한흐름성과배치 미결정셀룰로오스 간일관성확보 (MCC), B02 등급 입자도분포 d50: um d50: 108 um d50: um 크로스카르멜로 > 75 um: 2 % 이하 > 75 um: 1 % 이하 > 75 um: 2 % 이하 스나트륨 (CCS), 입자도분포 배치간일관성확보 C03 등급 > 45 um: 10 % 이하 > 45 um: 4 % 이하 > 45 um: 10 % 이하 탤크, D04 등급 입자도분포 > 75 um: 0.2 % 이하 > 75 um: 0.1 % 이하 > 75 um: 0.2 % 이하 배치간일관성확보 충분한활택및용출스테아르산마그네슘, E05 등급비표면적 m2 /g 8.2 m 2 /g m 2 /g 및붕해지연의위험성감소 전-압착혼합공정및활택공정변수 V 형 - 혼합기 250 (25 rpm, 10 분 ) 회전수 * (20 rpm, 5-25 분 ) 285 회전 (12 rpm, 23.8 분 주성분입자도분포따라결정 ~ 50 % (10.4 kg, 4 pt) ~ 67 % 혼합기 fill level ~ 74 % (50.0 kg, 150 L) % (5.0 kg, 16 pt) (150.0 kg, 500 L) 혼합균일성 * 혼합공정종결 : < 5.0 % RSD (in-line NIR 방법 ) In-line NIR 방법을사용하여혼합균일성이확보된시점에서공정종결시점결정
140 압착및분쇄공정변수 Alexanderwerk Alexanderwerk Alexanderwerk 장비 WP120 (roller 직경 : WP120 (roller 직경 : WP120 (roller 120 mm; roller 120 mm; roller 직경 : 200 mm; 장비고정 압착 및 분쇄 width 25 mm) width 40 mm) roller width 75 mm) 공정 Roller 압력 Roller gap bar mm 50 bar 1.8 mm bar mm 목표하는 ribbon 상대밀도, 과립입자도분포, Mill 속도 rpm 60 rpm rpm Mill 체눈크기 mm 1.0 mm 1.0 mm 압착및분쇄공정관리 Ribbon 상대밀도 * * 과립입자도분포 d um * 과립입자도분포 d um * 과립입자도분포 d um 과립함량균일성 * % RSD < 5.0 % 과립흐름성 (ffc) * > 6.00 최종혼합및활택공정변수 V-형혼합기최회전수종혼합 ( 과립과탤크 ) 혼합기 fill level V-형혼합기활택회전수 ( 스테아르산마그네슘 ) 혼합기 fill level 100 (25 rpm, 4 분 ) 100 (20 rpm, 5 분 ) 100 회전 (12 rpm, 8.3 분 100 회전 (8 rpm, 12.5 분 ~ 38 % (1.0 kg, 4 pt) ~ 49 % (5.0 kg, 16 pt) ~ 56 % (50.0 kg, 150 L) ~ 50 % (150.0 kg, 500 L) 과립함량균일성, 흐름성을일관되게얻기위함. 일관된혼합 75 (25 rpm, 3 분 ) 회전 48 회전 (12 rpm, 4 분 ) (20 rpm, 3-5 분 ) (8 rpm, 분 ) 활택제가잘분포되고 ~ 38 % (1.0 kg, 4 pt) 과도한활택을방지 ~ 56 % (50.0 kg, 150 L) ~ 50 % (150.0 kg, 500 L) ~ 49 % (5.0 kg, 16 pt) 혼합균일성 * % RSD < 5 % 혼합물함량 * w/w % 정제타정공정변수 Feeder frame 속도 8-20 rpm 15 rpm 8-20 rpm 타정기속도 rpm 40 rpm rpm 정제 CQA를일관되 Rotary Press 예비타정압 1.0 kn 1.0 kn 1.0 kn 게만족 ( 함량, 함량 주타정압 5-15 kn 8-11 kn Ribbon 상대균일성, 용출 ) 밀도에따라결정 개개정제질량 (n = 10, 매 20 분 ) 200 ± 10.0 mg 총정제질량 (n = 20, 매 20 분 ) 4.00 ± 0.12 g 정제경도 (n = 10, 매 20 분 ) 목표 : kp 한도 : kp 정제두께 (n = 10, 매 20 분 ) 3.00 ± 0.09 분 붕해 (n = 6, 생산중 3 회측정 ) 5 분이하 마손도 ( 검체무게 = 6.5 g, 생산중 3 회측정 ) 1.0 % 이하 * CMA 또는 CPP 또는 CQA에해당 원료약품품질관리전략 주성분원료의약품입자도분포혼합에영향을주거나생체내동태에영향을미칠수있음. 파일럿규모 PK 연구는 d μm인 (d μm) 일때생물학적으로동등성할것으로보았음
141 제제개발시, d 90 값이 14 μm 이상인입자도분포고정된혼합공정을이용하여우수한유동성및함량균일성을보장하는것으로확인. 하지만, 공정개발중에혼합공정종결시점을결정하는 in-line NIR 방법을사용하면허용가능한혼합균일성및정제 CQA는범위의약물물질의 d 90 을 μm 범위내에서달성. 부형제입자도분포선택된등급의특성에기초함. 유당및미결정셀롤로오스의경우배치간일관성을위해 d 50 으로제한. 제형개발중수집된용출데이터분석및파일럿 PK연구결과 1.0 % w/v SLS를포함한용출액이 FDA에서제시하는 2.0 % w/v SLS 함유용출액에비해제품간차이에더민감. 이러한이유로 1.0 % w/v SLS 함유용출액사용 전 - 압착혼합과활택공정관리전략 전-압축혼합과활택공정을위한업데이트된위해평가 ( 표 37) 는다른주성분입자도분포를수용하기위해회전수를조절함으로써위험도가감소된다는것을보여줌. 혼합물의균일성을모니터링하기위해 NIR 방법이개발되었고, 10 개연속스펙트럼의 moving block % RSD가 10 연속측정결과 5 % 이하인경우 feedback control에의해혼합이종료되도록구현 Roller compaction 과 integrated milling 에대한관리전략 Roller compaction의관리전략목표는완제품 CQA가허용범위내에들도록 ribbon 밀도를유지하는것. 제조공정에서 ribbon density를 로유지하기위해 roller 압력과 roller gap이조절되어야함. Roller compaction 중 ribbon density는 in-process control로관찰될것임. Milling에서는과립입자도분포가허용범위내에유지되도록 mill 체눈크기 (1.0 mm) 와 mill 속도 ( rpm) 범위를정함. Mill 체눈크기에변화가생기면과립크기분포나 sieve cut 분석에대한영향이사전에결정된 ribbon 밀도범위가재평가되어야함 최종혼합및윤활에대한관리전략 과립과탤크의혼합에대한관리전략은목표회전수를유지하는것. 스테아르산마그네슘과과립의활택공정관리전략은문헌에따른혼합기용량 (headspace) 과 V형-혼합기부피를기준으로회전수를조절하는것 정제타정에대한관리전략 타정의관리전략은정제무게, 경도, 두께, 마손도, 붕해등의공정중정제특성을유지하는것. Die table 아래의 fill cam은 lower punch를적절한높이로조절해 fill 깊이와정제무게를정할수있음. 정제를만들어내기위한타정압은정제경도, 마손도, 붕해도에따라초기에정해짐. 타정기설정을통해목표하는정제무게와경도가정해지면 upper punch 투과깊이와 fill 깊이가고정됨. 정제가나올때마다타정압은계속측정되며목표타정압과비교. 주타정높이는자동으로조절되어평균타정압과최대한근접하게유지함. 최고 / 최하타정압이정해지고이범위밖의타정압으로생긴정제는자동으로불량처리됨
142 2.7.6 완제의약품전주기관리와지속적공정개선 승인이되면 FDA 공정검증가이드 (U.S. Food and Drug Administration. Guidance for Industry. Process Validation: General Principles and Practices. January 2011) 에따라완제의약품전주기에걸쳐위해요소를기반으로결정하는방법으로제네릭 Acetriptan 20mg 정의제조공정이검증될것. 제네릭 Acetriptan 20mg 정의의약품개발중 QbD는공정검증의 1 단계 (Process Design) 에관련된제품및공정이해도를높여줌. 1 단계개발을통해발견된사항을토대로실생산제조공정이결정되었고, 제조규모확대및관리전략이적용됨. 2 단계 (Process Qualification) 의목표는재현가능한상업공정인지평가하는것이며, 제조시설은 Building and Facilities의 cgmp 규율 (21 CFR Part 211 Current Good Manufacturing Practice for Finished Pharmaceuticals, Subpart C) 에따라설계되며모든기기들이목표에알맞게작동되는지를입증해야함. Process performance qualification 작성및검토후승인되면상업제조공정이예상한대로시행되고있다는것을입증해야함. 3 단계 (Continued Process Verification) 의목표는상업생산중관리상태가승인된상태를유지함을계속적으로보장하는것. 완제의약품전주기에걸쳐목표품질에걸맞은완제의약품을생산하는지알기위해제조공정이관찰될것. 공정안정성및역량이평가될것임. 예측하지못한변동이생기면바로시정해예측되는문제를예방하여관리될것임. 일상제조공정에서추가분석내용이생기면완제품의꾸준한개선을위해공정변수를조절하는데사용될것임. 본신청서에제공된내용이외의변화는 CFR 에따라규제기관에제출할것을약속함
143 2. 제네릭방출제어정제의 QbD 사례요약 (FDA) Therapeutic relief를적응증으로하는대조약 (reference listed drug) 브랜드 MR 정 10 mg 의제네릭의약품인 Example MR 정 10 mg 에대한의약품개발보고서로서 Example MR 정의품질및안전성, 유효성을보증하기위하여정제의조성 (tablet formulation) 및제조공정 (manufacturing process) 개발에 QbD 접근방법을적용하였다. 먼저원료의약품및대조약의특성, 허가사항및대상환자집단을고려하여제품의품질목표사항 (Quality Target Product Profile; QTPP) 을정하고, QTPP의모든항목특성을달성할수있도록 Example MR 정을설계하였다. 다만, 의약품개발과정에서제제의조성이나제조공정에대한실질적변화에의해영향을받을수있는중요품질특성 (Critical Quality Attributes; CQAs) 에대한연구에중점을두었고, 제품의물리적특성 ( 크기및분리성 ), 함량, 함량균일성, 약물방출특성이 Example MR 정의 CQA에해당되었다. Example MR 정은화학적으로안정한 BCS class I 화합물인원료의약품 Z를함유하며, 대조약의제품특성과동일하게하기위하여속방출 (immediate release; IR) 과립과서방출 (Extended relaease; ER) 코팅비드를과립외부완충제 (extragranular cushioning agent), 기타첨가제와함께압축시켜분할선이있는정제가되도록설계하였다. 속방출 (IR) 과립에대한규제기관으로부터승인된조성 (formulation) 과제조공정 (manufacturing process) 에대해서는 ANDA aaaaaa 문서에기술되어있다. 방출속도조절폴리머로 Kollicoat SR 30 D를선정했으며, 제제조성은실험설계 (Design of Experiments: DOE) 를이용하여최적화하였다. 속방출 (IR) 과립과서방출 (ER) 코팅비드가분리되지않도록하기위해 2 개등급의미결정셀룰로오스 (microcrystalline cellulose; MCC) 의혼합비율을최적화하여사용하였다. 또한, 조성변화에대한완건성 (robust formulation) 을확보하기위하여붕해제 (disintegrant) 로서전분글리콜산나트륨 (sodium starch glycolate) 과활택제 (lubricant) 로서스테아르산마그네슘 (magnesium stearate) 에대한적합한조성비를규정하였다. 예측적용출시험방법 (predictive dissolution method) 이본개발과정의주요요소였으며, 1 차파일럿생물학적동등성시험에서실패했던 1 차프로토타입제제 (F-1) 를이용하여폭넓은용출시험조건에대한평가를수행하는방법으로용출시험방법을확립하였다 (USP 장치 3, 10 dpm, ph 6.8 인산염완충액 250 ml). 연속된생물학적동등성시험을통하여대조약의성능과동등한제품특성을확보하는데필요한이론적인폴리머코팅농도수준을확인하였고, 생물학적동등성시험들로부터축적된약물의체내동태학적데이터 (pharmacokinetic data) 를활용하여 in vitro - in vivo 상관관계 (IVIVR) 를확립하였다. 이예측적용출시험방법 (predictive dissolution method) 은최종완제의약품의품질관리 (quality control) 에이용할계획이다. 잠재적으로높은위해요소 (high risk) 가될수있는제제조성과공정변수들을확인하고기반지식향상에필요한실험들을파악하기위해개발과정전반을통하여위해평가 (risk assessment) 를실시하였다. 그이후개선된제품및공정에대한지식 (understanding) 을바탕으로감소된위해수준을파악하기위해각각의위해평가결과를업데이트했다. 속방출 (IR) 과립공정은이미확립되어있었으므로, 본보고서에서는서방출비드 (ER bead) 및최종정제공정 (final tablet process) 개발과관련한 4 단계에중점을두었고, 그 4 단계는다음과같다. 1) 약물층화 (drug layering) 2) 서방출폴리머코팅 (ER polymer coating) 3) 혼합및활택 (blending and lubrication)
144 4) 압축 (compression) 약물층화 (drug layering) 및서방출비드 (ER beads) 에대한공정은모두하부스프레이유동상공정 (bottom spray fluid bed process) 을적용했다. 혼합물 (blend) 은확산혼합 (diffusive mixing) 방법을적용하여제조하였고, 그혼합물을압축하여분할선이있는정제 (scored tablets) 를만들었다. 각단위조작에대해위해평가 (risk assessment) 를실시하였고, 확인된높은위해요소를조사하고, 주요물질특성 (critical material attributes; CMAs) 과주요공정변수 (critical process parameters; CPPs) 를정하기위해실험설계 (DoE) 를활용하였다. In-line NIR 분석법을설정하여밸리데이션하였고, 혼합단계 (blending step) 에서의위해요소를줄이고, 혼합균일성을모니터링하기위해이용하였다. 공정최적화 (process optimization) 는파일럿규모에서디자인스페이스 (design space) 설정을용이하게했다. 파일럿규모로제조한허가제출용배치 (exhibit batch) 로생물학적동등성시험을실시하였고, 그결과대조약과동등함을확인하였다. 실생산규모로제조한첫번째배지는용출시험에서부적합하였다. 조사결과공정효율 (process efficiency) 차이로인해파일럿규모에서제조한비드에비해상업용규모로제조한비드의필름코팅두께가더두꺼운것이확인되었다. 두번째배지는실생산규모에서향상된공정효율 (processing efficiency) 을고려하여이론적인폴리머코팅수준 (theoretical polymer coating level) 을 30 % 에서 28 % 로낮춰제조하였다. 이같은제제조성변화를통해기존에설정한주요품질특성 (CQA) 기준에모두부합하는제품을생산했다. 초기위해평가 (initial risk assessment) 에서잠재적높은위해변수 (high risk variables) 로규정한투입원료특성 (input material attributes) 및공정변수 (process parameters) 를품질관리전략 (control strategy) 에포함해야할것으로판단되었다. 또한, 품질관리전략 (control strategy) 에는공정중제품의품질기준및완제의약품의품질기준 (in-process and finished product specifications) 을포함하였다. 공정에대한모니터링은제품의전주기를통하여이루어질것이며, 축적된추가지식을활용하여적절히품질관리전략을세울수있을것이다. 표 1 에순서대로정리한 Example MR 정의개발과정을요약하였다. 표 1. 개발일정순서에따른 Example MR 정 10 mg 개발 실 험 규 모 대조약분석 N/A 주성분특성평가 N/A 첨가제적합성평가 N/A 위약비드로압축한 IR 과립의용출시험 실험실규모 (1 kg) 결합제최적화및원료의약품고체상태안정화 실험실규모 (1 kg) 약물층공정개발- 타당성조사및최적화실험 실험실규모 (4 kg) 위약과립으로압축한약물층비드의용출시험 실험실규모 (1 kg) 서방출폴리머코팅제제타당성조사및최적화실험 실험실규모 (1 kg) 서방출폴리머코팅공정개발 타당성조사, 스크리닝, 최적화실험 실험실규모 (4 kg) 혼합공정종결시점확인을위한 NIR 시험법 N/A 프로토타입정제제제실험 부형제, 붕해제, 활택제의최적화 실험실규모 (1, 4 kg) 1 차파일럿생물학적동등성시험용제제개발 ( 프로토타입 F-1) 실험실규모 (4 kg) 프로토타입 F-1을이용한 1 차파일럿생물학적동등성시험 N/A
145 2 차파일럿생물학적동등성시험용제제개발 (F-2 및 F-3) 실험실규모 (4 kg) 프로토타입 F-2 및 F-3을이용한 2 차파일럿생물학적동등성시험 N/A 예측적용출시험방법개발및 IVIVR N/A 약물층공정의완건성실험 파일럿규모 (40 kg) 서방출폴리머코팅공정의완건성실험 파일럿규모 (40 kg) 서방출비드경화공정의확증실험 N/A 혼합공정실험 분리현상조사및공정변수의최적화 파일럿규모 (40 kg) 정제타정공정개발 공정변수의최적화 파일럿규모 (40 kg) 생물학적동등성시험 허가제출용규모 (40 kg) 허가제출용배치제조 허가제출용규모 (40 kg) 실생산규모로제조규모확대 실생산규모 (180 kg) Example MR 10 mg 정의제품의품질목표사항 (Quality Target Product Profile) QTTP 요소 목표 설정근거 제형 (Dosage form) 방출조절 (MR) 정제 의약품동등성확보 : 동일한제형 투여경로 경구 의약품동등성확보 : 동일투여경로 약물함량 10 mg 의약품동등성확보 : 동일함량 약동학적특성 식전및식후시험 PK 파라미터의 90 % 신뢰구간, AUC 0-2, AUC 2-24, AUC 0- 및 C max 는생물학적동등성한도내에있어야한다. 생물학적동등성요건임상적으로유의미한치료효과를나타내는초기 2 시간동안을포함하여초기혈중농도가치료효과를낼수있는혈중농도로지속적으로유지되어야한다. 안정성 실온에서 24 개월의사용기한 대조약의사용기간과동등하거나더우수함. 물리적특성 완제의약품품질특성 확인함량함량균일성분해산물잔류용매미생물한도수분수분 의약품동등성을충족시키기위해동일한공정서규격이거나다른품질기준에적합 ( 확인, 함량, 순도및품질 ) 용기포장 용법 / 라벨링과일치성 (Administration/concu rrence with labeling) 목표사용기한에적합하고, 선적중정제의완전무결성을보장할수있는적절한용기포장시스템 5 mg 씩두개로나누어질수있는분할선이있는정제음식물에관계없이복용가능함 ( 음식물영향없음 ) 대조약포장과의유사성을근거로어린이안전캡이있는 HDPE bottle 로선정 대조약허가사항 대체투여경로없음대조약허가사항에없음
146 완제의약품품질특성 물리적특성 성상 Example MR 10 mg 정의주요품질특성 (CQA) 목표 환자에적용가능한색상과형태. 정제형태의결함이없어야한다. CQA 여부 X 근거 색상, 모양은안전성 유효성과관계없으므로 CQA 가아님. 환자가복용가능한형태이어야함. 냄새 불쾌한냄새없음 X 일반적으로냄새는안전성 유효성과관계가없으나환자의복용에영향을줄수있음. 그러므로주성분, 부형제모두냄새가없어야함. 제조공정중유기용매가사용되지않을것임. 크기 대조약과유사함 O 환자가복용가능한크기여야하고식이요법과병행가능한크기여야함. 대조약과비슷한크기로제조됨. 분할선및 분할선이있고 1/2 O 대조약은분할선이있고, 1/2 용량용법에대 분리성 용량으로 분리될 하여표시하고있으므로정제분할의용이성 수있음 이제품설계에중요한특성이다. 마손도 ( 전체및분할된정제 ) 1.0 % w/w 이하 X 공정서허용기준및출시후정제외형에대한소비자불만을최소화하기위하여 1.0 % 의평균질량감소를목표로설정한다. 마손도에대한목표는환자의안전성과유효성에영향을미치지않을것이다. 확인시험 원료의약품 Z에대한확인 O * 확인시험이안전성과유효성에대한중요한특성이지만, 이 CQA는품질관리시스템으로효과적으로관리될수있고, 완제품출하시점에서모니터링된다. 제제조성및공정변수들은약물동정에영향을미치지않는다. 함량 ( 정제전체및분할된정제 ) 표시량의 100 % O 함량의변동성은안전성및유효성에영향을미칠것이다. 따라서함량은주요품질특성이다. 함량균일성 정제전체 USP <905> O 함량균일성에대한변동성은안전성과유효성 분할된정제 Uniformity of 에영향을미칠것이다. 정제전체와분할된정제 Dosage Units 에적합 에대한함량균일성은주요품질특성이다. 분해생성물 개개미지분해산물 : 0.2 % 이하총분해산물 : 1.0 % 이하 O * 분해산물한도는완제의약품안전성에있어중요한특성이다. 개개미지분해산물에대한한도는 ICH Q3B와일치하며, 총분해산물의한도는사용기한부근의대조약에대한분석결과를근거하여설정된다. 원료의약품 Z의분자구조는산화, 산, 염기가수분해, 빛또는습도에민감한기능기를포함하고있지않고, 강제분해실험을 통하여안정성이확인되었다. 속방출 (IR) 정제개발과정과 MR 정제개발과정 의일환으로수행된부형제배합적합성시험
147 에서화학적상호작용은관찰되지않았다. 따라서제제조성및공정변수는분해생성물 CQA에영향을미치지않을것이다. 잔류용매 USP <467> 에적합 O * 완제의약품조성에사용한원료의약품및첨가제는잔류용매를포함한다. 그허용한도는의약품의안전성에중요하다. 그러나유기용매가완제의약품의제조공정에사용되지않고, 완제의약품은 USP <467> 옵션 1을충족한다. 이 CQA는의약품개발보고서에서는논의되지않지만, 원료기준을설정할때에는고려될것이다. 약물 전체정제 예측 용출시험방 O * 약물방출양상은생체이용율 (BA) 및생물학적 방출 법으로시험할때, 동등성 (BE) 에중요한요소이므로주요품질 대조약과 유사한 특성이다. In-vitro 용출시험으로생체내약물 약물방출양상 의동태를예측할수있으므로생물학적동등성 (BE) 확보를위하여대조약과유사한약물방출을목표로한다. 분할된정제 전체정제와유사한약물방출 : f2 > 50 미립자를많이함유하는정제의경우, 비드의불균일분포가정제전체와분할된정제의약물방출양상을다르게할수있다. 따라서약물방출특성은중요하며, 목표는규정에따라설정된다. 알코올로 인한 0.1 N HCl 중 5 %, 알코올로인한약물의방출은환자의안전에 방출용량증가 20 %, 40 % (V/V) Alcohol USP 함유용출시험액에서대조약과비교시유사하거나낮은약물방출 중요하다. 알코올스트레스조건으로제품의생체이용률이변화되지않고, 환자가추가적인위험에노출되지않음을보증할수있도록목표를설정한다. 수분함량 2.0 % w/w 이하 X 경구용고형제에서수분량은환자의안전과약물유효성에영향을미치지않을것이다. 따라서수분함량은중요한특성이아니다. 미생물한도 약전기준에적합 O * 미생물한도에대한기준부적합은환자의안전에영향을줄수있다. 그러나원료가공정서미생물허용기준에적합하다면, 제제및공정변수는이 CQA에영향을주지않을것이다. 완제의약품이미생물생장에적합하지않다는것을확인하기위해최종프로토타입제제의수분활성 (water activity) 에대한시험이이루어질것이다. * 제제조성및공정변수들은 CQA 에영향을미치지않을것이다. 따라서해당 CQA 는조사되지않을것이며, 그이후의위해평가및의약품개발에서상세히논의되지않을것이다. 그러나해당 CQA 는 QTPP 로남아그제품과공정설계, 품질관리전략을통하여확인될것이다
148 3. 사쿠라정주요공정의디자인스페이스및관리전략수립요약 (NIHS) 2.3.P.1 완제의약품의개요와조성 ( 사쿠라정, 필름코팅정 ) 2.3.P.2 완제의약품 ( 사쿠라정, 필름코팅정 ) 2.3.P.2.1. 완제의약품의조성 2.3.P.2.2. 완제의약품 1) 개발전략 QbD 접근방식과기존의접근방식을이용하여의약품을개발하였다. 관리전략을수립하기위하여 다음과같은접근방식을이용하였다. 가. 목표제품품질특성을정하고초기위해평가를실시나. 완제의약품조성과제조공정에대한위해평가를실시다. 주요공정을선정하고품질특성에미치는영향을평가 - 주성분입자도가용해도와생체내흡수율에미치는영향조사 - 활택제분량과활택공정연구 - 타정공정연구 - 주요인자와주요인자간상호작용조사라. 정제의품질특성과관련된다른변수에대한추가연구 - 혼합공정이혼합균일성에미치는영향연구마. 디자인스페이스수립과평가바. 주요공정에서의실시간출하승인 (RTR; real rime release) 방법수립과평가사. 관리전략을수립하여적용한후의위해평가초기위해평가에는 PHA(Preliminary Hazard Analysis) 방법을, 제조공정과관리전략수립후위해평가에는 FMEA(Failure Mode and Effects Analysis) 방법을이용하였다. 파일럿제조규모에서실시한위해평가에서는주성분입자도가완제의약품용해도에미치는영향이크고, 타정압이정제경도에미치는영향이큰것으로조사되었다. 사쿠라정의디자인스페이스는이러한원료약품특성, 공정변수와완제의약품규격을조합하여수립하였다. 또한, 혼합공정중혼합균일성과타정공정중타정압을관리하면용출시험, 함량균일성시험, 함량시험에대하여실시간출하승인이가능하다. 향후제조공정이변경되어재밸리데이션이하는경우에는완료될때까지위시험항목을최종완제의약품시험으로대체하여시험한다. 각각의공정변수는제조규모와무관하므로, 공정변수만을관리하는것으로제조규모확대가가능하다. 2) 목표품질특성 제형및함량설정규격형상및경도성상 속방정, 30 mg/ 정함량, 함량균일성, 용출저장및취급이가능한견고한정제환자의복용및복약순응이가능한필름코팅정. 1 정당중량 100 mg/ 정, 정제지름 6 mm
149 3) 초기위해평가인자위해평가원료의약품원료의약품의용해도가낮고투과도는높으므로입자도가생체내동태에영향을줄수있다. 불용성 ( 무기물 ) 첨가제가용출률에영향을줄수있다. 첨가제수용성 ( 유기물 ) 첨가제가타정에영향을줄수있다. 소수성첨가제 ( 활택제 ) 가용출률에영향을줄수있다. 주성분이가수분해될수있으므로습식과립제조가불가하다. 혼합공정은함량균일성을고려하여균일한혼합물을제조해야하나, 과도한혼합은하지않는다. 제조공정활택제를과혼합하는것은표면을소수성으로만들어용출률을떨어뜨릴수있다. 함량균일성은혼합공정에서조절한다. 과도한타정압은붕해시간을지연시켜용출률을떨어뜨릴수있다. 주성분입자도 부형제 공정중습도관리 혼합공정활택공정타정공정코팅공정포장공정 생체내동태 용출 함량 분해 함량균일성 성상 마손도 안정성 - 화학적 안정성 - 물리적 저위험중위험고위험 2.3.P 제제설계 2.3.P 과량투입 해당없음 2.3.P 물리화학적, 생물학적성질 2.3.P.2.3. 제조공정개발 1) 제조공정위해평가 FEMA(Failure Mode and Effects Analysis) 를적용하였고위해성우선순위번호 (Risk Priority Number; RPN) 40인경우고위험, 40 > RPN 20인경우중위험, RPN < 20인경우저위험으로하였다
150 그림 2.3.P 사쿠라정조성과제조공정에대한 FMEA 위해평가결과 2) 주요공정변수가완제의약품품질에미치는영향 2)-1 평가방법 주성분입자도, 활택공정조건, 타정압이미치는영향을알아보기위해평가를실시하였다. 2)-1-1 용출시험법개발 용출양상은주성분입자도, 활택제분량, 타정압에따라달라졌다. 그림 2.3.P 다양한주성분입자도, 타정압및활택제분량에서의용출양상 2)-1-2 In vivo 평가 주성분입자도가 50 um 인경우에비해 100 um 인경우에 Cmax 와 AUC 값이현저히작아졌다
151 그림 2.3.P 사쿠라정투여후혈중농도곡선 2)-1-3 IVIVC (In vitro/in vivo correlation) 용출패턴과혈중농도곡선을조사한결과 IVIVC 가확립되었으므로해당용출시험방법을통하여완 제의약품품질과디자인스페이스를평가할수있다. 2)-2 주성분입자도가미치는영향 주성분입자도가 5 ~ 50 um인경우용출양상은유사하고, 100 um인경우용출률이낮았다. 생체내에서도주성분입자도가 100 um인경우 Cmax와 AUC가작아졌다. 초기위해평가에서주성분의낮은용해도를고려할때주성분입자도가용출및생체내동태에영향을미친다고판단되었다. 용출률이낮아지면 Cmax 값이낮아지고 Tmax가연장되므로주성분입자도의상한을 20 um로정한다. 2)-3 활택공정조건이미치는영향 활택제분량과혼합시간이증가하면정제경도가낮아지는경향을보이지만정제경도의하한값인 80 N 을훨씬상회한다. 용출률과정제경도에미치는영향을고려하여활택제의분량은 2 % 로정한다. 그림 2.3.P 활택제분량, 활택시간및정제경도의상관관계
152 2)-4 타정공정조건이미치는영향 타정압이낮아지면정제경도와마손도가감소하는경향을보이지만, 타정압이증가하는경우초기용출률이낮아져서용출규격인 30 분에 80 % 이상용출률에도달하기어려워진다. 타정기회전속도가증가할수록함량균일성판정값이증가하지만기준인 판정값 15.0 % 는만족한다. 그러므로타정압은 6 ~ 10 kn으로정한다. 표 2.3.P 타정공정변수와정제특성과의관계 타정조건 타정기 피더회전 속도 속도 40 rpm 40 rpm 80 rpm 60 rpm 타정물특성 타정압 30 분간정제강도혼합균일성경도 (N) (kn) 용출률 (%) ( 마손도 (%)) )-5 주요인자와상호작용 위시험결과와같이주성분입자도와활택공정조건은정제경도및타정압에영향을미친다. 하지만주성분입자도 5 ~ 50 um, 타정압 6 ~ 10 kn, 활택시간 1 ~ 15 분범위에서생산한정제의용출률은비슷하였다. 위인자들을 L 9 (3 4 ) 직교배열 (orthogonal array) 하여인자들간상호작용이있는지여부, 완제의약품특성및공정효율에영향을미치는지를시험하였다. 각각의시험치마다다중휘귀분석 (multiple re gression analysis) 을실시하여기여율과통계학적유의도를확인하였다. 시험결과인자들간상호작용은없었다. 표 2.3.P.2.2 L 9 (3 4 ) 직교배열할당 (orthogonal array allocation) 실험디자인 연번 변수 주성분입자도 (um) 활택제분량 (%) 활택시간 ( 분 ) 타정압 (kn)
153 3) 다른공정변수가미치는영향 3)-1 혼합공정이균일성에미치는영향 초기위해평가에서사쿠라정은주성분이가수분해될수있어습식과립공정으로제조하지못한다고평가되어직타법을이용하여제조하였다. 혼합시간과혼합속도, 주성분입자도는함량균일성에영향을준다고판단된다. 함량균일성은 in-line NIR(near infrared spectrophotometry) 과 HPLC를이용해평가된다. 공정변수의범위를확장시켜시험하였다. 주성분입자도를크게하고, V type 혼합기를사용하고, 혼합시간을짧게하고혼합속도를짧게하였을때혼합균일성의편차 (RSD) 는 6.5 % 로크게나왔다. 이에따라목표로하는혼합공정의혼합균일성 (RSD) 은 6 % 미만으로하였다. 정제의함량균일성은타정공정에도영향을받을수있기때문에타정공정에서발생할수있는편차를고려하여혼합균일성 (RSD) 기준은 3 % 미만으로하였다. - 고려한변수 :. 혼합시간 : 2 ~ 16 분. 혼합속도 : 10 ~ 30 rpm. 혼합기 : Drum type 또는 V type 혼합기. 주성분입자도 : D 90 = 10 ~ 50 um 표 2.3.P 혼합공정평가실험디자인 장비번호 시행순서 조건 혼합시간 ( 분 ) 혼합속도 (rpm) 혼합기 입자도 D90 (um) 1 1 변경 2 10 V 형 변경 V 형 변경 2 30 V 형 변경 V 형 변경 2 10 드럼형 변경 드럼형 변경 2 30 드럼형 변경 드럼형 표준 9 20 V 형 표준 9 20 드럼형 표준 9 20 V 형 표준 9 20 드럼형 30 4) 제조공정이품질에미치는영향 주성분입자도는용출에미치는영향이크고, 타정압은정제경도에미치는영향이크다. 하지만 2)-4에서확인하였듯이타정압 6 ~ 10 kn 범위내에서는원하는품질에도달할수있다
154 원료약품특성주성분입자도정제표면의활택제분량공정변수혼합 ( 속도및시간 ) 활택 ( 혼합속도및시간 ) 타정압타정속도제조단위크기 임상에영향을주는품질특성 물리적품질특성 용출함량함량균일성성상경도 저위험증위험고위험 그림 2.3.P 정제품질에미치는변수요약 5) 제조공정개발이후위해평가제조공정개발후 FMEA 위해평가를실시한결과, 활택제분량, 타정압에의한위해성은낮아졌는데, 이변수들은초기위해평가에서는위해성이높게평가되었던것들이다. 위변수들에의한위해성이낮아진이유는 2)-1-1 용출시험법개발 에서검토된바와같이활택제분량과타정압이용출에미치는영향이없었기때문이다. 그림 2.3.P 제조공정개발후의 FMEA 위해평가 6) 디자인스페이스수립과평가 6)-1 품질관리전략
155 6)-1-1 용출 다면분석 (multidimensional analysis) 결과주성분입자도, 활택제비표면적, 활택공정시간, 평균타정압이용출에영향을미치는것으로판단되었다. 제조공정개발과정중혼합공정, 활택공정및타정공정이용출률에미치는영향은적고주성분입자도가미치는영향이큰것으로판단되어주성분입자도를디자인스페이스에서관리하는원료약품관리요소로선정하였다. 6)-1-2 함량균일성 아래그림에서관리전략 1(control strategy 1) 은장비및제조규모에의존적인많은변수들과관련되어있고관리전략 2(control strategy 2) 는 in-line NIR을이용하여혼합균일성만을관리 (RSD 3 % 미만 ) 하고실시간출하승인이가능하므로관리전략으로채택하였다. NIR을이용한혼합공정관리는제조규모와제조장비에의존적이지않다. 그림 2.3.P 혼합공정관리전략 6)-1-3 함량원료약품관리요소 ( 주성분입자도 ) 와공정변수 ( 혼합, 활택및타정공정 ) 의영향을다면분석을통해평가한결과원료약품관리요소및공정변수에영향을받지않는것으로나타났다. 그러므로함량규격관리전략은타정된정제평균무게를관리하는것으로한다. 6)-2 디자인스페이스수립 사쿠라정의디자인스페이스는원료약품관리요소, 공정변수및완제의약품규격을조합하여수립하였고이것은위에제시한관리전략을기반으로한다. 6)-2-1 원료약품특성 용출률에영향을주므로주성분입자도를 5 ~ 20 um 로한다. 6)-2-2 공정변수
-2-2-3 타정공정 타정압을 6 ~ 10 kn 으로한다. 6)-3 최종완제의약품규격 주성분이수분에의해가수분해될수있으므로추가로수분규격을설정하였다. 변수들간상호작용이 없으므로최종디자인스페이스는각각의단일변량에대해서만설정되었다. 그림 2.3.P.2.3-8 사쿠라정디자인스페이스와완제의약품규격 - 157 -")
156 6) 혼합공정 NIR 을이용하여혼합균일성을측정할때, RSD 가 3 % 미만이되도록한다. 6) 활택공정 활택제분량을정제중량의 2 % 로하고활택시간을 1 ~ 15 분으로한다. 6) 타정공정 타정압을 6 ~ 10 kn 으로한다. 6)-3 최종완제의약품규격 주성분이수분에의해가수분해될수있으므로추가로수분규격을설정하였다. 변수들간상호작용이 없으므로최종디자인스페이스는각각의단일변량에대해서만설정되었다. 그림 2.3.P 사쿠라정디자인스페이스와완제의약품규격
157 7) 완제의약품출하전략 7)-1 용출 주성분입자도, 활택제비표면적, 활택공정시간, 타정압이용출률에미치는영향을분석하여식으로 도출하였다. 용출규격이최종완제의약품규격에설정되어있지만이식을이용하여용출시험에대한 실시간출하승인이가능하다. 7)-2 함량균일성 혼합공정에서 NIR 을이용한혼합균일성측정과타정공정중자동으로정제의무게를측정하여함량 균일성시험에대한실시간출하승인이가능하다. 7)-3 함량 혼합공정에서측정한함량과타정공정에서측정한정제의무게를가지고함량시험에대한실시간 출하승인이가능하다. 8) 관리전략수립및적용이후위해평가 관리전략수립이후 FMEA 를이용하여위해성을평가하였다. 그림 2.3.P 관리전략수립및적용이후 FMEA 위해분석결과
158 2.3.P.3 제조 ( 사쿠라정, 필름코팅정 ) 2.3.P.3.3 제조공정및공정관리 공정순서공정명원료약품공정검사 공정 1 혼합 아모키놀 ( 주성분 ) 인산수소칼슘수화물 D- 만니톨전분글리콜산나트륨 공정검사 1: 혼합균일성공정검사 2: 혼합물정량 공정 2 혼합 2 스테아르산마그네슘 공정 3 타정 공정 4 코팅 히프로멜로오스마크로골 6000 산화티탄세스퀴옥시드철 공정검사 3: 정제질량 공정 5 포장 그림 3.2.P 제조공정요약 2.3.P 공정변수및기준 표 2.3.P 제조공정변수 주성분 입자도 스테아르산마그네슘 비표면적 혼합공정 혼합속도 XX rpm 혼합시간혼합균일성이기준에도달하는시점 활택공정 혼합시간 XX ± X 분 공급속도 XXX 타정공정 타정압 XX kn 정제무게 XXX ± X mg 2.3.P.3.3. 관리방법 완제의약품규격에맞도록공정중관리하는항목은다음과같다
159 표 2.3.P 완제의약품규격, 관리하는공정및품질에영향을미치는특성 완제의약품규격 공정명 품질특성 원료약품 ( 주성분 ) 입자도 용출시험 원료약품스테아르산마그네슘의비표면적혼합공정활택제혼합시간 타정공정 타정압 함량균일성시험 혼합공정혼합균일성타정공정정제무게 함량시험 혼합공정혼합물함량타정공정정제무게 2.3.P 품질특성모니터링 용출시험을실시간출하승인하기위하여주성분입자도와활택제스테아르산마그네슘의비표면적을관리하고, 활택제혼합시간및타정압을공정중관리한다. 또한위네가지변수를적용한식을이용해용출률을계산하여그결과를가지고승인을결정한다. 함량균일성시험을실시간출하승인하기위하여혼합공정을 in-line NIR로모니터링하고타정공정중정제무게를계산한다. 함량시험을실시간출하승인하기위하여혼합공정에서혼합물을정량하고타정공정중각시점당 10 개의검체를채취한것중에서 20 개의검체를가지고무게를계산한다. 2.3.P 혼합공정 혼합공정에서 in-line NIR을가지고실시간으로혼합균일성을검사한다. 그림과같이 NIR 센서가장착돼있고그위치가적절한지를평가하여혼합균일성검사조건이타당한지를평가한다. 혼합물을정량하여실시간출하승인을결정하기위하여 HPLC 시험을실시한다. [NIR 조건 ] 생략
160 [ 혼합균일성평가를위한 RTR 방법과기기교정방법 ] 생략 [ 혼합물정량을위한 HPLC 방법 ] 생략 2.3.P 타정공정 타정압조절장치에서공급되는혼합물양조절이가능하며중량이허용범위안에들지않는정제의자동 제거가가능하다. 주기적으로정제평균무게를모니터링함으로써타정기가혼합물양과타정압을자동으 로조절할수있도록한다. 2.3.P.3.4 주요공정및중간체관리 2.3.P 실시간출하승인시험항목 2.3.P 함량균일성시험 표 2.3.P 혼합균일성허용기준 측정횟수 n = 10 허용기준 평균 = 표시량의 2 % 이내 RSD < 3.0 %
161 표 2.3.P 타정공정허용기준 정제중량허용범위 97 ~ 103 mg RSD < 2.0 % 2.3.P 용출시험 각변수들이기준에맞는지를확인하고, 변수를식에대입하여용출률을계산한다. 표 2.3.P 공정변수허용기준 공정변수 허용기준 주성분입자도 XX - XX log 10 (d(0.9)) 활택제비표면적 XX - XX cm 2 /g 활택공정시간 XX - XX 분 타정압 XX - XX N 용출률 (%) = log 10(d(0.9))( 주성분입자도 ) 활택제비표면적 (cm 2 /g) 활택시간 ( 분 ) 타정압 (N) 2.3.P 함량시험 함량 (%) = 혼합물함량 측정된정제무게 이론정제무게 표 2.3.P 공정변수허용기준 공정변수 허용범위 혼합물함량 98 ~ 102 % 정제중량 97 ~ 103 mg 2.3.P 시험방법밸리데이션 2.3.P.3.5. 공정밸리데이션및평가 2.3.P 혼합공정 ( 완제의약품함량균일성시험결과를고려 ) 파일럿제조규모의 3 개제조단위에서혼합공정의균일성을비교한결과허용범위안에들었다. 타정 공정이후 UV 를이용하여정제의함량균일성시험을실시한결과, 허용기준을만족하였다
162 표 2.3.P 함량균일성시험결과비교 함량 (%) 제조번호 XX1 제조번호 XX2 제조번호 XX3 평균 RSD UV 측정결과평균 ( 최소 - 최대 ) 97.9 ( ) 99.1 ( ) ( ) 상대표준편차 (%) 판정값 P 활택공정 ( 완제의약품용출시험결과를고려 ) 파일럿제조규모의 3 개제조단위에서아래공정변수를확인하고용출시험을실시한결과, 허용기준 을만족하였다. 표 2.3.P 용출시험결과비교 시험결과 제조번호 XX1 제조번호 XX2 제조번호 XX3 주성분입자도 X X X 스테아르산마그네슘비표면적 XX XX XX 활택제혼합시간 XX XX XX 타정압 XXX XXX XXX 다변량분석결과 용출시험결과평균 ( 최소 - 최대 ) ( ) ( ) ( ) 2.3.P 타정공정 ( 완제의약품함량시험결과를고려 ) 파일럿제조규모의 3 개제조단위에서함량시험을실시한결과, 허용기준을만족하였다. 표 2.3.P 함량시험결과비교 질량 (mg) 제조번호 XX1 제조번호 XX2 제조번호 XX3 평균 상대표준편차 (%) HPLC 정량결과 98.4 % % 99.1 $
163 2.3.P.5 완제의약품의관리 ( 사쿠라정, 필름코팅정 ) 2.3.P.5.1. 기준및시험방법 표 2.3.P 기준및시험방법요약표시험항목 시험방법 기준 성상 육안검사 흰색의정제 확인 UV UV (ACN: 물 = 1:1) 표준품과유사한스펙트럼 순도 유연물질 HPLC 개개유연물질 0.2 % 이하총유연물질 1.0 % 이하 함량균일성 생략 (RTRT) 함량균일성 * UV (ACN: 물 = 1:1) 시험할때적합 용출 생략 (RTRT) 용출 *. 시험조건 : 패들법, 0.1 % SLS 수용액 900 ml, 50 rpm. 정량법 : HPLC 30 분에 80 (Q) % 이상 함량 생략 (RTRT) 함량 * HPLC ( 내부표준법 ) 표시량의 95.0 ~ % * 2.3.P.2.3. 제조공정개발및관리전략 에따라필요시적용 2.3.P.5.2. 시험방법 2.3.P 용출시험 실시간출하승인여부를결정하기위하여다음의사결정도에따른다
164 계산식 : 용출률 (%) = log 10 (d(0.9))( 주성분입자도 ) (cm 2 /g) 활택시간 ( 분 ) 타정압 (N) 활택제비표면적 위의사결정도에서, 계산식에의한용출률이 80 ~ 85 % 인경우다음용출시험을실시하여 80 (Q) % 이상 인경우적합으로한다. [ 용출시험방법 (HPLC)] 생략 2.3.P 함량균일성시험 실시간출하승인여부를결정하기위하여다름의사결정도에따른다. 위의사결정도에서, 함량균일성시험이필요하다고판단되는경우, 다음시험방법에따라시험한다. [ 함량균일성시험방법 (UV)] 생략
165 2.3.P 함량시험 실시간출하승인여부를결정하기위하여다음의사결정도에따른다. 함량계산은다음계산식에따른다. 함량 (%) = 혼합공정에서의혼합물함량 (%) 타정공정에서측정된정제무게 (mg) 이론정제무게 (mg) 함량시험이필요하다고판단되는경우, 다음시험방법에따른다. [ 함량시험방법 (HPLC)] 생략 2.3.P.5.3. 시험방법밸리데이션 2.3.P.5.4. 배치분석 2.3.P.5.5. 유연물질 2.3.P.5.6. 기준및시험방법설정근거
166 3.2.P.2 개발경위 ( 사쿠라정, 필름코팅정 ) 3.2.P.2.2. 완제의약품 1) 초기위해평가 초기위해평가에는 PHA(Preliminary Hazard Analysis) 방법이사용되었다. 먼저다음과같은특성들이사쿠라정완제의약품의목표품질특성으로고려되었다. 생체내동태 용출 함량 분해 함량균일성 성상 마손도 물리적안정성 화학적안정성 위품질특성에영향을줄수있을것으로판단되는원료약품특성과공정은다음과같다. 주성분입자도 부형제 제조공정중습도관리 혼합공정 활택공정 타정공정 코팅공정 포장공정 위해의심각도 (Severity) 와발생가능성 (Probability) 에대하여다음과같이나누었다. 심각도 등급 발생가능성 등급 매우심각한 (Catastrophic) 1 빈번히발생하는 (Frequent) 1 심각한 (Critical) 2 자주발생하는 (Probable) 2 중요한 (Major) 3 때때로발생하는 (Occasional) 3 경미한 (Minor) 4 별로발생하지않는 (Remote) 4 거의발생하지않는 (Very unlikely) 5 그림 3.2.P PHA에서위해의심각도와발생가능성
167 심각도와발생가능성각등급분류의정의는다음과같다. 심각도 매우심각한 (Catastrophic): 제품이회수될수있는정도의심각도 심각한 (Critical): 제조가중단될수있는정도의심각도 ( 수급에차질이있을수있음 ) 중요한 (Major): 일탈처리할수있는정도의심각도 경미한 (Minor): 제품품질에영향을주지않는정도의심각도 발생가능성 빈번히발생하는 (Frequent): 연간 100 롯트가량생산한다고가정했을때월 1 회이상발생 자주발생하는 (Probable): 월 1 회정도발생 때때로발생하는 (Occasional): 연 1 회정도발생 별로발생하지않는 (Remote): 10 년에 1 회정도발생 거의발생하지않는 (Very unlikely): 100 년에 1 회정도발생하거나그이하로발생 심각도와발생가능성에따라위해등급을고위험 (H), 중위험 (M), 저위험 (L) 으로구분했을때다음과같다. 심각도 발생가능성 매우심각한 : 4 M H H H H 심각한 : 3 L M M H H 중요한 : 2 L L M M H 경미한 : 1 L L L M M 그림 3.2.P PHA로매긴위험등급 위에서정한원료약품특성과공정변수가목표품질특성에줄수있는영향을 PHA 로평가한결과는 다음과같다. 표 3.2.P PHA 결과 위험요소 항목 심각성 발생가능성 위해등급 주성분입자도 생체내동태 3 5 H 주성분입자도 용출 3 5 H 주성분입자도 함량 3 1 L 주성분입자도 분해산물 2 1 L 주성분입자도 함량균일성 3 3 M 주성분입자도 성상 1 1 L 주성분입자도 마손도 1 2 L
168 주성분입자도 화학적안정성 1 2 L 주성분입자도 물리적안정성 1 2 L 부형제 생체내동태 3 3 M 부형제 용출 3 4 H 부형제 함량 1 2 L 부형제 분해산물 1 3 L 부형제 함량균일성 2 2 L 부형제 성상 3 3 M 부형제 마손도 4 4 H 부형제 화학적안정성 3 3 M 부형제 물리적안정성 3 3 M 공정중습도관리 생체내동태 1 2 L 공정중습도관리 용출 1 3 L 공정중습도관리 함량 2 4 M 공정중습도관리 분해산물 4 4 H 공정중습도관리 함량균일성 1 1 L 공정중습도관리 성상 1 2 L 공정중습도관리 마손도 2 2 L 공정중습도관리 화학적안정성 3 3 M 공정중습도관리 물리적안정성 2 2 L 혼합공정 생체내동태 2 2 L 혼합공정 용출 1 2 L 혼합공정 함량 3 3 M 혼합공정 분해산물 1 2 L 혼합공정 함량균일성 3 3 M 혼합공정 성상 2 2 L 혼합공정 마손도 1 2 L 혼합공정 화학적안정성 1 2 L 혼합공정 물리적안정성 1 2 L 활택공정 생체내동태 3 3 M 활택공정 용출 3 4 H 활택공정 함량 1 2 L 활택공정 분해산물 1 2 L 활택공정 함량균일성 3 3 M 활택공정 성상 2 3 M 활택공정 마손도 3 3 M 활택공정 화학적안정성 1 2 L 활택공정 물리적안정성 2 2 L 타정공정 생체내동태 3 3 M 타정공정 용출 3 3 M 타정공정 함량 2 2 L
169 타정공정 분해산물 2 2 L 타정공정 함량균일성 1 2 L 타정공정 성상 2 4 M 타정공정 마손도 2 4 M 타정공정 화학적안정성 1 2 L 타정공정 물리적안정성 2 3 M 코팅공정 생체내동태 2 2 L 코팅공정 용출 2 2 L 코팅공정 함량 2 2 L 코팅공정 분해산물 2 2 L 코팅공정 함량균일성 1 1 L 코팅공정 성상 3 3 M 코팅공정 마손도 2 2 L 코팅공정 화학적안정성 1 1 L 코팅공정 물리적안정성 1 2 L 포장공정 생체내동태 1 1 L 포장공정 용출 1 1 L 포장공정 함량 1 1 L 포장공정 분해산물 1 1 L 포장공정 함량균일성 1 1 L 포장공정 성상 1 1 L 포장공정 마손도 1 1 L 포장공정 화학적안정성 3 3 M 포장공정 물리적안정성 3 3 M 생체내동태용출함량분해산물함량균일성성상마손도화학적안정성물리적안정성 주성분입자도부형제공정중습도관리 혼합공정 활택공정 타정공정 코팅공정 포장공정 저위험중위험고위험 그림 3.2.P 초기위해평가요약
170 표 3.2.P 사쿠라정의초기위해평가결과인자위해평가원료의약품원료의약품의용해도가낮고투과도는높으므로입자도가생체내동태에영향을줄수있다. 불용성 ( 무기물 ) 첨가제가용출률에영향을줄수있다. 첨가제수용성 ( 유기물 ) 첨가제가타정에영향을줄수있다. 소수성첨가제 ( 활택제 ) 가용출률에영향을줄수있다. 주성분이가수분해될수있으므로습식과립제조가불가하다. 혼합공정은함량균일성을고려하여균일한혼합물을제조해야하나, 과도한혼합은하지않는다. 제조공정활택제를과혼합하는것은표면을소수성으로만들어용출률을떨어뜨릴수있다. 함량균일성은혼합공정에서조절한다. 과도한타정압은붕해시간을지연시켜용출률을떨어뜨릴수있다. 3.2.P.2.3. 제조공정개발 1) 완제의약품조성과제조공정위해평가 완제의약품조성과제조공정위해평가를위해서는 FMEA 방법을사용하였다. 표 3.2.P 각항목별평가결과 평가항목 초기위해평가에서고려한 FMEA 평가를위한항목주요품질특성 ( 주요품질특성 ) 주성분입자도 생체내동태 ( 용해도 ) 용출률 ( 주성분이 BCS class 2에해당 ) 용출률 부형제선택 타정특성 직타법을사용하므로생략 활택제분량 용출률 용출률 과립공정 수분함량 직타법을사용하므로생략 혼합공정 ( 혼합시간 ) 함량균일성 함량균일성 혼합공정 ( 제조단위크기 ) 함량균일성 함량균일성 혼합공정 ( 활택 ) 용출률 용출률 타정공정 ( 타정압 ) 붕해와용출률 용출률 타정공정 ( 타정속도 ) 붕해와용출률 용출률 FMEA 위해평가에서는위해의심각도 (severity) 와발생가능성 (probability), 감지가능성 (detectability) 을고려하여세가지값을곱한결과를 RPN(Risk Priority Number) 으로하여 20 보다작은경우는낮은순위 (low), 20 이상 40 미만은중간순위 (medium), 40 이상은높은순위로하였다
171 표 3.2.P.3-2 심각도 (severity) 정의심각도순위 점수 비고 일탈 1 품질에영향을주는경우점수를 3 또는 4로함. 재검사하여통과 2 - 서브배치로관리또는부적합처리 3 - 제조공정중단 4 제품출하가능여부결정 회수 5 - 표 3.2.P.3-2 발생가능성 (probability) 정의 발생가능성순위 점수 비고 1/ 롯트당 1 건이하발생 1/ 롯트당 1 건이하, 롯트당 1 건초과발생 1/ 롯트당 1 건이하, 1000 롯트당 1 건초과발생 1/ 롯트당 1 건이하, 100 롯트당 1 건초과발생 > 1/ 롯트당 1 건초과하여발생 표 3.2.P.3-2 감지가능성 (detectability) 정의 감지가능성순위 점수 비고 각단위공정전발견 1 - 각단위공정중발견 2 - 제조공정중발견 3 - 완제품시험에의해발견 4 - 사용자에의해발견 5 - 그림 3.2.P FMEA 위해평가결과
172 표 3.2.P FMEA 위해평가결과 최종품질요건 잠재적실패유형실패에의한영향 심각도 발생가능성감지가능성 RPN 용출 주성분입자도 낮은용출률 함량균일성 혼합시간 함량불균일 용출 활택제분량 낮은용출률 용출 활택시간 낮은용출률 함량균일성 제조단위크기 함량불균일 용출 타정압 낮은용출률 함량균일성 타정속도 함량불균일 심각도 점수 발생가능성 점수 일탈 1 1/ 재시험시통과 2 1/ 서브배치 / 배치부적합 3 1/100 3 제조공정중단 4 1/10 4 회수 5 > 1/10 5 감지가능성 점수 RPN 등급 각단위공정전 1 40 각단위공정중 2 20 < 40 제조공정중 3 < 20 완제품시험 4 사용자에의해발견 5 4) 제조공정에미치는영향 원료약품특성 주성분입자도 정제표면의활택제분량 공정변수 혼합공정 ( 혼합시간및혼합속도 ) 활택공정 ( 혼합시간및혼합속도 ) 타정압 타정속도 제조단위크기
173 약물체내동태에영향을주는품질요소 용출 함량 함량균일성 물리적품질특성 성상 경도 표 3.2.P PHA 결과 위험요소 위험에따른영향 심각도 발생가능성 위해등급 주성분입자도 용출 3 5 H 주성분입자도 함량 3 1 L 주성분입자도 함량균일성 3 3 M 주성분입자도 성상 1 1 L 주성분입자도 경도 1 2 L 정제표면의활택제분량 용출 3 3 M 정제표면의활택제분량 함량 1 1 L 정제표면의활택제분량 함량균일성 2 2 L 정제표면의활택제분량 성상 3 3 M 정제표면의활택제분량 경도 3 3 M 혼합 ( 속도및시간 ) 용출 1 2 L 혼합 ( 속도및시간 ) 함량 2 2 L 혼합 ( 속도및시간 ) 함량균일성 3 3 M 혼합 ( 속도및시간 ) 성상 1 2 L 혼합 ( 속도및시간 ) 경도 2 2 L 활택 ( 혼합속도및시간 ) 용출 3 3 M 활택 ( 혼합속도및시간 ) 함량 2 2 L 활택 ( 혼합속도및시간 ) 함량균일성 1 1 L 활택 ( 혼합속도및시간 ) 성상 2 2 L 활택 ( 혼합속도및시간 ) 경도 2 2 L 타정압 용출 3 3 M 타정압 함량 2 2 L 타정압 함량균일성 2 2 L 타정압 성상 2 4 M 타정압 경도 3 4 H 타정속도 용출 2 2 L 타정속도 함량 2 2 L 타정속도 함량균일성 1 1 L 타정속도 성상 2 2 L 타정속도 경도 2 2 L
174 제조단위크기 용출 1 1 L 제조단위크기 함량 1 1 L 제조단위크기 함량균일성 2 2 L 제조단위크기 성상 1 1 L 제조단위크기 경도 1 1 L 원료약품특성주성분입자도정제표면의활택제분량공정변수혼합 ( 속도및시간 ) 활택 ( 혼합속도및시간 ) 타정압타정속도제조단위크기 임상에영향을주는품질특성 물리적품질특성 용출함량함량균일성성상경도 저위험증위험고위험그림 3.2.P 각변수가품질특성에미치는영향요약 5) 제조공정개발후위해평가 그림 3.2.P FMEA 위해평가결과
175 표 3.2.P FMEA 위해평가결과 최종품질요건 잠재적실패유형실패에의한영향 심각도 발생가능성감지가능성 RPN 용출 주성분입자도 낮은용출률 함량균일성 혼합시간 함량불균일 용출 활택제분량 낮은용출률 용출 활택시간 낮은용출률 함량균일성 제조단위크기 함량불균일 용출 타정압 낮은용출률 함량균일성 타정속도 함량불균일 심각도 점수 발생가능성 점수 일탈 1 1/ 재시험시통과 2 1/ 서브배치 / 배치부적합 3 1/100 3 제조공정중단 4 1/10 4 회수 5 > 1/10 5 감지가능성 점수 RPN 등급 각단위공정전 1 40 각단위공정중 2 20 < 40 제조공정중 3 < 20 완제품시험 4 사용자에의해발견 5 6) 관리전략수립및적용후위해평가 그림 3.2.P FMEA 위해평가결과
176 표 3.2.P FMEA 위해평가결과 최종품질요건 잠재적실패유형실패에의한영향 심각도 발생가능성감지가능성 RPN 용출 주성분입자도 낮은용출률 함량균일성 혼합시간 함량불균일 용출 활택제분량 낮은용출률 용출 활택시간 낮은용출률 함량균일성 제조단위크기 함량불균일 용출 타정압 낮은용출률 함량균일성 타정속도 함량불균일 심각도 점수 발생가능성 점수 일탈 1 1/ 재시험시통과 2 1/ 서브배치 / 배치부적합 3 1/100 3 제조공정중단 4 1/10 4 회수 5 > 1/10 5 감지가능성 점수 RPN 표시 각단위공정전 1 40 각단위공정중 2 20 < 40 제조공정중 3 < 20 완제품시험 4 사용자에의해발견
177 4. Examplain 정 P2( 완제의약품개발경위 ) 요약 (EFPIA) 목적 ICH Q8 가이드라인의의약품개발 (Step 2) 에제시된근거에따라, 규제기관에제출할자료등과보다유연한규제방식의개발및적용에관련하여관련업계, EFPIA, 규제기관간의과학적인논의및규제적용에대한논의를하기위함. ICH Q9 가이드라인의품질위험성관리원칙 (Step 2) 을개발과정에적용하는방법과 CTD 문서의 P.2. 에기술하는방법도설명함. 본문서는관련업계의의견등을정리한것으로관련업체와 EFPIA 간에, 규제기관심사자와실사자간의논의및학습을위한것임. 본문서는예시자료로표준문서는아님 핵심사항 ICH Q8 및 Q9에서정의된사항과관련하여본문에서는다음과같은주요사항을확인함. 개선된공정이해 / QbD(Quality by Design) 공정이해를위한최신 in-line 또는 at-line 분석기술방법예시제품성능을위한개선된지식으로이어질수있는여러제제개발실험과그에연계되는정보의형태와범위 (ICH Q8) 공정개발시실험계획 (Design of Experiment(DOE)) 의이용공정예측을위한다변량모델을만들어내는방법과활용법 디자인스페이스 다변량모델을포함한과학적인이해를통하여디자인스페이스를설정하는방법규제기관제출문서에디자인스페이스를기술하는방법디자인스페이스를공정관리전략과연계시키는방법 품질위험성관리 개발단계에서위해평가 (RA; Risk assessment) 접근법관리전략의디자인단계에서위해관리접근법규제기관제출문서에위해관리를기술하는법 "Mock P2" 지침본예시는 P2 의약품개발전체를설명하지는않음. 제조공정디자인중일부만간략하게설명함. 그러므로기술적인일관성이없을수있으나논의범위내에서핵심적인부분만설명함. 본예시는상대적으로저용량, 높은용해도, 높은투과도 (BCS Class I) 이면서어느정도분해될수있는일반적인습식과립법으로제조된정제를이용하였고, 일부기본적인원칙과핵심개념을설명하는데주요한목적이있음. 의약품최종품질목표사항 (Target Product Profile) 부터개발과정, 제안된디자인스페이스설정및관리전략의설정, 마지막으로규제완화제안까지의논의과정이아래차트에요약되어있음
; 높은수준의제제조성및공정이해가설명된다면다음의영역내에서최대한의규제완화를부여할수있다고기술됨.")
178 (Mock P2 for "Exaplain" Hydrochloride; Ver Jan 06, page2) 유동성건조이후의함습도가주요품질특성으로파악되었고, 유동성건조방식은중요공정임. 습식과립과유동성건조공정의 디자인스페이스 를설정하기위한실험들을자세히설명하고있음. 기타의단위공정과모든단위공정이품질특성요소에미칠영향성은기술하지않음. 모든데이터와모든위험성관리단계를제시하지는않음. 데이터와위험성관리절차에대한기록은필요시에사업장실사시확인할수있도록함. 공정관리전략은개발과정에서생성된공정이해와위험성평가데이터를기본으로설계함. 과학및위험성기반규제방식 - 논의점 ICH Q8(Step 2); 높은수준의제제조성및공정이해가설명된다면다음의영역내에서최대한의규제완화를부여할수있다고기술됨. - 위험성기반규제결정 ( 심사및실사 ) - 추가적인규제심사없이, 제출된서류안에기술되어있는디자인스페이스내에서의제조공정개선 - 실시간 품질관리와이에따른최종제품출하승인시험감소 규제완화영역 의견내용 근거 1 지속적인공정개선 디자인스페이스내에서제조공정 ICH Q8과공정에대한충분한이해가 변경가능 있을시 2 실시간출하승인 기존의최종제품승인시험을실시간출하승인은 1) 기존관리기법통상적으로시행하지않을수있음과최신관리기법모두를포함한확장된공정제어및모니터링계획을기반
179 으로하였을때에타당하고, 2) 제조공정에대한이해와위험성평가를기반으로한제제설계가되어야함. 3 공정밸리데이션 기존의 3배치밸리데이션을연속각공정단계들은 ( 예를들어, 제립과건조 ) 공정검증으로대체 다음공정화단계에적합한물질이되 도록일상적이고재현성있게이루어질 때보증이됨. 4 제조규모와제조소변경디자인스페이스내에서공정이확립된디자인스페이스내에서공정기기 지속적으로유지된다면제조규모변경, 공정제조규모변경, 제조소변경 와제조소변경이있더라도규제등을위한이전방식과재현성이이루 기관의승인없이진행할수있음어져야되고일상적인관리전략과도 연계가되는유동성건조에대한공정 이해와위험평가가이루어져야한다. 5 확인안정성시험 (Confirmatory Stability Studies) 다음경우, 확인안정성시험을 des-ethyl examplain의생성률이제조수행하지않아도됨시함습도와어떻게연관이되었는지에대한심층적인과학적이해에근거하여 a) 설비, 제조규모와제조소변경제안한다. 이는수분흡수및분해속도이후에도디자인스페이스내에대한지식, 포장이전의벌크제품의에서공정이지속적으로시행보관관리, 포장디자인, 파일럿배치의된경우장기안정성데이터및초기실생산 3배치 b) cgmp 유지목적의장기안정성데이터를통해서뒷받침됨. c) 주성분제조변경이후에주성분이적절하게특성화되고확립된품질기준에적합한경우 단, 위해평가와연계된제품개발및공정이해지식을활용하여어떠한시험을수행할지에대해서는결정 이러한설명등을통해서 EFPIA PAT 토픽그룹은 "Examplain" Mock P2. 에제시된과립및유동성건조공정에대한디자인스페이스, 관련된지식및이해등을바탕으로하여다음과같이제시되는규제완화제안에대한의견과논의를구하고자함
180 목차 "Examplain" 염산염을위한 Mock P2 -Draft Discussion paper- 목적핵심사항 'Mock P.2' 지침과학및위험성기반규제방식-논의점 3.2.P.2 완제의약품개발경위서론 3.2.P.2.1 완제의약품의조성 3.2.P 원료의약품염선정 / 용해도 / 고체상특성 / 화학적안정성 / 첨가제적합성 3.2.P 첨가제만니톨 / 미결정셀룰로오스 / 포비돈 / 크로스카멜로스나트륨 / 스테아르산마그네슘 3.2.P.2.2 완제의약품 Examplain의초기품질위해관리 3.2.P 제제개발 3.2.P 과다투입량 3.2.P 물리화학적및생물학적특성용출및붕해 3.2.P.2.3 제조공정개발 3.2.P Examplain염산염정제의단위제조공정 3.2.P 혼합 3.2.P 습식제립 3.2.P 습식제립공정개발의이해-제조적합성, 용출및붕해에미치는영향 3.2.P 습식제립공정에대한디자인스페이스및관리전략개발 3.2.P 유동성건조 3.2.P 요약 3.2.P 건조된과립물의품질특성과제조적합성및정제품질에미치는영향 -공정개발이해 3.2.P 습식과립물의품질평가 ( 이전단위작업 ) 3.2.P 건조후과립물의수분함량 3.2.P 건조공정시간별영향성 3.2.P 건조공정에대한디자인스페이스와관리전략개발 3.2.P 유동성건조공정에대한공정이해가 Examplain 염산염정의품질관리에미치는영향 3.2.P 정립 / 활택 3.2.P 압축 3.2.P 결론 3.2.P.2.4 용기및포장보호성 / 적합성 / 안전성 / 성능 / 포장재료의디자인스페이스
181 3.2.P.2.5 미생물학적특성 3.2.P.2.6 적합성 3.3 품질위험성관리결과에근거한관리전략주요품질특성 (CQA)/ 품질위해관리 (QRM) 관리제안원료투입 / 제립 / 건조 / 혼합 / 타정 최종제품품질규격에영향을주는관리전략용출-붕해 / 경도 / 함량및제제균일성 / 분해 / 안정성 결론 : 실시간출하승인제안 모니터링프로그램 3.4 과학및위험성기반규제방식지속적인개선 / 제조규모 / 제조소 / 공정유효성 / 실시간출하승인확인안정성시험축소 / 주성분제조변경 ( 본예시문서에서는제한적인데이터만제시 ) 3.5 임상시험제제부록 3.2.P.2 완제의약품개발경위 서론 원료명치료목적제제성상용량원료특성제제주요공정공정인자선정제제선정과정파일럿공정시험 Examplain염산염급성불안증치료나정형태의속방성정제 20 mg (free base) ( 임상시험용량 ; 1, 10, 20 mg) 낮은 bulk 밀도습식과립, 나정제제개발및공정적격성평가실험 3.2.P 제제개발과 3.2.P.2.3 제조공정개발참조선행지식이용정제제조공정분석기술 (PAT) 활용 ICH Q9에근거한위험성분석 (FMEA: Failure Mode Effect Analysis) 다변량실험계획설계 25 kg 제조규모 ( 실생산량 1/10) 3배치 안정성시험 ICH 가이드라인방법 ( 중간및장기보관조건충족 ) 포장 Aclar UltRx 2000 단위용량블리스터 3.2.P.2.4 용기및포장참조
182 표 1. Examplain 염산염정제의제품의품질목표사항 (TPP; Target Product Profile) 성상 확인 블록한형태의원형나정 Examplain 염산염확인 함량 20 mg ± 5 % (Examplain free base 로써 ) 분해산물용출제제균일성미생물한도 유효기간내 des-ethyl examplain 2 % 미만즉시방출약전규격에따름약전규격에따름 제품의품질목표사항 (TPP); 환자의안전성과제품의유효성을충족시키는데필요한제품품질특성요소를포함. 안전성 유효성 분해산물 분해산물한도기준의타당성 함량및제제균일성기준적용 함량균일성허용범위 고용량투여에대한안전성 미생물학적품질 제제개발시용출시험 유효기간내 2 % 미만수준으로관리독성시험시최대 10 % 까지확립. ( 허가신청서류상안전성부분참조 ). 과도한약효성분의투여를방지 2 상및 3 상임상시험시환자에서나타난혈장농도의변동성수준보다낮음을확인 ( 허가신청서류상임상시험부분참조 ) 1, 2 상임상시험으로확인 미생물오염에대한글로벌합의한도기준충족제조중 GMP 표준적용 BCS class I의주성분유효성보장 생리학적 ph 범위의 in vitro 용출이 30 분생물약제학참고문헌및 FDA "Guidance for Industry-' 이내 85 % 이상용출이되면환자에서의 Biowaiver Guidance'(CDER 2000)" 근거 in vivo 이용률을보장 제제균일성 하한기준으로유효성보장 3.2.P.2.1 완제의약품의조성 3.2.P 원료의약품 염선정 용해도 - 다양한염 ( 아세트산염, 브롬화물, 염산염, 타르타르산염 ) 을조사 - 염산염을최종선정하고기본물성을확인 ; 무수물, 결정성, 녹는점높음, 흡습성낮음, 물에잘녹음, 높은화학적순도로결정화, 고체상태의안정성우수 - 수용성 (37, 5 mg/ ml) - ph 1.2 ~ 7.5 수용성완충액에서용해도확인 ( 그림 1). - 염기성특징 (pka = 10.1, 25 ) ; 낮은 ph에서용해도가높으나, ph 높아지면서용해도감소 - 높은용해도의화합물 ; 단위용량 (20 mga 1 ) 을용해하는데필요한용매부피와 ph와의연관성을확인 ( 그림 2) 하였고, 생리 ph 범위에서 250 ml 보다적은양에서용해되는것을확인 < 이항에서는의약품제조나성능에영향을줄가능성이있는원료의약품의특징을정리 >
183 그림 1- 수용성완충액에서용해도 그림 2- 수용성완충액 (37 ) 단위용량용해도 입자크기고체상특성화학적안정성첨가제적합성 - 입자크기분포에따른공정특성, 균질성및정제용출영향성확인 - 개발및제조규모확대단계에서다양한입자크기의원료의약품생산 - 입자크기는공정, 과립물균질성, 정제함량균일성에영향이없음 (3.2.P.2.3 제조공정개발참조 ) - 작은입자 (d 90 < 15 um, d 10 < 5 um) 와큰입자 (d 90 < 180 um, d 10 < 30 um) 로제조된정제간용출률은동등 ( 그림 3) - 무수의고체상 Examplain염산염확인 - 높은결정성, 비흡습성, 녹는점높음. - 고체상물질의특성은 3.2.S.1.3 일반적특성을참조 - 수화물또는용매화합물은확인되지않음 - 바늘모양의결정으로부피밀도가낮음 (< 0.2 g cm -3 ) - 습식과립공정선정 ; 밀도를높이고흐름성개선함. - 결정다형은 1 가지만있음 S.7 안정성을참조한바에따라, - 고체상태에서화학적안정성은우수함. - 수용성용액상태 ; 가혹조건에서에틸에스테르가가수분해되어 des-ethyl examplain 으로됨 ( 그림 4). - des-ethyl examplain은체내에서의주요대사산물로독성시험시최대 10 % 수준까지적격성이확인됨. - 습식과립에적합한첨가제와원료의약품간의적합성시험을실시 - 최대 1 주일간가속조건 (50 /20 % RH, 50 /80 % RH) 2 성분혼합물평가 - 적합 ; 미결정셀룰로오스, 만니톨, 인산칼슘, 포비돈K-30, HPMC, 크로스카멜로오스나트륨, 스테아르산마그네슘 - 부적합 ; 유당-원료의약품의일차아민과메일라드반응을일으킴
 을주는것으로확인함. - 만니톨은 75 % 미만의상대습도에서비흡습성임. - 희석제로첨가됨, 제제개발시일반적인사용량 39 % w/w 농도를선정함.")
184 그림 3- 서로다른입자크기분포를갖는원료의약품으로제조된정제의용출프로파일 (ph 6.8, 50 rpm, 패들 ) 그림 4- 수용성용액상태에서시간경과에따라 des-ethyl examplain 분해산물의증가를보여주는안정성자료 3.2.P 첨가제 다음의첨가제를정제에사용함 만니톨 미결정셀룰로오스 포비돈 - 희석제로첨가됨, 제제개발시일반적인사용량 40 % w/w농도를선정함. - 제제개발단계에서미결정셀룰로오스와같이사용시적절한정제특성 ( 경도, 용출 ) 을주는것으로확인함. - 만니톨은 75 % 미만의상대습도에서비흡습성임. - 희석제로첨가됨, 제제개발시일반적인사용량 39 % w/w 농도를선정함. - 제제개발단계에서만니톨과같이사용시적절한정제특성 ( 경도, 용출 ) 을주는것으로확인함. - 포비돈 K-30 은결합제로첨가됨, 제제개발시일반적인사용량 5 % w/w 를선정함. - 제립시 25 % w/w 수성용액상태로첨가됨. - 선행시험경험에따라유사한제제에서적합성이확인됨 - 제제개발시일반적으로사용하는수준의붕해제로첨가됨. 크로스카르멜로오스나트륨 - 빠른붕해특성을위해서 3 % w/w 농도로사용함. - 절반은제립단계에서, 절반은제립후혼합단계에서첨가함
185 스테아르산마그네슘 - 활택제로 2 % w/w 를사용함. - 일반적인활택제사용량보다많지만만니톨기반제제의활택을위해서필요한양임. 3.2.P.2.2 완제의약품 Examplain의초기품질위험성관리제품의품질목표사항 (TPP)( 표1) 에근거하여, 다음사항들을초기평가함 주성분과기타성분들의물리적, 화학적특성 과학적인지식 선행제품과공정개발프로젝트에서확보된선행지식 다음의제조공정 ( 그림 5) 을제안함. 그림 5- 제안된제조공정에따른단위공정 고전단습식제립공정 ; 주성분의낮은벌크밀도와초기제제개발연구들을고려함. 초기 위험성평가 - 제안된제조공정을결정하는데이용한정보들을활용. - 초기위해평가에따른제제및공정조사를위한실행계획을수립함. - 위해평가를반복하고그에따른다른실행계획을세워서더많은실험을실시하고공정이해도를높여그에따른위험성을감소시킴 - 제제개발및공정이해를통해서확인된모든위해성을허용가능한낮은수준으로감소시키고남아있는기타중요한위해성은제안된관리전략으로관리함. (3.3 참조 ) Examplain 염산염정제의제안된제조공정과관련하여, 제품의품질목표사항 (TPP) 및규격에기술된 바와같은품질에영향을줄수있는공정인자들은원인과효과요인도 ( 이시카와도, Fish bone diagram) ( 그림 6) 로평가
 에위해평가확인미치는영향에대해서중요도를평가. 짙은청색 ; 품질에영향을미칠가능성이있는것옅은청색 ; 선행지식에근거하여품질에영향을미칠가능성이낮다고판단되는것. - 아래섹션에서정리한개발과정의목적 : 표2의짙은청색부분의수를줄이고나머지위험성을허용가능한수준으로관리.")
186 그림 6- 실생산제조공정의이시카와도 ( 어골도, Fish bone diagram) - 사전지식및경험 ( 매우유사한제품 / 제제 /preformulation 연구 ) 등을통한모든요소들을 ( 그림 6) 평가. - 일차초기위험성분석을실시하여표2에정리함. - 보관및운송과관련된시간요소들을각단위공정의한부분으로표시함. 초기 - 표 2의모든단위공정들은최종제품의품질특성 ( 필수적인제품의품질목표사항 ) 에위해평가확인미치는영향에대해서중요도를평가. 짙은청색 ; 품질에영향을미칠가능성이있는것옅은청색 ; 선행지식에근거하여품질에영향을미칠가능성이낮다고판단되는것. - 아래섹션에서정리한개발과정의목적 : 표2의짙은청색부분의수를줄이고나머지위험성을허용가능한수준으로관리. ( 관리전략 3.3 참조 )
 과제조공정개발 (3.")
187 표 2. 품질에영향을미치는각단위공정의중요도일차분류 초기위해평가결과에따라다음의상호작용들과인자들은그중요도를규정할실험적인조사가필요함. 원료의변동성제립공정건조공정혼합공정타정공정 용출 / 붕해및미생물에주는영향용출 / 붕해, 균일성및분해에미치는영향함량균일성, 분해, 안정성, 성상, 수분함량및미생물특성에미치는영향함량균일성, 용출 / 붕해및경도에미치는영향용출 / 붕해, 함량균일성, 경도, 함량및성상에미치는영향 일반적으로이러한모든특성들과인자들은제제개발 (3.2.P.2.2.1) 과제조공정개발 (3.2.P.2.3) 부분에자세 히설명되어야함. ( 본예시문서의목적을감안하여제립및유동성건조의단위공정만진행 ). 3.2.P 제제개발이섹션에서는제안된실생산제제개발에대해서설명한다. 부록 A에는제안된실생산제제의정량적및정성적제제조성과임상개발시사용된제제조성이정리되어있음. 용량초기임상시험 ; 1, 10, 20 mg 최종용량 ; 20 mg 공정 희석제 (diluents) - 주성분의낮은벌크밀도로직접압축공정을배제 - 고전단습식제립공정을선정함 1, 락토오즈 ; Examplain 염산염이일차아민으로메일라드반응. 사용못함. 2, 만니톨 ; 제제적으로사용가능한수준의용량을선정. 습식제립공정시희석제로사용함. 3, 미결정셀룰로오스 ; 만니톨과같이사용시적절한압축력을주는특성을나타냄. ( 그림 7)
 - 4 kp 이상의경도에서적합한정제얻을수있음 그림 7. 타정속도차이에따른 Examplain 염산염정제의압축경향성 그림 8. 활택제첨가수준차이에따른 Examplain 염산염정제의압축경향성 그림 9.")
188 결합제 (binder) 활택제 (lubricant) 포비돈 K-30; 습식제립공정시사용스테아르산마그네슘 ; 만니톨기반제제에사용되는수준 - 1 ~ 3 % 에서압축력이나용출에대한유의미한영향이없음.( 그림 8, 9) - 4 kp 이상의경도에서적합한정제얻을수있음 그림 7. 타정속도차이에따른 Examplain 염산염정제의압축경향성 그림 8. 활택제첨가수준차이에따른 Examplain 염산염정제의압축경향성 그림 9. 활택제첨가수준차이에따른 Examplain 염산염정제의용출경향성
 최대수분함량 2 % w/w에서는의약품의안정성이보장됨을확인. - 추가포장실험 ; Aclar-알루미늄호일로처리한단위용량블리스터로포장한정제를 6 개월동안 40 /75 % RH 저장조건에서안정성평가시개선됨 ( 그림 11). 정제수분량은 2.")
189 그림 10. Aclar 블리스터포장으로 40 /75 % RH 조건에서정제보관시정제수분함량이 des-ethyl exa mplain 형성에미치는영향 제제안정성평가 연구초기수분함량이제제의안정성에미치는영향을평가함. 예비안정성실험 examplain 염산염의 ethyl ester 부분이가수분해되어 des-ethyl examplain 형성. (3.2.P 참조 ) 정제수분함량과포장안정성영향 - 정제자체의수분함량과포장시정제안정성 (40 /75 % RH) 과의관계를조사하기위한실험을실시함. ( 그림 10) 최대수분함량 2 % w/w에서는의약품의안정성이보장됨을확인. - 추가포장실험 ; Aclar-알루미늄호일로처리한단위용량블리스터로포장한정제를 6 개월동안 40 /75 % RH 저장조건에서안정성평가시개선됨 ( 그림 11). 정제수분량은 2.4 % 임 그림 11 제제화된정제의포장효과가시간에따라분해산물 (des-ethyl examplain) 증가에미치는영향성을보여주는안정성데이터. - 붕해와용출에미치는영향평가첨가제양변화 - 적은량의변화에서는제품의품질과성능에영향을받지않음 - 적합한함량값, 함량균일성및우수한성상의정제를확보함
190 - 초기위해평가에서확인된위험인자들이제제설계를통해서부분적으로감소됨. 위해인자감소 - 습식제립 ; 활성성분의균질성과압축성을보장원료변동성에따른영향성도감소 - 제립과건조공정이함량균일성과안정성에미치는영향을확인하여공정개발을진행하는데적합한제제조성물이개발되었음. - 전체단위공정에서용출, 붕해, 경도, 함량및성상에영향을주는위험요소들이유의미하게감소되었음. 이러한제제개발실험들을통해서제제조성물과일차포장을설계하였고, 앞서확인된위험요소인자 ( 예를들어용출, 성상 ) 들이감소한속방성정제를생산할수있는제조공정이선택됨. 추가적인개발실험을통해서제제제조시의정제자체의수분함량이품질에핵심적인것으로확인하였고, 이에따른공정개발단계에서의추가적인실험이더요구됨. 3.2.P 과다투입량과다투입을하지않음 3.2.P 물리화학적및생물학적특성 약동학시험요약 : - 단일용량 PK 시험 / 다회용량 PK 시험 / 식이-금식 PK 시험 / 1, 10, 20 mg PK 시험 Examplain염산염약동학적특성 성상 비흡습성, 백색또는유백색분말 분자량 ( 유리염기 ; 500) pka (25 수용액 ) 10.1 ( 유리염기 ) 용해도 ph 1.2~7.5 범위에서 1.0 mg ml -1 넘음 (3.2.P 참조 ) 체외투과도 (CaCo-2 model) 시간당 ( 교반시 ) 30 cm/s x 10-6 의높은막간흡수투과도 경구흡수 T max 2 시간 / 생체이용률 95 % BCS Class - 용해도, 체외투과도, pk 정보를감안 - 높은용해도, 높은투과도의 BCS Class 1 화합물 - 20 mg 정제의절대생체이용률은 IV 제제와비교하여확보함 생체이용률 - 혈중농도시험시 20 mg 정임상시험제제는내용액제만큼우수한생체이용률을가짐 - 음식은생체이용률에영향을주지않음 용출및붕해 약물용출영향성 용출시험법 20 mg 정제와액제의생체이용률이유사한점에따라약물의용출이흡수와생체이용률에영향을주지않음 - 일관된생체이용률보증을위해서는제제및공정개발단계에서정제의빠른용출특성을유지하도록정제제품의성능을확인하는방법이필요함
191 - 제제및공정개발프로그램에서활용함. - 3 종류의용출액에서정제의용출특성을설명함. ( 그림 12) - 최종제품규격에서용출시험항목을생략한것에대한그타당성을 P5.4 섹션에서자세히설명함. - 공정서의물 (37 ) 을이용한붕해시험법활용. 붕해시험 - 정제제조시정제성능을확인하기위한방법. - 영향을주는단위공정에대한세부사항은 3.2.P.2.3을참조 - 붕해와용출을관리하기위한세부전략은 3.2.P.3을참조 그림 12. 다양한 ph 조건에서 Examplain 염산염 20 mg 정제의용출 제제개발시험결론 : - 적합한제제조성및일차포장을개발하였고, 관련된제조공정개발을진행. - 체내흡수시험을훌륭히대체할방법으로적절한용출시험법을개발. - 용출시험으로관리가가능한위험인자들은붕해시험으로용출시험을대체할수있는수준으로감소가되도록하였음. - 정제수분함량은품질특성에핵심적인것으로공정개발동안에도연구가필요. - 함량균일성에대한충분한데이터가확보되진않았으나, 제제및공정은광범위한공정연구를보장. 3.2.P.2.3 제조공정개발 3.2.P.2.2에기술된바와같이초기위험성평가및제제개발실험을통해제제와습식제립공정이선택됨 ( 부록표 7. 및그림 5) 혼합 주성분과희석제 ( 만니톨, 미결정셀룰로오스 ) 및과립내붕해제를고전단제립기에넣고혼합. 제립 이혼합물을포비돈수용액으로제립화. 건조 과립물을유동성건조기로옮겨수분함량 1.5~2%w/w 수준으로건조. 후혼합 제조된과립물을남아있는붕해제인크로스카멜로스나트륨과혼합. 활택 혼합물에스테아르산마그네슘을넣어활택. 타정 최종혼합물을타정
192 - 확인되고남아있는고위해요소들을좀더이해하고완화시키기위해서제조공정개발중에추가실험을실시함. - 제립및유동성건조단위공정시위험요소들을이해하고완화시키기위한실험을자세히설명. - 각각의경우마다위험평가, 개발을위한실행계획 ( 대개의경우 DoE), 실험을하고그결과에대한평가를하여제안된디자인스페이스와그에따른관리전략을세움. 3.2.P Examplain염산염정제의제조단위공정 3.2.P 혼합 3.2.P 습식제립습식제립과관련된인자확인이시카와도 ( 그림 6) 를활용하여파악 상세위해평가 (FMEA) DoE 실험을실시 ICH Q9에따라실시하여제품품질에가장큰영향을미칠가능성이있고핵심품질특성요소 ( 수분함량 ) 와관련이있는공정인자를파악함 ( 그림 13) 그림 13. 실생산제조공정시 DoE
193 제조규모확인 1 kg 규모 (DoE) 25 kg 규모 - DoE 실험시품질과공정성에미치는다양한제조공정인자들에대한영향을조사하여품질인자에핵심적인것을파악. - 가능한선행지식 ( 기존제품들과공정개발프로젝트 ) 과실험개발데이터를활용하여제품과공정이해를확보하고적절한다변량실험계획을세움 - ICH 안정성롯트를포함하여제조 - 인라인분석장비를구비함. - 필요한품질을유지하면서다른제조규모에서도같은공정으로작업할수있음을설명함. 개별단위공정에대한핵심요소의좀더자세한설명은아래에있음. 3.2.P 습식제립공정개발의이해 - 제조적합성과용출및붕해에미치는영향 결합제수준선정용출영향 - 결합제가첨가된정제수를건조혼합분말에넣고적합한과립물이형성될때까지혼합. - 결합제인포비돈 K-30을 25 % w/w 수용액으로 5 % 수준까지첨가 - 제제개발시결합제농도를 4 % 에서 6 % 로변경하여도정제용출이나정붕해에유의미한영향은없음 - 제제개발시정제의빠른용출특성이있음 M HCl에서주성분, 건조과립물또는정제간의차이점없음. - ph 6.8에서제제와건조과립물이주성분보다약간더용출이빠름. ( 그림14 참조 ) - 다른 2 종의용출액에서도정제의빠른용출결과를나타냄. - 의약품용출특성과용출프로파일유사성에관한 FDA 가이드라인과일치함. ( Waiver of in vivo bioavailability and bioequivalence studies of IR solid dosage forms based on a Biopharmaceuticals Classification System (2000)") - 용출이제제와공정변수에영향을받지않음. DOE 표 3 의핵심공정변수와관련된공정의견고성을평가. 표 3. 습식제립공정에서핵심공정변수 그림 14. ph 6.8 에서용출특성비교 : Examplain 20 mg 정제, 건조과립물및 API
 - 혼합속도와물투입속도가과립물압축특성, 정제의붕해, 과립물입자크기및유동성건조시분해에대한위험성에미칠영향성을평가하고, 그결과들을요약.")
194 제조공정개발시혼합및습식제립단계에서사용되는전력소모량을인라인모니터하였다. ( 그림 15 참조 ) 그림 15. 습식제립공정에서핵심공정인자 습식제립 DoE 실험결과용출 15 분시점에서용출은습식제립공정과는무관제립시혼합기혼합속도와물투입속도가붕해에일부영향붕해 ( 관련된디자인스페이스및붕해관련인자간비교계수 : 그림 16, 17) - 혼합속도와물투입속도가과립물압축특성, 정제의붕해, 과립물입자크기및유동성건조시분해에대한위험성에미칠영향성을평가하고, 그결과들을요약.( 그림 18 부터 21 까지참조 ) 다음공정단계 - 물투입속도와혼합기속도의허용가능영역을그림 22에표시 ( 유동성건조 ) ( 물투입시간및물투입속도와붕해, 분해, 과립물입자크기와관계설명 ) 영향성확인 - 섹션 3.2.P 의그림 32는과립물의수분함량 17.5 ~ 18.5 % 범위가유동성건조에적합한공정영역임을확인함 - 제한범위의혼합기속도 : 다양한조합의물투입시간과물투입속도조건에서도다음공정단계인유동성건조에적합한과립물이생산됨디자인스페이스 - 상기제한범위는물투입속도와시간에대한디자인스페이스로볼수있음. 그림 16. DoE 로확인된습식제립시혼합속도와물투입속도가붕해에미치는영향 ( 노란색 = 속방출형제제에서공정서품질기준적합 )
 그림 19.")
195 그림 17. 핵심공정변수에따른 examplain 정제의붕해예측을위한 PLS (the partial least squares) 에 의거한계수그림 그림 18. 물투입속도와혼합기속도가붕해에미치는영향 ( 적색은품질기준에부적합 ) 그림 19. 물투입속도와혼합기속도가정제의분해에미치는영향 ( 적색은품질기준에부적합 )
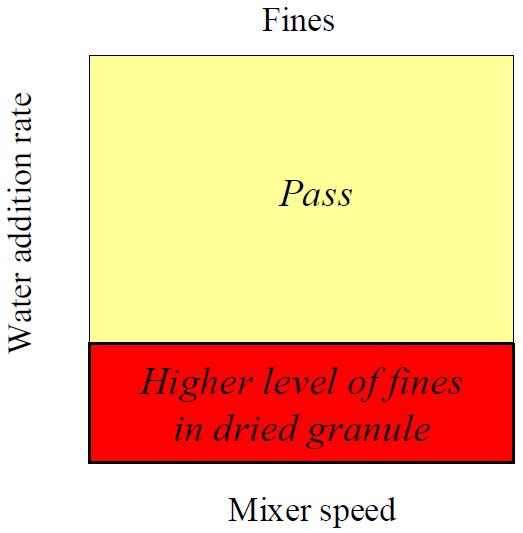
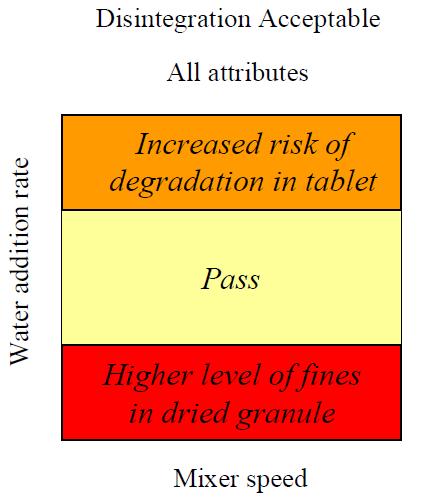
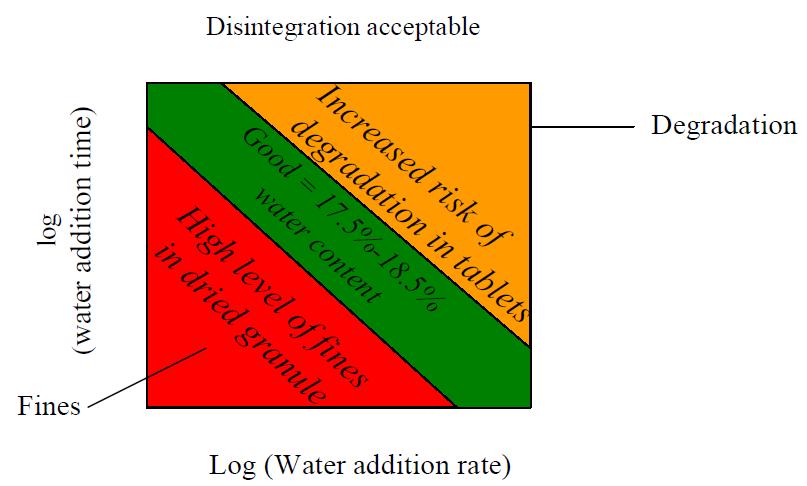
196 그림 20. 물투입속도와혼합기속도가과립물입자크기에미치는영향 ( 적색은품질기준에부적합 ) 그림 21. 물투입속도와혼합기속도와모든특성요소와의상호작용 그림 22. 물투입시간과속도에대한공정운영영역 - 모든특성요소
197 3.2.P 습식제립공정의디자인스페이스및관리전략의개발더나은공정이해와개선된최종점관리를위해서전력소비량이나기타기법 ( 음파측정 ) PAT 에따른고전단혼합공정모니터링실시일관된과립물물투입속도와시간변수를디자인스페이스안에서지속적으로조정하여다음단계의특성확보공정을위한흐름성, 압축성, 적합성특성을확보 - 전력소모모니터에근거한공정궤적표시 ( 그림 23) 실선 : 녹색점선으로표시된시간범위내에서적합한정제특성범위 PAT를이용한청색점선 : 정제제조적합성이영향을받는공정영역공정영역녹색실선 : 녹색으로둘러싸인지역은습식제립공정의디자인스페이스로, 적합한적력소비량영역사이에있고적합한시간범위이내의영역. - 그림 24와같은공정의관리가가능습식제립공정 - 디자인스페이스를관리전략의일부로활용관리영역 - 투입원료의다변화가있어도만족스러운과립물생산을보증하고, 물투입이후혼합시간의최적종말점을정할수있음. 그림 23. 습식제립공정궤적. 전력소비모니터링에따른공정개발 (1 kg 규모 ) 제조규모영향연구 DoE (1 kg 규모 ) DoE (25 kg 규모 ) 디자인스페이스확인 - 물투입속도와시간의관계와전력소비량궤적을나타냄. ( 그림25) - 1 kg 규모에서정한디자인스페이스와동일 - 습식제립공정의디자인스페이스는규모와상관없음
198 그림 24. 습식제립공정궤적 (1 kg)- 제립의종말점 그림 25. 습식제립공정의공정궤적. 전력소비량모니터링에의한공정평가 (25 kg) 다변량공정모델 - 정제품질특성의예측성을확인하기위한목적 - 표 3의습식제립공정의핵심공정변수로부터붕해도를예측할수있는지평가 - 압축력도모델에포함 ( 과다압축은붕해에영향을줄가능성이있음 )(3.2.P 압축참조 ) 붕해예측모델의검량선 ( 그림 26) - 3 개의 ICH 파일럿규모의배치와추가 2 개시험배치를상대로붕해도를예측함으로써유효성을확보함. 검정색삼각형 : 소규모배치 (1 kg) 로부터예측모델을정하는데사용한 DOE데이터청색원 : 파일럿규모 (25 kg) 의 3 개 ICH배치해당데이터오렌지색사각형 : 가혹조건에서제조한 2 개의추가파일럿시험배치 (25 kg) 의해당데이터
199 그림 26. 붕해모델의예측값 (% 방출 ) 과참조값 제립단계관리전략 : - 습식제립공정의디자인스페이스를활용 - 최대전력소비량이후확립된시간이지난다음에 (6분) 습윤체형성을완료 - 전력궤적이허용된범위이내에있도록함. 제립단계결론 : ( 광범위한공정실험을통한습식제립단위공정의높은수준의이해와연구범위내에서 ) - 15 분시점에서용출은영향을받지않음. ( 허용범위내에서붕해는약간변화 ) - 전력소비량궤적으로제립공정을모니터하고최종점을관리할수있음. - 수분함량범위 (17.5 ~ 18.5 % w/w) 이내의제립단계에서제조된결과물은다음공정인유동성건조를위한투입물기준에적합함. - 붕해에대해서이해하고예측하기위한다변량모델을개발. ( 습식제립단계의인자들을포함 ) - 공정이해를위해서제조규모를변화함. - 습식제립단위공정의디자인스페이스를설명. - 혼합속도와물투입속도가가장중요한인자. - 주성분입자크기는중요도가낮음. - 습식제립공정의관리전략은디자인스페이스를바탕. - 습식제립단계의관리전략과정제붕해예측은정제품질보증을위한관리전략의일부분. - 모든실험이디자인스페이스내에서작업이이루어진다면, 용출, 붕해, 함량균일성, 분해와관련된위험성을감소시키게되고낮은위험성을갖게됨. 3.2.P 유동성건조 3.2.P 요약 - FEMA를기반으로위험성관리실시 - 정제제조에있어서핵심적인공정단계 - 건조종말시점에서목표수분함량기준에적합하여야됨유동성건조공정의 - 유효기간말기시점에서 des-ethyl examplain이 2 % 수준미만보장특징 - 적절한붕해와용출특성을갖는균일한정제가되도록보장 - 건조단계의공정인자, 내부투입식습식제립의특성, 다음공정으로공정적합성및최종정제품질특성간의관계들을과학적기반의이해로개발
200 건조공정의핵심인자들은그림 27에설명됨 DoE 방식에기초한건조공정주성분의가수분해시유의미한부적합상황미분생성에따른과립물흐름성부족으로정제중량균일성감소 Examplain 염산염정제의붕해와용출특성은건조공정과연관성이없음. 그림 27. 유동성건조공정에대한모식도 - 서로다른요소에의해서발생 - 부적합상황을피하기위한공정인자의선택이필수 - 수분함량이나건조시간관리등기존의단변량방식으로부적합상황방지를보장 2 개의부적합상황하기에는불충분 - 정제의성능보장 : 최종수분함량과이를달성하기위한시간경과 ( 건조궤적 ) 를관리하여보장 - 건조공정의적절한관리 - 벌크정제의적절한보관 - 정제의블리스터포장건조된과립물의흐름특성 - 출하승인시낮은수준의 des-ethyl examplain 분해산물생성을보장 - 유효기간동안분해산물이유의미한수준으로생성보장 정제의우수한중량균일성과함량균일성을보장 3.2.P 건조과립물의품질특성과제조적합성및정제품질이미치는영향 - 공정개발이해 - 공정변수 ( 설비설정및습식과립물투입특성포함 ) - 건조과립물 (1 kg 규모의 DoE 방식 ) 위험성관리방식에따라서필요한품질특성들간의관계를확립함 건조도중에과립물의입자크기분포와수분함량을측정 : 제조적합성과정제품질 - 기존의설비인자 ( 흡기온도, 내부온도, 배기온도, 공기량등 ) 에미치는영향평가 - 적절하게보증된온라인 NIR 분광광도측정및라센텍 (Lasentec) FBRM방법공정변수의범위와과립물및정제품질특성이표 4에정리
 2 가지부적합상황 - 미분생성 ( 과립물의분해 ) - 서로다른흡기온도와공기량이미분의수준과분해정도에미치는영향성을추정하는등고선도생성.( 그림 28) 적색영역 : 부적합한제품품질로이어지는흡기온도와공기량의조합.")
201 표 4. 유동상건조공정의변수와품질특성 DoE 실험 - 흡기온도와공기량에큰영향 - 과립물투입시수분함량과입자크기분포에도영향과립물의품질 - 다른인자들은영향을주지않음. ( 습도인자 : 흡기공기의습도범위 20 ~ 40 % RH는무시할정도의수준 ) - 기존과립물의유동성건조경험과일치습도인자정제제조시설에서는위의흡기공기의습도범위안에서관리가되기때문에중요하지않음. 건조공정시 - API의분해 / 가수분해 ( 과립물의수분함량과연관 ) 2 가지부적합상황 - 미분생성 ( 과립물의분해 ) - 서로다른흡기온도와공기량이미분의수준과분해정도에미치는영향성을추정하는등고선도생성.( 그림 28) 적색영역 : 부적합한제품품질로이어지는흡기온도와공기량의조합. - 등고선도를통해서각각의부적합상황을피하기위해서는인자들을다양하게조합하여적용할필요가있음 - 그림 29는두등고선도의교차영역을보여주며, 두부적합상황을모두피할수있는인자의영역을보여줌. 그림 28. DoE 실험시흡기온도와공기량이분해산물과미립자생성에미치는영향 ( 적색 = 품질기준에부적합 )
 DoE 실험습식과립물의수분함량과입자크기분포최종제품의성능에영향을주는인자 ( 제립공정을진행하면서적절히관리 ) 3.2.P.2.3.1.3.4 건조이후과립물의수분함량섹션 3.")
 - 함량균일성에대한영향성은작음.")
202 그림 29. 부적합상태의조합에대한흡기온도와공기량의상호작용 ( 적색 = 품질기준에부적합 ) 3.2.P 습식과립물의품질특성 ( 이전단위공정에서 ) DoE 실험습식과립물의수분함량과입자크기분포최종제품의성능에영향을주는인자 ( 제립공정을진행하면서적절히관리 ) 3.2.P 건조이후과립물의수분함량섹션 3.2.P 제제개발참조 미분 - 발생수준이높으면타정시흐름성이나쁨. - 입자간의연결로인해수분이강제로제거되어과립이깨지면서발생 - 단위용량의변동성증가 ( 그림 30) - 함량균일성에대한영향성은작음. - 붕해나용출에대한유의미한영향성없음 - 정제중량균일성부적합한계 : RSD > 3 % ( 공정서시험에서부적합이발생할유의미한확률 ) 그림 30. DOE 실험시흡기온도와공기량이정제중량균일성에미치는영향 ( 황색 = 품질기준에적합 )
203 수분 - 정제중의수분함량이최대 2 % w/w 까지는의약품안정성이적합 - 수분함량은제립이후타정및포장시에변동이없음 - 과다건조 ( 최종수분함량 < 1.5 %): 미세입자들의증가를유발하고타정시의흐름성문제로정제중량이불균일함. - 건조공정의최종점을관리 : 최종수분함량이 1.5 ~ 2.0 % 범위이내 - DoE 실험시과립물의수분함량관리만으로는정제의품질을보증하기에는충분하지않음. 3.2.P 건조공정시간의영향 건조실험 - 1 kg 규모로실시 - 습식과립물의수분함량 : 18 ± 0.5 % ( 일반적인제립공정에따라 ) - 흡기온도와공기량은다양화함. - 건조공정중단 : 수분함량이 1.5 ~ 2.0 % 범위일때 - 과립물의수분함량과입자크기분포를온라인으로모니터 - 그림31: 각실험시시간경과에따른수분제거정도를보여줌. - 표 5: 실험결과요약. 청색점선 : 가장느린건조조건으로만든과립물은분해산물의수준은높지만미립자양은적합. 적색점선 : 가장빠른건조조건으로분해수준은매우낮았으나미립자의양은증가. 타정시의흐름성문제에따른정제중량의변동성증가. 검정색실선 : 분해산물의양과입자크기분포가적합한과립물생성. - 높은온도와높은수분함량조건에장기간노출시 : 건조과립물의수분함량은적합한수준이나과립물중의주성분이분해되어출하승인시점에서분해산물의수준이부적절하게높은정제가생산될수있음 - 너무빠른수분제거 : 과립물의분해와미세입자의다량생성으로타정시흐름성문제발생. 그림 31. 습식과립물의건조시공정궤적 ( 본문참조 )
204 표 5. 다양한공정궤적의결과요약 3.2.P 건조공정의디자인스페이스와관리전략개발 DoE 실험결과 품질특성보증 - 최종수분함량의관리 - 시간경과에따른수분제거과정 ( 건조궤적 ) - 그림 31에서검정색선으로표시된건조궤적모두에서적절한품질의과립물이생산 - ICH Q8 에기술된바에따라, 건조공정의디자인스페이스에해당 - 1 kg 규모의실험으로공기량과흡기온도를다양하게조합하여실험한결과디자인스페이스안에모든궤적들이들어가는것으로확인. ( 그림 32) - 적합한품질의제품을생산하는것으로알려진것 ( 그림 32의검정색 ) 과부적합한제품을생산하는것으로알려진것 ( 적색과청색 ) 사이의이론적인공정궤적성능을디자인스페이스 : 예측할수있는과학적인좋은모델은없음. 제품품질이보증 - 실험결과의외삽이가능하지않으며가장바깥쪽의검정색궤적으로디자인스페이스되는영역정의의경계를설정. - 디자인스페이스를벗어나는영역은불확실성영역 ( 어떠한실험도수행하지않은곳 ) 으로궤적이부적합한영역관찰되는곳에도달하기도함 ( 그림 32의점선 ). - 추가실험을통해서불확실성한영역을더조사하여디자인스페이스경계를알려진부적합지점의가까이까지이동시킬수있음. 이런종류의변경사항은통상적인방식으로허가제출하여승인을받아야됨 그림 32. 정제제조를위한건조공정의디자인스페이스모식도
205 - 그림 33에정리 - 흡기공기온도나공기량, 또는이들의조합을조정하여디자인스페이스내에궤적이유동성건조공정유지되도록함관리전략 - 온라인 NIR 분광광도계로측정 : 수분함량이 1.5 ~ 2.0 % 이내이면건조를중단. ( 설정값 1.75 %) 그림 33. 제조규모영향성연구건조공정디자인스페이스의 10 kg, 25 kg 적절성확인 ICH 등록안정성배치제조 3 개 25 kg 배치의건조궤적이그림 34에청색으로표시 - 2 개의 25 kg 배치를추가제조하여, 건조궤적이보다작은규모에서정한경계부위에근접한경우에도적정한품질의제품이생산되는지확인. 추가배치제조 - 오렌지색으로표시 - 그림 32의공정궤적에서파악된건조공정디자인스페이스는제조규모와무관하며, 궤적내에서작업시적정품질의제품이생산됨 그림 kg 규모로제조된 5 개배치의공정궤적
206 분해를예측하는모델 - 건조속도와관련 - 그림 35, 표 5, 그림 31, 그림 34 의데이터를종합 - 적색선 : 제조당시분해한도기준인분해산물 1 % 이하에해당 그림 35. 건조속도와분해 3.2.P Examplain 염산염정제의품질관리시유동성건조공정의공정이해영향성 분해산물 분해산물관리전략 - des-ethyl examplain은 examplain 염산염정제에서관찰되는유일한분해산물 P.5.4에서기술한바와같이적절한밸리데이션시험방법으로출하승인시와안정성시험시의수준을측정 - ICH Q6a 와 Q3b에따라허용기준을선정 - 출하승인시점시정제중분해산물함량허용기준 (1.0 %) 이하 : 지정범위내에서건조공정관리 ( 온라인 NIR 분광광도법으로측정 ) 과립물의최종수분함량 (1.5 ~ 2.0 %) 관리 - Aclar 블리스터포장 : 제품유효기간안에유의미한수준의분해가발생하지않음. 포장안정성 ( 추가및장기안정성시험 ) 초기시험 : - Aclar 블리스터포장상태로 40 /75 % RH에서 6 개월간 Aclar 블리스터포장상태로가속시험진행실시한가속시험에서그림 10의수분함량 2.4 % 인배치 (40 /75 % RH) ( 그림 10) 보다낮은분해속도를얻음. 추가가속시험 : - 초기수분함량이 2.1 % 이고분해산물수준이 0.3 % 인배치 1 kg 규모 ( 궤적 2, 3, 5, 7), (aclar블리스터) 도 25 /60 % RH에서 12 개월동안만족 25 kg 규모 ( 그림 31의적색표시시험배치 ) 스러운안정성을가짐. 장기안정성 (25 /60 % RH) 시험 ( 궤적3): - 유효기간말기시점의분해산물의허용한도기준 2 % 보다수분함량상한기준 2.0 % 에근접한 (2.1 %) 낮을것으로추정. 배치 (aclar 블리스터포장 )
207 3.2.P 정립 / 활택예시문서에서는이공정에대한자세한사항을포함하지않음. 3.2.P 압축 - 정제의중량, 두께, 경도인자의공정관리기준을적용 - examplain 20 mg 정제의경우, 정제중량관리는약물함량을보증압축공정시일관성을 - 경도관리는정제가포장작업에도견딜수있게충분히단단하여야함. 단, 주확보하여우수한품질의성분의붕해와용출에는영향을주지않아야됨. 정제가생산되도록보장 - 개발실험을통해서고압축력조건에서용출률이약간감소하고붕해가증가하는것으로나타남.( 그림 36, 37) ( 조사대상의압축력범위에서는모두허용기준이내 ) 그림 36. 압축력이용출에미치는영향 그림 37. 압축이붕해에미치는영향 정제경도범위신뢰성확보 평균정제경도의상한한도기준설정및 at-line NIR로모니터 습식제립및유동성건조공정의디자인스페이스 (3.2.P , 3.2.P ) 안에서과립물을생산 examplain 20 mg 정의과다압축력에의한용출감소방지
208 3.2.P 결론 Examplain 정 20 mg의견고한제제및제조공정이개발품질위험성관리도구및적절한주성분과원료의특성조합, 개개단위공정의조합과단위공정의조합 DoE 실험방법을활용들을실험하여공정이해를높이고품질에중요한공정인자를파악함. 핵심공정단계 ( 유동성건조 ) 제조당시와유효기간말기의분해산물의수준에미치는영향성과연계됨 - 핵심단위공정인유동성건조와공정의핵심특성요소인수분함량사이에명확한연관이있음수분함량과분해산물 - 수분함량은분해산물의형성과관련이있는중요한요소 - 유효기간말기시점의분해산물한도기준 2 % 는독성시험을통해그적격성이확인되었고, 환자의안전성을보장하는수준임 - 최종과립물의수분함량이 1.5 ~ 2.0% 가되도록제한된범위내에서건조공정의궤적을관리하면 ( 온라인 NIR 분광광도법으로측정 ) 제조규모와상관궤적관리없이적절하게낮은수준의분해를보장함. 3.2.P.2.4 용기및포장 - 정제개발시다양한용기및포장의범위를조사함. - 투명하고무색인 Aclar UltRx 2000 단위용량블리스터포장재를선택용기및 - 상기포장재를공식적인안정성프로그램에사용함.(3.2.P.2.8 안정성참조 ) 포장재선정 - 선정된용기및포장재는보호성, 적합성, 안전성, 성능면에서정제의포장재로사용하기에적합한것으로증명됨. 용기및포장에대한자세한사항은 3.2.P.7 용기및포장 을참조 - 주성분은극단적인온도및습도조건에서가수분해에민감함. - Aclar UltRx 2000 단위용량블리스터와알루미늄호일은정제를효과적으로보호함. 보호성 - 40 /75 % RH에서 6 개월동안분해산물수준이 < 0.1 % (3.2.P.8 안정성참조 ) - 정제는광민감성이없으므로불투명하거나색을넣은블리스터재질은필요없음 - 블리스터재질은공정서기준에적합적합성 P.8.1 안정성요약및결론 I 에기술된실험결과에따라, 적합한것으로설명됨 - 제안된포장재질과관련한안전성사항은없음. 안전성 - 모든포장재는 21 CFR 에따라 GRAS" 또는 직 / 간접접촉에적합 한것임. - 각자재의조성에관한세부정보는 3.2.P.7 용기및포장을참조 - 투약시점까지의약품을적절하게보호할수있도록설계됨성능 P.8 안정성에기술된안정성시험결과가적절성을뒷받침함. - 제품의분해에대한정보, 잔류수분이장기안정성에미치는영향및 ICH Q1A 안정성프로그램의결론에근거하면, 정제의포장자재디자인스페이스는포장자재의투과성에달려있다. - Aclar UltRx 2000과동등이상의투과성을갖는모든포장자재는온대기후 (zone II) 에서유효포장재료의기간동안안정성을보장함. 디자인스페이스 - 기후지역 III 과 IV( 고온다습지역 ) 의경우에보호성이떨어지는포장자재와기밀성이우수한포장상태에서 ( 완전한알루미늄블리스터및 HDPE 병포장 ) 분해에미치는영향을조사함 - 분해에대한이해를바탕으로예상한바와같이, 추가적인습기의유입으로부터보호한다면고온과다습조건에서보관하더라도제품이안정한것으로나타남
 - 유일한주요품질특성은분해산물인 des-ethyl examplain 의수준임. - 분해산물은동물과사람에서주요대사산물이며 10 % 수준이내가적격임.")
209 3.2.P.2.5 미생물학적특성출발물질규격에근거하여출발물질의허가상미생물학적기준을모니터한다. 제립단계에서사용되는물은정제수이다. 3.2.P.2.6 적합성 고형제의경우이섹션은적용되지않는다. 3.3 품질위험성관리결과에근거한관리전략 품질위험성관리절차에근거하여관리전략을수립함. 관리전략은제품이추가시험을시행하지않고도규격에적합하도록보장함. 최종제품규격은 P4 에제시되어있음. 주요품질특성 (CQA: Critical to Quality Attributes) - 유일한주요품질특성은분해산물인 des-ethyl examplain 의수준임. - 분해산물은동물과사람에서주요대사산물이며 10 % 수준이내가적격임. - 적격한수준까지의분해산물은환자에대한안전성에대한위험이되지않는것으로생각됨 품질위험성관리 (QRM: Quality Risk Management) - 표 2 의초기품질위험성관리에의거해서, 위에설명한바와같이개발활동을실시하였고, 제제및핵심 단위공정의공정이해수준이향상되었음 - 핵심및비핵심적인공정인자와각단위공정을정의함. - FMEA 기법으로품질위험성관리분석을실시하였고, 가능성이있는모든부적합상황, 영향성, 확률및 감지가능성을분석. - FMEA 분석자료는실사시확인할수있고, 주요요약사항이표 6 에있음. - 품질위험성관리에근거하여, 모든부적합상황을적합한수준으로감소시킨최적의관리전략을규정함. - 관련된물질특성과공정인자들의직접적인적기측정을바탕으로하여최종점관리를포함한공정관리를확립. 표 6: 품질에영향을미치는단위공정분류
210 관리제안 - 원료의자연적인변동성도관리하여일관된제품이생산할수있도록보장. - 다음공정단계와관련된물질특성의목표품질최종점에맞도록공정을조정. 원료투입 - 모든원료 ( 주성분과첨가제 ) 의 NIR 스펙트럼을기록하고해당원료인지확인. - NIR 스펙트럼은최종제품품질특성을갖는다변량방식으로물리화학적특성과의상관관계를찾고그차이점들을찾는데사용. - NIR 스펙트럼은일반적인 GMP에서중량및원료이동시중량을이중으로확인이가능하고원료물질의정확한중량을보증. 제립 - 제립공정은제립중발생되는전력소비량을측정하여관리. - 상기설명된 DOE 결과와공정이해를바탕으로, 과립물의질량당투입되는수분함량과투입속도는고정. - 전력소비량이최고시점에오른이후, 미리확립된시간에 ( 거의 6분 ) 습윤체의형성을종료. - 이는원료특성차이를 ( 배치간수분함량차이와입자분포 ) 보완하고공정이원료의특성과무관하게진행되도록하여일관된품질의과립물이형성되도록함. 건조 - 건조의진행과최종점은온라인 NIR과온라인레이저입자측정으로모니터함. - 핵심물질특성인과립물의수분함량은확립된디자인스페이스안에서공기량과흡기온도를조정하여관리. - 입자크기분포는레이저회절온라인측정으로모니터하여타정시과립물의공정적합성에영향이미치지않게미세입자부분이많지않도록함. - 건조공정의최종점확인은온라인 NIR 측정시수분함량 1.5 ~ 2.0 % ( 목표치 1.75 %) 에도달한시점으로규정. ( 그림 38 참조 ) - 건조공정최종점확인관리에의해서, 과립물은다음단위공정에필요한핵심물질특성을갖게되고, 제안된전체유효기간동안안정적인제품의최종품질을보장함. 그림 38. 건조의최종점관리 혼합 - 혼합의최종점관리는온라인 NIR로결정. - 스테아르산마그네슘이고루분포되고, 주성분의함량이균일하게됨
211 타정 - 압축장비에목표정제중량과그에따른함량균일성을보장할수있도록과립물투입이조정되는최신압축력피드백제어장치를장착. - 자동중량제어및 at-line NIR 측정시스템은압축기의과립물공급제어및압축력시스템의피드백을제공함. - 압축제어시스템은모든정제를 100 % 관리하여타정시부적합한압축력이발생할위험요소를배제함. - at-line NIR: 함량균일성확인및압축시발생되는혼합물의예상치못한분리를감지 - NIR은최종정제의수분함량도모니터할수있음. - 경도, 붕해및용출의다변량모델로경도, 붕해및용출을예측할수있음. 공정관리 : 견고하고일관된제조공정을보장하여일정한최종제품품질을확보 ( 그림 39) - 원료 : 입고당시또는투입시 NIR 측정 - 제립공정 : 최종점확인으로써전력소비량의모니터 - 건조공정 : 온라인 NIR과레이저회절분석 - 혼합 : 온라인 NIR로균일성확인 - 타정 : 압축공정시압축력관리와 at-line NIR 측정 ( 함량균일성확인, 경도 / 붕해 / 용출예측 ) 그림 39. 관리전략요약
212 3.3.1 최종제품품질규격에영향을주는관리전략 용출 - 붕해 - 붕해와용출의다변량예측으로확보한정제의붕해와용출의기계론적인원리는붕해와용출에영향 을주는인자들을체계적인원리로파악할수있게함. - 확립된디자인스페이스안에있는공정또는제품의조성인자들은이들품질특성요소들의핵심적인 것으로파악되지는않음. - 주성분의특징과제제및공정설계는 ICH Q6A( 의사결정도 #7(1)) 에서용출시험을붕해시험으로대체 가능하다고제시되는기준에적합. - 본제품은붕해및용출과관련하여, 원료의변동성과는무관하고개발과정과생산제조규모확대시 조사된공정인자들의변동성과도무관한것으로볼수있음. - 최종제품에대한용출과붕해시험을하지않기로함. - 의약품규격에도용출시험을포함하지않음. 경도 - 본제품의경도는습식제립과압축시의압축력에의해서주로영향을받음. - 모든단위공정의관리를통해서재현성이있는과립물의공정특성을보장. - 재현성있는과립물공정특성이보장되면, 압축시의압축력피드백제어와함께경도의다양성을낮추 고경도예측이보장. - 경도는붕해와용출에유의미하게영향을주지않는것으로 DoE 실험시증명. - 압축시 at-line NIR 측정 : 기존의경도측정과 NIR 경도예측의상관성을기반으로하여경도의예측 을보다만족스럽게할수있었음. - 경도는본정제에서핵심품질특성도아니며의약품규격에도포함되지않음 함량및제제균일성 - 재현성이있는정량및함량균일성확보 : 관련된단위공정들과함량균일성및함량의변동성이미칠기계론적인지식을확보 광범위한공정제어와모니터링으로물질특성최종점에서모든단위공정을조정 - 유동성건조단계를관리하여지정된건조궤적안에서운영되도록하고, 과다건조를방지하면과도한 미분의생성을방지 - 미분이발생되지않으면, 건조되고활택된과립물의흐름성은좋아지고압축시중량불균일이발생되지않음. - NIR 로제제균일성을 at-line 으로모니터하고중량측정을측정하면예상기준을벗어나는모든일탈사항 을감지하게할수있게되고, 최종점시험의필요없이공급의조정과압축력이조정되도록할수있게됨. - at-line NIR 측정결과는제제균일성과관련하여출하승인여부를결정하는데활용되며, NIR 의평균값 은출하승인을위한정량값이됨. 분해 - 공정과제제정보에따르면, 제조당시의분해산물의형성은제립시물의첨가속도, 유동성건조공정 시궤적그리고최종정제중수분함량에의해서영향을받음. - 공정진행시온도와과립물의수분함량을제어해서가수분해를최소화할수있음. - 경험과공정이해에따르면, 건조공정은제조시분해수준에영향을줌. - 건조공정관리 : 분해산물과수분함량수준이재현성있게낮은제품을생산. - 기타모든공정단계들이관련된디자인스페이스안에서진행된다면, 최종제품의수분함량과분해산물 수준에영향성이없는것으로확인됨으로, 함습도나분해산물수준모두최종제품에서시험하지않음
213 안정성 - 광범위한안정성실험과 ICH Q1A에따른안정성실험을실시함. - 제품의안정성은주로가수분해로이어지는수분함량의영향을받는것으로확인. - 가혹온도조건을제외하고, 관련된수준의 des-ethyl examplian형성이외의다른분해산물은발견되지않음. - 적절한보호성 ( 습기방지 ) 을갖는포장자재로포장하여보관하면습기흡수를최소화할수있음. - 벌크제품의제조시점부터수분함량관리는중요. - 유일한핵심공정단계인과립물건조공정의제안된관리안은제조종료시수분함량이 2 % w/w 미만이되도록효과적으로보증. - 압축시 NIR로수분함량을모니터함으로써설정된제품특성을벗어난일탈사항을감지할수있음. - 제조공정의광범위한실시간관리로인한높은수준의제품안정성이해및높은수준의제품제조재현성을보여주는개발데이터에근거하여, 연간안정성모니터를축소하여진행할예정임. - des-ethyl examplian 형성속도는제조시정제중함습도및보관시수분흡수정도와관련이있음. - 수분흡수및분해속도에관한기초과학에근거하여, 포장자재의선정, 포장이전단계의벌크제품보관관리, 포장디자인, 파일럿배치의장기데이터와첫 3배치생산품의장기시험을진행함. - 설비, 제조규모또는제조소변경후또는품질위험성관리실험을평가한기타변동성실험이후에 (Aclar 블리스터포장으로 40 /75 % 에보관된샘플의가속시험시변동성비교 ) 확인안정성시험을진행할수있었음. - 분해수준과붕해시험을실시하였고, 분해수준은섹션 3.2.P.2.2.1( 그림 10) 및섹션 3.2.P 에서기술된바와같이개발실험시진행했던분해속도와비교하고, ICH파일럿배치의일부로제조된초기가속실험배치및안정성프로그램을위한실생산배치의분해수준과도비교함 결론 : 실시간출하승인제안높은수준의제제및공정의이해, 광범위한품질위험성관리및정교한관리전략을 ( 관련된물질특성의첨단온라인및실시간측정을포함 ) 바탕으로하여일관되고적합한품질의최종제품의생산을보장. 배치별최종제품시험을추가로실시할필요성이없음 모니터링프로그램 제조경험에따라다변량모델을조정할수있는모니터링프로그램을제안함. 주기적으로 ( 적어도분기별 ) 기존최종제품시험을실시하고, 예측모델을확인하여, 필요하다면재측정함. 3.4 과학및위험성기반규제방식품질위험성관리방식을활용하여, 이해되고특성화된제제와공정의개발이단위공정을 ( 예를들어, 제립과유동성건조공정단계 ) 위한디자인스페이스단계로확인되었다. 지식과이해를바탕으로다음의규제완화를제안함 : 지속적인개선 확립된디자인스페이스안에서제조공정변경의경우, 필요시규제기관의사전승인을위해서제출하지 않아도됨. 제조규모 - 기계적인공정이해에따른개발실험의지식과품질위험성관리를활용하여, 유동성건조및습식제립 공정에대한디자인스페이스를결정함
214 - 디자인스페이스는다른공정제조규모에서의재현성을위한공정전달과장비변경시재실행이될수 있음을확인함. - 디자인스페이스안에서지속적인공정운영이된다면, 제조규모변경은규제당국에통보없이바로할수있음. 제조소 - 기계적공정이해, 핵심품질특성의최종점관리, 그리고품질위험성관리가다른공정장비간의이전시에도디자인스페이스안에서이루어진다면, 원제조소에서다른제조소로공정이전도가능함. - 공정이디자인스페이스안에서지속적으로운영된다면, 원제조소에서다른제조소로이전이가능하고규제당국에는주소변경에대한통보만으로바로실시할수있음. - 제조소변경시에는동등한설비, 동등한원료공급처, 해당제조소의 GMP 실사및동등한품질시스템등을갖춘다른제조소에서디자인스페이스가재현될수있는지정된절차와수단등이사용될것임. - 첫 3배치에대하여최종제품시험을모두실시해공정모델의유효성을확인하고, 첫배치는제안된확인안정성연구계획에따라확인안정성프로그램을진행하고모니터함. 공정유효성 - 보증 : 각공정단계 ( 예 : 제립과건조공정 ) 는일관되고, 재현성있게최종제품규격을준수함을보장하는다음공정단계에투입될물질을생산할수있음. - 이러한보증은공정검증, 디자인스페이스준수및공정단계의핵심특성을포함한관리전략이적용된우수한공정이해와관리에의해서이루어짐. - 3 배치공정유효성은지속적인공정검증으로대체. 실시간출하승인 관리전략의적용에근거하여추가적인최종제품실험실시하지않고출하승인을진행. 확인안정성시험축소 - 제조공정의광범위한실시간관리로인한높은수준의제품안정성이해및높은수준의제품제조재현성을보여주는개발데이터에근거하여, 연간안정성모니터를축소하여진행할예정임. - des-ethyl examplian 형성속도는제조시정제중함습도및보관시수분흡수정도와관련이있음. - 수분흡수및분해속도에관한기초과학에근거하여, 포장자재의선정, 포장이전단계의벌크제품보관관리, 포장디자인, 파일럿배치의장기데이터와첫 3배치생산품의장기시험을진행함. - 설비, 제조규모또는제조소변경후또는품질위험성관리실험을평가한기타변동성실험이후에 (Aclar 블리스터포장으로 40 /75 % 에보관된샘플의가속시험시변동성비교 ) 확인안정성시험을진행할수있었음. - 분해수준과붕해시험을실시하였고, 분해수준은섹션 3.2.P.2.2.1( 그림 10) 및섹션 3.2.P 에서기술된바와같이개발실험시진행했던분해속도와비교하고, ICH 파일럿배치의일부로제조된초기가속실험배치및안정성프로그램을위한실생산배치의분해수준과도비교함. 주성분제조변경 ( 본예시문에서는제한적인데이터만제시 ) - 주성분실험은분해산물및입자크기수준에대한제한적인사항을포함하여적절한주성분규격을확립함. - 주성분제조변경은의약품안정성에영향을미치지않음. - 주성분이규격에적합하다면, 주성분제조변경이후에도의약품안정성연구를불필요 - 관련정보는실사시확인할수있음
215 3.5 임상시험제제허가서류제출이후급성불안증과관련하여실시한모든임상시험에는정맥주사제또는속방형정제를사용함. 초기에는 1, 10, 20 mg 정제를임상시험용으로개발. 정성적인정제의조성은임상시험내내동일하였음. 단회 20 mg 함량이상업화될것임. 제안된상업화정제제제, 등록안정성시험, 그리고임상시험에사용된정제와 IV주사제에대한정성적이고정량적인제제조성이본섹션에설명되어있음. 부록 표 6. 목차 표 7. IR 정제 20 mg 의제안된상업적조성 표 8. IR 정제 1 mg, 10 mg, 20 mg 연구시제제조성
216 표 9. IV 제제 (1 mg/ml)

217 Ⅴ. 참고사항
QbD 적용을위한품질심사해설서 ( 예시 )
") QbD 적용을위한품질심사해설서 ( 예시 ) 목차 - 1 - 적용예시 1. FDA 사례요약 - 제네릭의약품 ( 속방성정제 ) - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - 약동학적변수 Lot #2 Lot #3 Lot #4 (d 90 20 um) (d 90 30 um) (d 90 45 um) 대조약 - 8 - 90 max - 9 - 0-t max
QbD 적용을위한품질심사해설서 ( 예시 ) 목차 - 1 - 적용예시 1. FDA 사례요약 - 제네릭의약품 ( 속방성정제 ) - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - 약동학적변수 Lot #2 Lot #3 Lot #4 (d 90 20 um) (d 90 30 um) (d 90 45 um) 대조약 - 8 - 90 max - 9 - 0-t max
 가이드라인등록번호 B1-2016-2-018 의약품품질위해평가가이드라인 2016. 12. 제 개정이력 연번제 개정번호승인일자주요내용 1 2016.12. 제정 2 3 목차 1. 서론 1 2. 품질위해관리 1 3. 품질위해평가절차 6 4. 품질위해평가방법및관련기법 9 5. 위해평가에영향을주는인자 14 6. 정성적평가방법및정량적평가방법을이용한위해평가 23 7. 정성적평가방법및정량적평가방법을이용한위해평가사례
가이드라인등록번호 B1-2016-2-018 의약품품질위해평가가이드라인 2016. 12. 제 개정이력 연번제 개정번호승인일자주요내용 1 2016.12. 제정 2 3 목차 1. 서론 1 2. 품질위해관리 1 3. 품질위해평가절차 6 4. 품질위해평가방법및관련기법 9 5. 위해평가에영향을주는인자 14 6. 정성적평가방법및정량적평가방법을이용한위해평가 23 7. 정성적평가방법및정량적평가방법을이용한위해평가사례
- 2 -
 터키 / 공통 가이드라인명 GMP Kılavuzu GMP 가이드라인 제정일 상위법 Ÿ Ÿ 제정배경 범위 주요내용 Ÿ Ÿ Ÿ Ÿ Ÿ Ÿ Ÿ 의약품제조시, 제조허가증, 의약품의용도및판매허가요구사항, 안정성, 품질및품질부적합으로인한피해로환자가발생하지않도록제조하기위함임. 화학합성의약품, 생물의약품, 방사성의약품, 임상시험용의약품, 무균의약품, 사람혈액및혈장의약품,
터키 / 공통 가이드라인명 GMP Kılavuzu GMP 가이드라인 제정일 상위법 Ÿ Ÿ 제정배경 범위 주요내용 Ÿ Ÿ Ÿ Ÿ Ÿ Ÿ Ÿ 의약품제조시, 제조허가증, 의약품의용도및판매허가요구사항, 안정성, 품질및품질부적합으로인한피해로환자가발생하지않도록제조하기위함임. 화학합성의약품, 생물의약품, 방사성의약품, 임상시험용의약품, 무균의약품, 사람혈액및혈장의약품,
안전확인대상생활화학제품지정및안전 표시기준 제1조 ( 목적 ) 제2조 ( 정의 )
 제2조 ( 정의 )") 안전확인대상생활화학제품지정및안전 표시기준 제1조 ( 목적 ) 제2조 ( 정의 ) - 1 - - 2 - 제3조 ( 안전확인대상생활화학제품지정 ) 제4조 ( 안전기준의설정 ) 제5조 ( 안전기준 ) 제6조 ( 표시기준 ) - 3 - - 4 - 제9조 ( 규제의재검토 ) 제 7 조 ( 안전기준확인제출자료 ) 제8조 ( 안전기준적용예외 ) 부칙 제1조 ( 시행일 )
안전확인대상생활화학제품지정및안전 표시기준 제1조 ( 목적 ) 제2조 ( 정의 ) - 1 - - 2 - 제3조 ( 안전확인대상생활화학제품지정 ) 제4조 ( 안전기준의설정 ) 제5조 ( 안전기준 ) 제6조 ( 표시기준 ) - 3 - - 4 - 제9조 ( 규제의재검토 ) 제 7 조 ( 안전기준확인제출자료 ) 제8조 ( 안전기준적용예외 ) 부칙 제1조 ( 시행일 )
제네릭의약품국제공통기술문서 (CTD) 주요고려사항 ( 품질 ) [ 민원인안내서 ] 의약품심사부의약품규격과
![제네릭의약품국제공통기술문서 (CTD) 주요고려사항 ( 품질 ) [ 민원인안내서 ] 의약품심사부의약품규격과](/thumbs/97/134662090.jpg "제네릭의약품국제공통기술문서 (CTD) 주요고려사항 ( 품질 ) [ 민원인안내서 ] 의약품심사부의약품규격과") 제네릭의약품국제공통기술문서 (CTD) 주요고려사항 ( 품질 ) [ 민원인안내서 ] 2018. 8. 의약품심사부의약품규격과 지침 안내서제 개정점검표 명칭제네릭의약품국제공통기술문서 (CTD) 주요고려사항 ( 품질 ) [ 민원인안내서 ] 아래에해당하는사항에체크하여주시기바랍니다. 이미등록된지침 안내서중동일 유사한내용의 지침 안내서가있습니까? 예 아니오 등록대상 여부
제네릭의약품국제공통기술문서 (CTD) 주요고려사항 ( 품질 ) [ 민원인안내서 ] 2018. 8. 의약품심사부의약품규격과 지침 안내서제 개정점검표 명칭제네릭의약품국제공통기술문서 (CTD) 주요고려사항 ( 품질 ) [ 민원인안내서 ] 아래에해당하는사항에체크하여주시기바랍니다. 이미등록된지침 안내서중동일 유사한내용의 지침 안내서가있습니까? 예 아니오 등록대상 여부
 연구보고서 2009-05 일반화선형모형 (GLM) 을이용한 자동차보험요율상대도산출방법연구 Ⅰ. 요율상대도산출시일반화선형모형활용방법 1. 일반화선형모형 2 연구보고서 2009-05 2. 일반화선형모형의자동차보험요율산출에적용방법 요약 3 4 연구보고서 2009-05 Ⅱ. 일반화선형모형을이용한실증분석 1. 모형적용기준 < > = 요약 5 2. 통계자료및통계모형
연구보고서 2009-05 일반화선형모형 (GLM) 을이용한 자동차보험요율상대도산출방법연구 Ⅰ. 요율상대도산출시일반화선형모형활용방법 1. 일반화선형모형 2 연구보고서 2009-05 2. 일반화선형모형의자동차보험요율산출에적용방법 요약 3 4 연구보고서 2009-05 Ⅱ. 일반화선형모형을이용한실증분석 1. 모형적용기준 < > = 요약 5 2. 통계자료및통계모형
목 차 1. 주요규정개정사항 2. 18년도주요업무 3. 최근심사방향 4. 소통및국제협력 5. 사전질의답변
 제네릭의약품허가및변경심사방향 식품의약품안전평가원 의약품심사부약효동등성과 목 차 1. 주요규정개정사항 2. 18년도주요업무 3. 최근심사방향 4. 소통및국제협력 5. 사전질의답변 1. 주요규정개정사항 ü 생동성관련주요개정사항 ü 확대된제형의동등성입증자료제출범위 ü 생동성시험 / 임상시험통합개정 생동성관련주요개정사항 생동성시험 GCP 준수의무 생동성시험결과보고서
제네릭의약품허가및변경심사방향 식품의약품안전평가원 의약품심사부약효동등성과 목 차 1. 주요규정개정사항 2. 18년도주요업무 3. 최근심사방향 4. 소통및국제협력 5. 사전질의답변 1. 주요규정개정사항 ü 생동성관련주요개정사항 ü 확대된제형의동등성입증자료제출범위 ü 생동성시험 / 임상시험통합개정 생동성관련주요개정사항 생동성시험 GCP 준수의무 생동성시험결과보고서
(000-000)실험계획법-머리말 ok
실험계획법-머리말 ok") iii Design Analysis Optimization Design Expert Minitab Minitab Design Expert iv 2008 1 v 1 1. 1 2 1. 2 4 1. 3 6 1. 4 8 1. 5 12 2 2. 1 16 2. 2 17 2. 3 20 2. 4 27 2. 5 30 2. 6 33 2. 7 37 2. 8 42 46 3 3.
iii Design Analysis Optimization Design Expert Minitab Minitab Design Expert iv 2008 1 v 1 1. 1 2 1. 2 4 1. 3 6 1. 4 8 1. 5 12 2 2. 1 16 2. 2 17 2. 3 20 2. 4 27 2. 5 30 2. 6 33 2. 7 37 2. 8 42 46 3 3.
ICH Q7 질의응답해설 ( 민원인안내서 )
") ICH Q7 질의응답해설 ( 민원인안내서 ) 2018. 9. 이안내서는 ICH Q7[ 원료의약품제조및품질관리기준 (GMP)] 에대하여 ICH에서발행한질의응답과관련하여알기쉽게설명하거나식품의약품안전처의입장을기술한것입니다. 본안내서는대외적으로법적효력을가지는것이아니므로본문의기술방식 ( 하여야한다 등 ) 에도불구하고민원인여러분께서반드시준수하셔야하는사항이아님을알려드립니다.
ICH Q7 질의응답해설 ( 민원인안내서 ) 2018. 9. 이안내서는 ICH Q7[ 원료의약품제조및품질관리기준 (GMP)] 에대하여 ICH에서발행한질의응답과관련하여알기쉽게설명하거나식품의약품안전처의입장을기술한것입니다. 본안내서는대외적으로법적효력을가지는것이아니므로본문의기술방식 ( 하여야한다 등 ) 에도불구하고민원인여러분께서반드시준수하셔야하는사항이아님을알려드립니다.
PowerPoint 프레젠테이션
 2018 ICH 총회 및 전문가위원회 활동 설명회 ICH Q12 의약품 전주기 관리를 위한 기술 및 규제 고려사항 - Current status and future perspectives 2018.10.24. 김 은 경 의약품규격과 ICH Q12 Technical and Regulatory Considerations for Pharmaceutical Product
2018 ICH 총회 및 전문가위원회 활동 설명회 ICH Q12 의약품 전주기 관리를 위한 기술 및 규제 고려사항 - Current status and future perspectives 2018.10.24. 김 은 경 의약품규격과 ICH Q12 Technical and Regulatory Considerations for Pharmaceutical Product
조사보고서 구조화금융관점에서본금융위기 분석및시사점
 조사보고서 2009-8 구조화금융관점에서본금융위기 분석및시사점 Ⅰ. 서론 Ⅱ. 구조화금융의미시적시장구조 2 조사보고서 2009-08 요약 3 Ⅲ. 서브프라임위기의현황과분석 4 조사보고서 2009-08 Ⅳ. 서브프라임위기의원인및특징 요약 5 6 조사보고서 2009-08 Ⅴ. 금융위기의파급경로 Ⅵ. 금융위기극복을위한정책대응 요약 7 8 조사보고서 2009-08
조사보고서 2009-8 구조화금융관점에서본금융위기 분석및시사점 Ⅰ. 서론 Ⅱ. 구조화금융의미시적시장구조 2 조사보고서 2009-08 요약 3 Ⅲ. 서브프라임위기의현황과분석 4 조사보고서 2009-08 Ⅳ. 서브프라임위기의원인및특징 요약 5 6 조사보고서 2009-08 Ⅴ. 금융위기의파급경로 Ⅵ. 금융위기극복을위한정책대응 요약 7 8 조사보고서 2009-08
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할
 저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
본가이드라인에대해궁금하신사항이나의견이있을경우아래로문의하시기바랍니다 식품의약품안전평가원 의약품심사부약효동등성과 의료제품연구부의약품연구과 전화 팩스 전화 팩스
 제조방법변경에따른 의약품동등성시험가이드라인 2015. 12. 의약품심사부약효동등성과 의료제품연구부의약품연구과 본가이드라인에대해궁금하신사항이나의견이있을경우아래로문의하시기바랍니다 식품의약품안전평가원 의약품심사부약효동등성과 의료제품연구부의약품연구과 전화 팩스 전화 팩스 목차 서론 배경 의약품허가후변경범위와의약품동등성시험 제형별제조공정분류 허가후변경에따른의약품동등성평가
제조방법변경에따른 의약품동등성시험가이드라인 2015. 12. 의약품심사부약효동등성과 의료제품연구부의약품연구과 본가이드라인에대해궁금하신사항이나의견이있을경우아래로문의하시기바랍니다 식품의약품안전평가원 의약품심사부약효동등성과 의료제품연구부의약품연구과 전화 팩스 전화 팩스 목차 서론 배경 의약품허가후변경범위와의약품동등성시험 제형별제조공정분류 허가후변경에따른의약품동등성평가
exp
 exp exp exp exp exp exp exp exp exp exp exp log 第 卷 第 號 39 4 2011 4 투영법을 이용한 터빈 블레이드의 크리프 특성 분석 329 성을 평가하였다 이를 위해 결정계수값인 값 을 비교하였으며 크리프 시험 결과를 곡선 접합 한 결과와 비선형 최소자승법으로 예측한 결과 사 이 결정계수간 정도의 오차가 발생하였고
exp exp exp exp exp exp exp exp exp exp exp log 第 卷 第 號 39 4 2011 4 투영법을 이용한 터빈 블레이드의 크리프 특성 분석 329 성을 평가하였다 이를 위해 결정계수값인 값 을 비교하였으며 크리프 시험 결과를 곡선 접합 한 결과와 비선형 최소자승법으로 예측한 결과 사 이 결정계수간 정도의 오차가 발생하였고
I (34 ) 1. (10 ) 1-1. (2 ) 1-2. (1 ) 1-3. (2 ) 1-4. (2 ) 1-5. (1 ) 1-6. (2 ) 2. (8 ) 2-1. (3 ) 2-2. (5 ) 3. (3 ) 3-1. (1 ) 3-2. (2 ) 4. (6 ) 4-1. (2 )
 1. (10 ) 1-1. (2 ) 1-2. (1 ) 1-3. (2 ) 1-4. (2 ) 1-5. (1 ) 1-6. (2 ) 2. (8 ) 2-1. (3 ) 2-2. (5 ) 3. (3 ) 3-1. (1 ) 3-2. (2 ) 4. (6 ) 4-1. (2 )") KS 인증공장심사항목해설서 2013. 3 한국표준협회 I (34 ) 1. (10 ) 1-1. (2 ) 1-2. (1 ) 1-3. (2 ) 1-4. (2 ) 1-5. (1 ) 1-6. (2 ) 2. (8 ) 2-1. (3 ) 2-2. (5 ) 3. (3 ) 3-1. (1 ) 3-2. (2 ) 4. (6 ) 4-1. (2 ) 4-2. (4 ) 5. (7 ) 5-1.
KS 인증공장심사항목해설서 2013. 3 한국표준협회 I (34 ) 1. (10 ) 1-1. (2 ) 1-2. (1 ) 1-3. (2 ) 1-4. (2 ) 1-5. (1 ) 1-6. (2 ) 2. (8 ) 2-1. (3 ) 2-2. (5 ) 3. (3 ) 3-1. (1 ) 3-2. (2 ) 4. (6 ) 4-1. (2 ) 4-2. (4 ) 5. (7 ) 5-1.
화장품독성시험동물대체시험법가이드라인 (I) 독성평가연구부특수독성과
 독성평가연구부특수독성과") 화장품독성시험동물대체시험법가이드라인 (I) 2007. 11. 독성평가연구부특수독성과 지침서 ᆞ 안내서제 ᆞ 개정점검표 명칭화장품독성시험동물대체시험법가이드라인 (I) ( 민원인안내서 ) 아래에해당하는사항에체크하여주시기바랍니다. 이미등록된지침서ㆍ안내서중동일ㆍ유사한내용의 지침서ㆍ안내서가있습니까? 예 아니오 등록대상 여부 상기질문에 예 라고답하신경우기존의지침서ㆍ안내서의개정을우선적
화장품독성시험동물대체시험법가이드라인 (I) 2007. 11. 독성평가연구부특수독성과 지침서 ᆞ 안내서제 ᆞ 개정점검표 명칭화장품독성시험동물대체시험법가이드라인 (I) ( 민원인안내서 ) 아래에해당하는사항에체크하여주시기바랍니다. 이미등록된지침서ㆍ안내서중동일ㆍ유사한내용의 지침서ㆍ안내서가있습니까? 예 아니오 등록대상 여부 상기질문에 예 라고답하신경우기존의지침서ㆍ안내서의개정을우선적
<4D F736F F F696E74202D20362E20B9DAC7F6C1D62D DBBFDB5BFB8E9C1A6B1E2C1D82DC0CEBCE2BFEB>
 생동성시험면제기준 : BCS (Biopharmaceutics Classification System) : Linearity elimination kinetics 서론 생동성시험면제 (Waivers of in-vivo BE studies) 생물약제학적분류체계 (BCS-based biowaiver) 선형소실입증자료 (Proportionality-based biowaiver)
생동성시험면제기준 : BCS (Biopharmaceutics Classification System) : Linearity elimination kinetics 서론 생동성시험면제 (Waivers of in-vivo BE studies) 생물약제학적분류체계 (BCS-based biowaiver) 선형소실입증자료 (Proportionality-based biowaiver)
 신청서작성 신청접수 신청서보완 신청서검토 신청제품공지및의견서접수 생산실태조사협조 생산실태조사 생산실태조사 지정심사참석 지정심사 지정심사 ( 물품및법인평가 ) 지정심사는분야별 5~10 인의 외부심사위원으로구성 지정심사결과확인 지정심사결과보고 최종심사 조달청계약심사협의회 지정결과확인 우수조달공동상표물품지정 지정증서 ( 별도발송 및직접수령 ) 지정증서수여 지정관리심사
신청서작성 신청접수 신청서보완 신청서검토 신청제품공지및의견서접수 생산실태조사협조 생산실태조사 생산실태조사 지정심사참석 지정심사 지정심사 ( 물품및법인평가 ) 지정심사는분야별 5~10 인의 외부심사위원으로구성 지정심사결과확인 지정심사결과보고 최종심사 조달청계약심사협의회 지정결과확인 우수조달공동상표물품지정 지정증서 ( 별도발송 및직접수령 ) 지정증서수여 지정관리심사
< 목차 > Ⅰ. 연구동기 1 Ⅱ. 연구목적 1 Ⅲ. 연구내용 2 1. 이론적배경 2 (1) 직접제작한물질의기본구조 2 (2) 회절격자의이론적배경 3 (3) X-선회절법-XRD(X-Ray Diffraction) 3 (4) 브래그의법칙 (Bragg`s law) 4 (5)
 직접제작한물질의기본구조 2 (2) 회절격자의이론적배경 3 (3) X-선회절법-XRD(X-Ray Diffraction) 3 (4) 브래그의법칙 (Bragg`s law) 4 (5)") [ 첨부 4] 작품설명서표지서식 작품번호 1143 LASER 의라우에패턴을통한입체모형의구조분석 출품분야물리출품부문학생 2011. 7. 7 구분성명 출품학생 지도교사 김성현 권채련 김서연 전종술 - 1 - < 목차 > Ⅰ. 연구동기 1 Ⅱ. 연구목적 1 Ⅲ. 연구내용 2 1. 이론적배경 2 (1) 직접제작한물질의기본구조 2 (2) 회절격자의이론적배경 3 (3)
[ 첨부 4] 작품설명서표지서식 작품번호 1143 LASER 의라우에패턴을통한입체모형의구조분석 출품분야물리출품부문학생 2011. 7. 7 구분성명 출품학생 지도교사 김성현 권채련 김서연 전종술 - 1 - < 목차 > Ⅰ. 연구동기 1 Ⅱ. 연구목적 1 Ⅲ. 연구내용 2 1. 이론적배경 2 (1) 직접제작한물질의기본구조 2 (2) 회절격자의이론적배경 3 (3)
외국인투자유치성과평가기준개발
 2010 년도연구용역보고서 외국인투자유치의성과평가기준개발 - 2010. 10. - 이연구는국회예산정책처의연구용역사업으로수행된것으로서, 보고서의내용은연구용역사업을수행한연구자의개인의견이며, 국회예산정책처의공식견해가아님을알려드립니다. 책임연구원 국립부경대학교지역사회연구소권오혁 수신 : 대한민국국회예산정책처장귀하. 2010 10 : : : : 요약문 I. 서론 1.
2010 년도연구용역보고서 외국인투자유치의성과평가기준개발 - 2010. 10. - 이연구는국회예산정책처의연구용역사업으로수행된것으로서, 보고서의내용은연구용역사업을수행한연구자의개인의견이며, 국회예산정책처의공식견해가아님을알려드립니다. 책임연구원 국립부경대학교지역사회연구소권오혁 수신 : 대한민국국회예산정책처장귀하. 2010 10 : : : : 요약문 I. 서론 1.
- 1 -
 - 1 - - 2 - - 3 - - 4 - - 5 - - 1 - - 2 - - 3 - - 4 - σ σ σ σ σ σ σ - 5 - - 6 - - 7 - - 8 - log - 9 - - 10 - - 11 - - 12 - m ax m ax - 13 - - 14 - - 15 - - 16 - - 17 - tan - 18 - - 19 - tan tan - 20 -
- 1 - - 2 - - 3 - - 4 - - 5 - - 1 - - 2 - - 3 - - 4 - σ σ σ σ σ σ σ - 5 - - 6 - - 7 - - 8 - log - 9 - - 10 - - 11 - - 12 - m ax m ax - 13 - - 14 - - 15 - - 16 - - 17 - tan - 18 - - 19 - tan tan - 20 -
(b) 미분기 (c) 적분기 그림 6.1. 연산증폭기연산응용회로
 미분기 (c) 적분기 그림 6.1. 연산증폭기연산응용회로") Lab. 1. I-V Characteristics of a Diode Lab. 6. 연산증폭기가산기, 미분기, 적분기회로 1. 실험목표 연산증폭기를이용한가산기, 미분기및적분기회로를구성, 측정및 평가해서연산증폭기연산응용회로를이해 2. 실험회로 A. 연산증폭기연산응용회로 (a) 가산기 (b) 미분기 (c) 적분기 그림 6.1. 연산증폭기연산응용회로 3. 실험장비및부품리스트
Lab. 1. I-V Characteristics of a Diode Lab. 6. 연산증폭기가산기, 미분기, 적분기회로 1. 실험목표 연산증폭기를이용한가산기, 미분기및적분기회로를구성, 측정및 평가해서연산증폭기연산응용회로를이해 2. 실험회로 A. 연산증폭기연산응용회로 (a) 가산기 (b) 미분기 (c) 적분기 그림 6.1. 연산증폭기연산응용회로 3. 실험장비및부품리스트
 ii iv 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 2 3 4 5 1 3 6 37 제품군 제품분류 39 제출물관리대장 41 43 45 47 < 접수번호 > 관리번호 평가결과보고서 < 평가대상제품명 > 년월일 < 평가기관명 > 49 제 1 장개요 o 일반적으로다음의사항을포함한다. - 정보보호제품평가인증관련규정 (
ii iv 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 2 3 4 5 1 3 6 37 제품군 제품분류 39 제출물관리대장 41 43 45 47 < 접수번호 > 관리번호 평가결과보고서 < 평가대상제품명 > 년월일 < 평가기관명 > 49 제 1 장개요 o 일반적으로다음의사항을포함한다. - 정보보호제품평가인증관련규정 (
핵 1 학년 2 학년 3 학년합계 문학과예술 역사와철학 사회와이념 선택 학점계 학년 2 학년 3 학년합계비고 14 (15) 13 (14) 27 (29) 2
 13 (14) 27 (29) 2") 1 학년 2 학년 3 학년 합계 6 5 11 5 5 16 문학과예술 핵 역사와철학 사회와이념 선택 4 4 1 1 3 3 6 11 학점계 12 12 24 5 1 6 3 3 6 36 ㆍ제 2 외국어이수규정 이수규정 또는 영역에서 과목 학점 이수하고 수량적석과추론 과학적사고와실험 에서 과목 학점 이수해도됨 외국어및고전어 중급이상외국어및고전어과목명 핵 1 학년 2
1 학년 2 학년 3 학년 합계 6 5 11 5 5 16 문학과예술 핵 역사와철학 사회와이념 선택 4 4 1 1 3 3 6 11 학점계 12 12 24 5 1 6 3 3 6 36 ㆍ제 2 외국어이수규정 이수규정 또는 영역에서 과목 학점 이수하고 수량적석과추론 과학적사고와실험 에서 과목 학점 이수해도됨 외국어및고전어 중급이상외국어및고전어과목명 핵 1 학년 2
- 2 -
 - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - 가 ) 가 ) 가 ) 가 ) - 10 - - 11 - 길이 피시험기기 주전원 절연지지물 케이블지지용절연물 접지면 발생기 - 12 - 길이 가능한경우 절연지지물 절연지지물 접지면 전자계클램프 감결합장치 - 13 - - 14 - - 15 - - 16 - - 17 - - 18 -
- 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - 가 ) 가 ) 가 ) 가 ) - 10 - - 11 - 길이 피시험기기 주전원 절연지지물 케이블지지용절연물 접지면 발생기 - 12 - 길이 가능한경우 절연지지물 절연지지물 접지면 전자계클램프 감결합장치 - 13 - - 14 - - 15 - - 16 - - 17 - - 18 -
실험 5
 실험. OP Amp 의기초회로 Inverting Amplifier OP amp 를이용한아래와같은 inverting amplifier 회로를고려해본다. ( 그림 ) Inverting amplifier 위의회로에서 OP amp의 입력단자는 + 입력단자와동일한그라운드전압, 즉 0V를유지한다. 또한 OP amp 입력단자로흘러들어가는전류는 0 이므로, 저항에흐르는전류는다음과같다.
실험. OP Amp 의기초회로 Inverting Amplifier OP amp 를이용한아래와같은 inverting amplifier 회로를고려해본다. ( 그림 ) Inverting amplifier 위의회로에서 OP amp의 입력단자는 + 입력단자와동일한그라운드전압, 즉 0V를유지한다. 또한 OP amp 입력단자로흘러들어가는전류는 0 이므로, 저항에흐르는전류는다음과같다.
<4D F736F F F696E74202D2035BBF3C6F2C7FC5FBCF8BCF6B9B0C1FA2E BC8A3C8AF20B8F0B5E55D>
 5. 상평형 : 순수물질 이광남 5. 상평형 : 순수물질 상전이 phase transition 서론 ~ 조성의변화없는상변화 5. 상평형 : 순수물질 전이열역학 5. 안정성조건 G ng ng n G G 자발적변화 G < 0 G > G or 물질은가장낮은몰Gibbs 에너지를갖는상 가장안정한상 으로변화하려는경향 5. 상평형 : 순수물질 3 5. 압력에따른Gibbs
5. 상평형 : 순수물질 이광남 5. 상평형 : 순수물질 상전이 phase transition 서론 ~ 조성의변화없는상변화 5. 상평형 : 순수물질 전이열역학 5. 안정성조건 G ng ng n G G 자발적변화 G < 0 G > G or 물질은가장낮은몰Gibbs 에너지를갖는상 가장안정한상 으로변화하려는경향 5. 상평형 : 순수물질 3 5. 압력에따른Gibbs
공공기관임금프리미엄추계 연구책임자정진호 ( 한국노동연구원선임연구위원 ) 연구원오호영 ( 한국직업능력개발원연구위원 ) 연구보조원강승복 ( 한국노동연구원책임연구원 ) 이연구는국회예산정책처의정책연구용역사업으로 수행된것으로서, 본연구에서제시된의견이나대안등은
 연구원오호영 ( 한국직업능력개발원연구위원 ) 연구보조원강승복 ( 한국노동연구원책임연구원 ) 이연구는국회예산정책처의정책연구용역사업으로 수행된것으로서, 본연구에서제시된의견이나대안등은") 2013 년도연구용역보고서 공공기관임금프리미엄추계 - 2013. 12.- 이연구는국회예산정책처의연구용역사업으로수행된것으로서, 보고서의내용은연구용역사업을수행한연구자의개인의견이며, 국회예산정책처의공식견해가아님을알려드립니다. 연구책임자 한국노동연구원선임연구위원정진호 공공기관임금프리미엄추계 2013. 12. 연구책임자정진호 ( 한국노동연구원선임연구위원 ) 연구원오호영
2013 년도연구용역보고서 공공기관임금프리미엄추계 - 2013. 12.- 이연구는국회예산정책처의연구용역사업으로수행된것으로서, 보고서의내용은연구용역사업을수행한연구자의개인의견이며, 국회예산정책처의공식견해가아님을알려드립니다. 연구책임자 한국노동연구원선임연구위원정진호 공공기관임금프리미엄추계 2013. 12. 연구책임자정진호 ( 한국노동연구원선임연구위원 ) 연구원오호영
<5BB0EDB3ADB5B55D32303131B3E2B4EBBAF12DB0ED312D312DC1DFB0A32DC0B6C7D5B0FAC7D02D28312E28322920BAF2B9F0B0FA20BFF8C0DAC0C720C7FCBCBA2D3031292D3135B9AEC7D72E687770>
 고1 융합 과학 2011년도 1학기 중간고사 대비 다음 글을 읽고 물음에 답하시오. 1 빅뱅 우주론에서 수소와 헬륨 의 형성에 대한 설명으로 옳은 것을 보기에서 모두 고른 것은? 4 서술형 다음 그림은 수소와 헬륨의 동위 원 소의 을 모형으로 나타낸 것이. 우주에서 생성된 수소와 헬륨 의 질량비 는 약 3:1 이. (+)전하를 띠는 양성자와 전기적 중성인 중성자
고1 융합 과학 2011년도 1학기 중간고사 대비 다음 글을 읽고 물음에 답하시오. 1 빅뱅 우주론에서 수소와 헬륨 의 형성에 대한 설명으로 옳은 것을 보기에서 모두 고른 것은? 4 서술형 다음 그림은 수소와 헬륨의 동위 원 소의 을 모형으로 나타낸 것이. 우주에서 생성된 수소와 헬륨 의 질량비 는 약 3:1 이. (+)전하를 띠는 양성자와 전기적 중성인 중성자
[11하예타] 교외선 인쇄본_ver3.hwp
![[11하예타] 교외선 인쇄본_ver3.hwp](/thumbs/81/84006372.jpg "[11하예타] 교외선 인쇄본_ver3.hwp") 2012 년도예비타당성조사보고서 교외선 ( 능곡 ~ 의정부 ) 철도사업 2012. 7. 요약 요약 제 1 장예비타당성조사의개요 1. 사업추진배경 2000 5 16, 2004 4 1,, 2006 -,, 39,., ~~, 2. 사업의추진경위및추진주체 2004. 12: (~) () - 21 (B/C=0.34). 2010. 04~2012. 02: (~) () - (B/C=0.53,
2012 년도예비타당성조사보고서 교외선 ( 능곡 ~ 의정부 ) 철도사업 2012. 7. 요약 요약 제 1 장예비타당성조사의개요 1. 사업추진배경 2000 5 16, 2004 4 1,, 2006 -,, 39,., ~~, 2. 사업의추진경위및추진주체 2004. 12: (~) () - 21 (B/C=0.34). 2010. 04~2012. 02: (~) () - (B/C=0.53,
완벽한개념정립 _ 행렬의참, 거짓 수학전문가 NAMU 선생 1. 행렬의참, 거짓개념정리 1. 교환법칙과관련한내용, 는항상성립하지만 는항상성립하지는않는다. < 참인명제 > (1),, (2) ( ) 인경우에는 가성립한다.,,, (3) 다음과같은관계식을만족하는두행렬 A,B에
,, (2) ( ) 인경우에는 가성립한다.,,, (3) 다음과같은관계식을만족하는두행렬 A,B에") 1. 행렬의참, 거짓개념정리 1. 교환법칙과관련한내용, 는항상성립하지만 는항상성립하지는않는다. < 참인명제 > (1),, (2) ( ) 인경우에는 가성립한다.,,, (3) 다음과같은관계식을만족하는두행렬 A,B에대하여 AB=BA 1 가성립한다 2 3 (4) 이면 1 곱셈공식및변형공식성립 ± ± ( 복호동순 ), 2 지수법칙성립 (은자연수 ) < 거짓인명제 >
1. 행렬의참, 거짓개념정리 1. 교환법칙과관련한내용, 는항상성립하지만 는항상성립하지는않는다. < 참인명제 > (1),, (2) ( ) 인경우에는 가성립한다.,,, (3) 다음과같은관계식을만족하는두행렬 A,B에대하여 AB=BA 1 가성립한다 2 3 (4) 이면 1 곱셈공식및변형공식성립 ± ± ( 복호동순 ), 2 지수법칙성립 (은자연수 ) < 거짓인명제 >
제 3강 역함수의 미분과 로피탈의 정리
 제 3 강역함수의미분과로피탈의정리 역함수의미분 : 두실수 a b 와폐구갂 [ ab, ] 에서 -이고연속인함수 f 가 ( a, b) 미분가능하다고가정하자. 만일 f '( ) 0 이면역함수 f 은실수 f( ) 에서미분가능하고 ( f )'( f ( )) 이다. f '( ) 에서 증명 : 폐구갂 [ ab, ] 에서 -이고연속인함수 f 는증가함수이거나감소함수이다 (
제 3 강역함수의미분과로피탈의정리 역함수의미분 : 두실수 a b 와폐구갂 [ ab, ] 에서 -이고연속인함수 f 가 ( a, b) 미분가능하다고가정하자. 만일 f '( ) 0 이면역함수 f 은실수 f( ) 에서미분가능하고 ( f )'( f ( )) 이다. f '( ) 에서 증명 : 폐구갂 [ ab, ] 에서 -이고연속인함수 f 는증가함수이거나감소함수이다 (
<B3EDB4DC28B1E8BCAEC7F6292E687770>
 1) 초고를읽고소중한조언을주신여러분들게감사드린다. 소중한조언들에도불구하고이글이포함하는오류는전적으로저자개인의것임을밝혀둔다. 2) 대표적인학자가 Asia's Next Giant: South Korea and Late Industrialization, 1990 을저술한 MIT 의 A. Amsden 교수이다. - 1 - - 2 - 3) 계량방법론은회귀분석 (regression)
1) 초고를읽고소중한조언을주신여러분들게감사드린다. 소중한조언들에도불구하고이글이포함하는오류는전적으로저자개인의것임을밝혀둔다. 2) 대표적인학자가 Asia's Next Giant: South Korea and Late Industrialization, 1990 을저술한 MIT 의 A. Amsden 교수이다. - 1 - - 2 - 3) 계량방법론은회귀분석 (regression)
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할
 저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
2014 년도사업계획적정성재검토보고서 차세대바이오그린 21 사업
 2014 년도사업계획적정성재검토보고서 차세대바이오그린 21 사업 목차 i 목 차 iv 목차 표목차 목차 v vi 목차 목차 vii 그림목차 viii 목차 요 약 요약 1 요 약 제 1 장사업개요및조사방법 4 차세대바이오그린 21 사업사업계획적정성재검토보고서 : * ( 15 ) 요약 5 : 6 차세대바이오그린 21 사업사업계획적정성재검토보고서 요약 7 8
2014 년도사업계획적정성재검토보고서 차세대바이오그린 21 사업 목차 i 목 차 iv 목차 표목차 목차 v vi 목차 목차 vii 그림목차 viii 목차 요 약 요약 1 요 약 제 1 장사업개요및조사방법 4 차세대바이오그린 21 사업사업계획적정성재검토보고서 : * ( 15 ) 요약 5 : 6 차세대바이오그린 21 사업사업계획적정성재검토보고서 요약 7 8
2차 수사분석사례집_최종.hwp
 1 발간사 최근국민소득의향상과 100세시대도래로인한수명의연장등으로건강에대한열망과관심이급증하고있습니다. 건강한삶을추구하기위하여식품이나건강기능식품등의소비가증가하고있으며, 이에따라건강기능식품시장이엄청나게활성화되고있습니다. 하지만부정 불법으로의약품성분이나그유사물질을식품이나건강기능식품등에혼입하거나의약품을불법제조 유통하는사례가빈발하여소비자가섭취시부작용과위해성에노출되어있는실정이며식
1 발간사 최근국민소득의향상과 100세시대도래로인한수명의연장등으로건강에대한열망과관심이급증하고있습니다. 건강한삶을추구하기위하여식품이나건강기능식품등의소비가증가하고있으며, 이에따라건강기능식품시장이엄청나게활성화되고있습니다. 하지만부정 불법으로의약품성분이나그유사물질을식품이나건강기능식품등에혼입하거나의약품을불법제조 유통하는사례가빈발하여소비자가섭취시부작용과위해성에노출되어있는실정이며식
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할
 저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
저작자표시 - 비영리 - 변경금지 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 변경금지. 귀하는이저작물을개작, 변형또는가공할수없습니다. 귀하는, 이저작물의재이용이나배포의경우,
Microsoft Word - q and a design space verification
 24 October 2013 EMA/603905/2013 디자인스페이스베리피케이션에관한 Q&A(Questions and Answers on Design Space Verification) In March 2011, the EMA and FDA launched a pilot program to allow joint evaluation of QbD (Quality
24 October 2013 EMA/603905/2013 디자인스페이스베리피케이션에관한 Q&A(Questions and Answers on Design Space Verification) In March 2011, the EMA and FDA launched a pilot program to allow joint evaluation of QbD (Quality
92302 대한무역투자진흥공사 대한무역투자진흥공사
 92302 대한무역투자진흥공사 357 92302 대한무역투자진흥공사 92302 대한무역투자진흥공사 359 총괄요약표 리더십 전략 경영 시스템 경영 성과 평가범주지표명평가방법가중치등급 리더십 전략 주요 사업 활동 경영 효율화 주요 사업 성과 고객 성과 경영 효율 성과 (1) 경영진리더십 6등급평가 3 A (2) 지배구조및윤리경영 6등급평가 4 B (3) CS
92302 대한무역투자진흥공사 357 92302 대한무역투자진흥공사 92302 대한무역투자진흥공사 359 총괄요약표 리더십 전략 경영 시스템 경영 성과 평가범주지표명평가방법가중치등급 리더십 전략 주요 사업 활동 경영 효율화 주요 사업 성과 고객 성과 경영 효율 성과 (1) 경영진리더십 6등급평가 3 A (2) 지배구조및윤리경영 6등급평가 4 B (3) CS
1-1) 아직까지도우리나라는 resilience' 이라는용어가적응유연성 ( 권태철, 2002; 김미승, 2002; 박현선, 1998, 1999a, 1999b; 양국선, 2001; 유성경, 2000; 이선아, 2004; 윤미경, 2002; 조혜정, 2002; 장순정, 2
 아직까지도우리나라는 resilience' 이라는용어가적응유연성 ( 권태철, 2002; 김미승, 2002; 박현선, 1998, 1999a, 1999b; 양국선, 2001; 유성경, 2000; 이선아, 2004; 윤미경, 2002; 조혜정, 2002; 장순정, 2") 1-1) 아직까지도우리나라는 resilience' 이라는용어가적응유연성 ( 권태철, 2002; 김미승, 2002; 박현선, 1998, 1999a, 1999b; 양국선, 2001; 유성경, 2000; 이선아, 2004; 윤미경, 2002; 조혜정, 2002; 장순정, 2003), 탄력성 ( 김승경, 2004; 김택호, 2004), 또는자아 - 탄력성 ( 구자은,
1-1) 아직까지도우리나라는 resilience' 이라는용어가적응유연성 ( 권태철, 2002; 김미승, 2002; 박현선, 1998, 1999a, 1999b; 양국선, 2001; 유성경, 2000; 이선아, 2004; 윤미경, 2002; 조혜정, 2002; 장순정, 2003), 탄력성 ( 김승경, 2004; 김택호, 2004), 또는자아 - 탄력성 ( 구자은,
<312E20C0AFC0CFC4B3B5E55F5352444320C0FCC0DAB1E2C6C720B1B8B8C5BBE7BEE7BCAD2E687770>
 페이지 2 / 6 첨부 1. 공급품 목록 및 납기일정 번호 품명 모델명/사양 Vendor 단위 수량 납기 비고 1 (샘플기판) 6Layer, FR-4, 1.6T, 1온스, 2 (샘플기판) 3 (샘플기판) 4 (샘플기판) 5 (샘플기판) FRONT PANEL BOARD 3종 1. 샘플기판은 Board 별 성능시험용 2. 샘플 기판 후 Board 별 육안점검 및
페이지 2 / 6 첨부 1. 공급품 목록 및 납기일정 번호 품명 모델명/사양 Vendor 단위 수량 납기 비고 1 (샘플기판) 6Layer, FR-4, 1.6T, 1온스, 2 (샘플기판) 3 (샘플기판) 4 (샘플기판) 5 (샘플기판) FRONT PANEL BOARD 3종 1. 샘플기판은 Board 별 성능시험용 2. 샘플 기판 후 Board 별 육안점검 및
PowerPoint 프레젠테이션
 실습 1 배효철 th1g@nate.com 1 목차 조건문 반복문 System.out 구구단 모양만들기 Up & Down 2 조건문 조건문의종류 If, switch If 문 조건식결과따라중괄호 { 블록을실행할지여부결정할때사용 조건식 true 또는 false값을산출할수있는연산식 boolean 변수 조건식이 true이면블록실행하고 false 이면블록실행하지않음 3
실습 1 배효철 th1g@nate.com 1 목차 조건문 반복문 System.out 구구단 모양만들기 Up & Down 2 조건문 조건문의종류 If, switch If 문 조건식결과따라중괄호 { 블록을실행할지여부결정할때사용 조건식 true 또는 false값을산출할수있는연산식 boolean 변수 조건식이 true이면블록실행하고 false 이면블록실행하지않음 3
자연언어처리
 제 7 장파싱 파싱의개요 파싱 (Parsing) 입력문장의구조를분석하는과정 문법 (grammar) 언어에서허용되는문장의구조를정의하는체계 파싱기법 (parsing techniques) 문장의구조를문법에따라분석하는과정 차트파싱 (Chart Parsing) 2 문장의구조와트리 문장 : John ate the apple. Tree Representation List
제 7 장파싱 파싱의개요 파싱 (Parsing) 입력문장의구조를분석하는과정 문법 (grammar) 언어에서허용되는문장의구조를정의하는체계 파싱기법 (parsing techniques) 문장의구조를문법에따라분석하는과정 차트파싱 (Chart Parsing) 2 문장의구조와트리 문장 : John ate the apple. Tree Representation List
Microsoft Word - logic2005.doc
 제 8 장 Counters 실험의목표 - Catalog counter 의동작원리에대하여익힌다. - 임의의 counter를통하여 FSM 구현방법을익힌다. - 7-segment display 의동작원리를이해한다. 실험도움자료 1. 7-segment display 7-segment는디지털회로에서숫자를표시하기위하여가장많이사용하는소자이다. 이름에서알수있듯이 7개의 LED(
제 8 장 Counters 실험의목표 - Catalog counter 의동작원리에대하여익힌다. - 임의의 counter를통하여 FSM 구현방법을익힌다. - 7-segment display 의동작원리를이해한다. 실험도움자료 1. 7-segment display 7-segment는디지털회로에서숫자를표시하기위하여가장많이사용하는소자이다. 이름에서알수있듯이 7개의 LED(
1 경영학을 위한 수학 Final Exam 2015/12/12(토) 13:00-15:00 풀이과정을 모두 명시하시오. 정리를 사용할 경우 명시하시오. 1. (각 6점) 다음 적분을 구하시오 Z 1 4 Z 1 (x + 1) dx (a) 1 (x 1)4 dx 1 Solut
 13:00-15:00 풀이과정을 모두 명시하시오. 정리를 사용할 경우 명시하시오. 1. (각 6점) 다음 적분을 구하시오 Z 1 4 Z 1 (x + 1) dx (a) 1 (x 1)4 dx 1 Solut") 경영학을 위한 수학 Fial Eam 5//(토) :-5: 풀이과정을 모두 명시하시오. 정리를 사용할 경우 명시하시오.. (각 6점) 다음 적분을 구하시오 4 ( ) (a) ( )4 8 8 (b) d이 성립한다. d C C log log (c) 이다. 양변에 적분을 취하면 log C (d) 라 하자. 그러면 d 4이다. 9 9 4 / si (e) cos si
경영학을 위한 수학 Fial Eam 5//(토) :-5: 풀이과정을 모두 명시하시오. 정리를 사용할 경우 명시하시오.. (각 6점) 다음 적분을 구하시오 4 ( ) (a) ( )4 8 8 (b) d이 성립한다. d C C log log (c) 이다. 양변에 적분을 취하면 log C (d) 라 하자. 그러면 d 4이다. 9 9 4 / si (e) cos si
열거형 교차형 전개형 상승형 외주형 회전형 도해패턴 계층형 구분형 확산형 합류형 대비형 상관형 (C) 2010, BENESO All Rights Reserved 2
 2010, BENESO All Rights Reserved 2") c 2010, BENESO All rights reserved 1 열거형 교차형 전개형 상승형 외주형 회전형 도해패턴 계층형 구분형 확산형 합류형 대비형 상관형 (C) 2010, BENESO All Rights Reserved 2 u 열거형 : 대소, 위치등의관계에대해설명 u 교차형 : 중복, 합동, 복합, 공동등의관계에대해설명 설명도, 대소관계도, 제휴관계도,
c 2010, BENESO All rights reserved 1 열거형 교차형 전개형 상승형 외주형 회전형 도해패턴 계층형 구분형 확산형 합류형 대비형 상관형 (C) 2010, BENESO All Rights Reserved 2 u 열거형 : 대소, 위치등의관계에대해설명 u 교차형 : 중복, 합동, 복합, 공동등의관계에대해설명 설명도, 대소관계도, 제휴관계도,
<BBEAC0E7B1D9B7CEC0DA20BBE7C8B8C0FBC0C0C7C1B7CEB1D7B7A52DC3D6C1BEC6C42E687770>
 산재근로자의사회적응프로그램 모델개발및접근방안 요약 ⅰ ⅱ 산재근로자의사회적응프로그램모델개발및접근방안 요약 ⅲ 제 1 장서론 1 2 산재근로자의사회적응프로그램모델개발및접근방안 제 1 장서론 3 4 산재근로자의사회적응프로그램모델개발및접근방안 제 1 장서론 5 6 산재근로자의사회적응프로그램모델개발및접근방안 제 2 장사회적응에관한이론적고찰
산재근로자의사회적응프로그램 모델개발및접근방안 요약 ⅰ ⅱ 산재근로자의사회적응프로그램모델개발및접근방안 요약 ⅲ 제 1 장서론 1 2 산재근로자의사회적응프로그램모델개발및접근방안 제 1 장서론 3 4 산재근로자의사회적응프로그램모델개발및접근방안 제 1 장서론 5 6 산재근로자의사회적응프로그램모델개발및접근방안 제 2 장사회적응에관한이론적고찰
G Power
 G Power 부산대학교통계학과조영석 1. G Power 란? 2. G Power 설치및실행 2.1 G Power 설치 2.2 G Power 실행 3. 검정 (Test) 3.1 가설검정 (Test of hypothesis) 3.2 검정력 (Power) 3.3 효과크기 (Effect size) 3.4 표본수산정 4. 분석 4.1 t- 검정 (t-test) 4.2
G Power 부산대학교통계학과조영석 1. G Power 란? 2. G Power 설치및실행 2.1 G Power 설치 2.2 G Power 실행 3. 검정 (Test) 3.1 가설검정 (Test of hypothesis) 3.2 검정력 (Power) 3.3 효과크기 (Effect size) 3.4 표본수산정 4. 분석 4.1 t- 검정 (t-test) 4.2
조사연구 권 호 연구논문 한국노동패널조사자료의분석을위한패널가중치산출및사용방안사례연구 A Case Study on Construction and Use of Longitudinal Weights for Korea Labor Income Panel Survey 2)3) a
3) a") 조사연구 권 호 연구논문 한국노동패널조사자료의분석을위한패널가중치산출및사용방안사례연구 A Case Study on Construction and Use of Longitudinal Weights for Korea Labor Income Panel Survey 2)3) a) b) 조사연구 주제어 패널조사 횡단면가중치 종단면가중치 선형혼합모형 일반화선형혼 합모형
조사연구 권 호 연구논문 한국노동패널조사자료의분석을위한패널가중치산출및사용방안사례연구 A Case Study on Construction and Use of Longitudinal Weights for Korea Labor Income Panel Survey 2)3) a) b) 조사연구 주제어 패널조사 횡단면가중치 종단면가중치 선형혼합모형 일반화선형혼 합모형
 [ 별표 ] 임상시험기본문서의종류 목적및문서별보관책임자 Ⅰ 개요 임상시험기본문서이하 기본문서라한다라함은임상시험의수행과그로부터얻어진자료의질에대하여개별적또는전체적인평가가가능하도록해주는문서를말한다 이문서들은시험자 의뢰자및모니터요원이 의료기기법시행규칙 제조및별표의 의료기기임상시험관리기준을준수하였음을입증하는역할을한다 기본문서는다음과같은중요한기능을갖는다 첫째 시험책임자시험기관및의뢰자가기본문서를적절하게정리
[ 별표 ] 임상시험기본문서의종류 목적및문서별보관책임자 Ⅰ 개요 임상시험기본문서이하 기본문서라한다라함은임상시험의수행과그로부터얻어진자료의질에대하여개별적또는전체적인평가가가능하도록해주는문서를말한다 이문서들은시험자 의뢰자및모니터요원이 의료기기법시행규칙 제조및별표의 의료기기임상시험관리기준을준수하였음을입증하는역할을한다 기본문서는다음과같은중요한기능을갖는다 첫째 시험책임자시험기관및의뢰자가기본문서를적절하게정리
<4D F736F F F696E74202D20372E20C1A4BCADC1A4202DBAF1B1B3BFEBC3E2BDC3C7E820B0FCB8AEC1F6C4A728C0CEBCE2B9DFC7A5BFEB29>
 비교용출시험관리지침 12 June 2012 약효동등성과 1 지침마련배경및그간추진경과 1 배경 06 년이후생동성시험자료의신뢰성강화를위한제도개선 의약품동등성시험기준 에생동성시험자료의분석기기제어시스템설치의무화실시 ( 08) 관련규정 : 의약품동등성시험기준의약품동등성시험기준 제 15 조 ( 생물학적동등성시험실시 ) 2 생동성시험 6. 기기, 재료, 시약가. 시험에이용되는기기는모든작업기록을유지
비교용출시험관리지침 12 June 2012 약효동등성과 1 지침마련배경및그간추진경과 1 배경 06 년이후생동성시험자료의신뢰성강화를위한제도개선 의약품동등성시험기준 에생동성시험자료의분석기기제어시스템설치의무화실시 ( 08) 관련규정 : 의약품동등성시험기준의약품동등성시험기준 제 15 조 ( 생물학적동등성시험실시 ) 2 생동성시험 6. 기기, 재료, 시약가. 시험에이용되는기기는모든작업기록을유지
농림축산식품부장관귀하 본보고서를 미생물을활용한친환경작물보호제및비료의제형화와현장적용매뉴 얼개발 ( 개발기간 : ~ ) 과제의최종보고서로제출합니다 주관연구기관명 : 고려바이오주식회사 ( 대표자 ) 김영권 (
 과제의최종보고서로제출합니다 주관연구기관명 : 고려바이오주식회사 ( 대표자 ) 김영권 (") 농림축산식품부장관귀하 본보고서를 미생물을활용한친환경작물보호제및비료의제형화와현장적용매뉴 얼개발 ( 개발기간 :2014. 7. 29 ~ 2016. 7. 28.) 과제의최종보고서로제출합니다. 2016. 7. 28. 주관연구기관명 : 고려바이오주식회사 ( 대표자 ) 김영권 ( 인 ) 협동연구기관명 : 목원대학교산학협력단 ( 대표자 ) 고대식 ( 인 ) 협동연구기관명
농림축산식품부장관귀하 본보고서를 미생물을활용한친환경작물보호제및비료의제형화와현장적용매뉴 얼개발 ( 개발기간 :2014. 7. 29 ~ 2016. 7. 28.) 과제의최종보고서로제출합니다. 2016. 7. 28. 주관연구기관명 : 고려바이오주식회사 ( 대표자 ) 김영권 ( 인 ) 협동연구기관명 : 목원대학교산학협력단 ( 대표자 ) 고대식 ( 인 ) 협동연구기관명

-. BSE ( 3 ) BSE. ㆍㆍ ( 5 ). ( 6 ) 3., ( : , Fax : , : 8 177, : 39660).. ( ). ( ),. (
 BSE. ㆍㆍ ( 5 ). ( 6 ) 3., ( : , Fax : , : 8 177, : 39660).. ( ). ( ),. (") 2018-231 ( 2017-4, 2017.1.25.) 46. 2018 7 00 ( ) 1., ㆍ ㆍ. 2.. ( 2 ) - - 1 - -. BSE ( 3 ) BSE. ㆍㆍ ( 5 ). ( 6 ) 3., 2018 9 00 ( : 054-912-0423, Fax : 054-912-0431, E-mail : ilsu@korea.kr, : 8 177, : 39660)..
2018-231 ( 2017-4, 2017.1.25.) 46. 2018 7 00 ( ) 1., ㆍ ㆍ. 2.. ( 2 ) - - 1 - -. BSE ( 3 ) BSE. ㆍㆍ ( 5 ). ( 6 ) 3., 2018 9 00 ( : 054-912-0423, Fax : 054-912-0431, E-mail : ilsu@korea.kr, : 8 177, : 39660)..
지도임자_1204_출판(최종).hwp
.hwp") 2012 년도수요예측재조사보고서 국도 24 호선 ( 지도 ~ 임자 ) 건설사업 2012. 12 요 약 Ⅰ. 수요예측재조사의개요 1. 사업의개요 24(~) 4.99km 2 1975, 2006,, : L=4.99km(B=11.0m, V=60km/h) 3 1,955m( 2 1,920m), 3 : 182,151 ( 100%) : ~ : 2012 2019 (8) :
2012 년도수요예측재조사보고서 국도 24 호선 ( 지도 ~ 임자 ) 건설사업 2012. 12 요 약 Ⅰ. 수요예측재조사의개요 1. 사업의개요 24(~) 4.99km 2 1975, 2006,, : L=4.99km(B=11.0m, V=60km/h) 3 1,955m( 2 1,920m), 3 : 182,151 ( 100%) : ~ : 2012 2019 (8) :
2002report hwp
 2002 연구보고서 210-23 가족법상친권 양육권및면접교섭권제도의실효성확보방안연구 한국여성개발원 발간사 연구요약. 연구의목적 . 가족법상친권 양육권및면접교섭권제도의내용 1. 친권에관한검토 2. 양육권에관한검토 3. 면접교섭권에관한검토 4. 관련문제점 . 가족법상친권 양육권 면접교섭권제도의시행현황 1. 공식통계를통해본시행현황 2. 친권 양육권 면접교섭권관련법원실무
2002 연구보고서 210-23 가족법상친권 양육권및면접교섭권제도의실효성확보방안연구 한국여성개발원 발간사 연구요약. 연구의목적 . 가족법상친권 양육권및면접교섭권제도의내용 1. 친권에관한검토 2. 양육권에관한검토 3. 면접교섭권에관한검토 4. 관련문제점 . 가족법상친권 양육권 면접교섭권제도의시행현황 1. 공식통계를통해본시행현황 2. 친권 양육권 면접교섭권관련법원실무
핵 심 교 양 1 학년 2 학년 3 학년합계 문학과예술 역사와철학 사회와이념 선택 교양학점계 학년 2 학년 3 학년합계비고 14 (15) 13 (
 13 (") 1 학년 2 학년 3 학년 합계 6 5 11 5 5 16 문학과예술 핵 심 교 역사와철학 사회와이념 3 3 3 양 3 3 3 3 3 3 선택 4 4 1 1 3 3 6 11 교양학점계 12 12 24 5 1 6 3 3 6 36 ㆍ제 2 외국어이수규정 이수규정 또는 영역에서 과목 학점 이수하고 수량적석과추론 과학적사고와실험 에서 과목 학점 이수해도됨 외국어및고전어
1 학년 2 학년 3 학년 합계 6 5 11 5 5 16 문학과예술 핵 심 교 역사와철학 사회와이념 3 3 3 양 3 3 3 3 3 3 선택 4 4 1 1 3 3 6 11 교양학점계 12 12 24 5 1 6 3 3 6 36 ㆍ제 2 외국어이수규정 이수규정 또는 영역에서 과목 학점 이수하고 수량적석과추론 과학적사고와실험 에서 과목 학점 이수해도됨 외국어및고전어
Microsoft Word - Lab.4
 Lab. 1. I-V Lab. 4. 연산증폭기 Characterist 비 tics of a Dio 비교기 ode 응용 회로 1. 실험목표 연산증폭기를이용한비교기비교기응용회로를이해 응용회로를구성, 측정및평가해서연산증폭기 2. 실험회로 A. 연산증폭기비교기응용회로 (a) 기본비교기 (b) 출력제한 비교기 (c) 슈미트트리거 (d) 포화반파정류회로그림 4.1. 연산증폭기비교기응용회로
Lab. 1. I-V Lab. 4. 연산증폭기 Characterist 비 tics of a Dio 비교기 ode 응용 회로 1. 실험목표 연산증폭기를이용한비교기비교기응용회로를이해 응용회로를구성, 측정및평가해서연산증폭기 2. 실험회로 A. 연산증폭기비교기응용회로 (a) 기본비교기 (b) 출력제한 비교기 (c) 슈미트트리거 (d) 포화반파정류회로그림 4.1. 연산증폭기비교기응용회로
가이드라인등록번호 안내서 제네릭의약품유연물질평가 가이드라인 [ 민원인안내서 ]
![가이드라인등록번호 안내서 제네릭의약품유연물질평가 가이드라인 [ 민원인안내서 ]](/thumbs/97/131272783.jpg "가이드라인등록번호 안내서 제네릭의약품유연물질평가 가이드라인 [ 민원인안내서 ]") 가이드라인등록번호 안내서 -0806-01 제네릭의약품유연물질평가 가이드라인 [ 민원인안내서 ] 2017. 11. 지침 안내서제 개정점검표 명칭등록대상여부지침 안내서구분기타확인사항 제네릭의약품유연물질평가가이드라인 아래에해당하는사항에체크하여주시기바랍니다. 이미등록된지침 안내서중동일 유사한내용의 지침 안내서가있습니까? 예 아니오 상기질문에 예 라고답하신경우기존의지침
가이드라인등록번호 안내서 -0806-01 제네릭의약품유연물질평가 가이드라인 [ 민원인안내서 ] 2017. 11. 지침 안내서제 개정점검표 명칭등록대상여부지침 안내서구분기타확인사항 제네릭의약품유연물질평가가이드라인 아래에해당하는사항에체크하여주시기바랍니다. 이미등록된지침 안내서중동일 유사한내용의 지침 안내서가있습니까? 예 아니오 상기질문에 예 라고답하신경우기존의지침
KC CODE KCS 국가건설기준표준시방서 Korean Construction Specification KCS : 2017 상수도공사 공기기계설비 2017 년 8 월일제정 국가건설기준
 KC CODE KCS 57 80 20 국가건설기준표준시방서 Korean Construction Specification KCS 57 80 20 : 2017 상수도공사 공기기계설비 2017 년 8 월일제정 http://www.kcsc.re.kr 국가건설기준 목차 KCS 57 80 20 상수도공사공기기계설비 1. 일반사항 1.1 적용범위,,,,,,, 1.2 참고기준
KC CODE KCS 57 80 20 국가건설기준표준시방서 Korean Construction Specification KCS 57 80 20 : 2017 상수도공사 공기기계설비 2017 년 8 월일제정 http://www.kcsc.re.kr 국가건설기준 목차 KCS 57 80 20 상수도공사공기기계설비 1. 일반사항 1.1 적용범위,,,,,,, 1.2 참고기준
KDI정책포럼제221호 ( ) ( ) 내용문의 : 이재준 ( ) 구독문의 : 발간자료담당자 ( ) 본정책포럼의내용은 KDI 홈페이지를 통해서도보실수있습니다. 우리나라경
 ( ) 내용문의 : 이재준 ( ) 구독문의 : 발간자료담당자 ( ) 본정책포럼의내용은 KDI 홈페이지를 통해서도보실수있습니다. 우리나라경") KDI정책포럼제221호 (2010-01) (2010. 2. 10) 내용문의 : 이재준 (02-958-4079) 구독문의 : 발간자료담당자 (02-958-4312) 본정책포럼의내용은 KDI 홈페이지를 통해서도보실수있습니다. http://www.kdi.re.kr 우리나라경기변동성에대한요인분석및시사점 이재준 (KDI 부연구위원 ) * 요 약,,, 1970. * (,
KDI정책포럼제221호 (2010-01) (2010. 2. 10) 내용문의 : 이재준 (02-958-4079) 구독문의 : 발간자료담당자 (02-958-4312) 본정책포럼의내용은 KDI 홈페이지를 통해서도보실수있습니다. http://www.kdi.re.kr 우리나라경기변동성에대한요인분석및시사점 이재준 (KDI 부연구위원 ) * 요 약,,, 1970. * (,
USC HIPAA AUTHORIZATION FOR
 연구 목적의 건강정보 사용을 위한 USC HIPAA 승인 1. 본 양식의 목적: 건강보험 이전과 책임에 관한 법(Health Insurance Portability and Accountability Act, HIPAA)이라고 알려진 연방법은 귀하의 건강정보가 이용되는 방법을 보호합니다. HIPAA 는 일반적으로 귀하의 서면 동의 없이 연구를 목적으로 귀하의
연구 목적의 건강정보 사용을 위한 USC HIPAA 승인 1. 본 양식의 목적: 건강보험 이전과 책임에 관한 법(Health Insurance Portability and Accountability Act, HIPAA)이라고 알려진 연방법은 귀하의 건강정보가 이용되는 방법을 보호합니다. HIPAA 는 일반적으로 귀하의 서면 동의 없이 연구를 목적으로 귀하의
Regulation on Approval of Consumer Chemical Products subject to Safety Check without promulgated Safety Standard.hwp
 - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - - 18 - - 19 - 안전기준미고시안전확인대상생활화학제품의승인에관한규정 [ 별지제 1 호서식 ] 색상이어두운란은신고인이적지않습니다. 접수번호접수일시처리기간 상호
- 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - - 15 - - 16 - - 17 - - 18 - - 19 - 안전기준미고시안전확인대상생활화학제품의승인에관한규정 [ 별지제 1 호서식 ] 색상이어두운란은신고인이적지않습니다. 접수번호접수일시처리기간 상호
8.2. 측정시스템 측정시스템의기본개념 통계적품질관리는모든것을품질데이터에근거하고있으므로정확한데이터의수집이중요 측정시스템이제품이나공정을정확히측정하여올바른데이터를산출할수있는것인지반드시평가 측정오차의성질 정확성, 정밀도, 안정성, 재현성
 8.2. 측정시스템 8.2.1 측정시스템의기본개념 통계적품질관리는모든것을품질데이터에근거하고있으므로정확한데이터의수집이중요 측정시스템이제품이나공정을정확히측정하여올바른데이터를산출할수있는것인지반드시평가 8.2.2 측정오차의성질 정확성, 정밀도, 안정성, 재현성 2 2 측정오차 (1) 정확성 (accuracy) 측정의정확성은어떤계측기로동일의제품을측정할때에얻어지는측정치의평균과이특성의참값과의차를말한다.
8.2. 측정시스템 8.2.1 측정시스템의기본개념 통계적품질관리는모든것을품질데이터에근거하고있으므로정확한데이터의수집이중요 측정시스템이제품이나공정을정확히측정하여올바른데이터를산출할수있는것인지반드시평가 8.2.2 측정오차의성질 정확성, 정밀도, 안정성, 재현성 2 2 측정오차 (1) 정확성 (accuracy) 측정의정확성은어떤계측기로동일의제품을측정할때에얻어지는측정치의평균과이특성의참값과의차를말한다.
(001~006)개념RPM3-2(부속)
개념RPM3-2(부속)") www.imth.tv - (~9)개념RPM-(본문).. : PM RPM - 대푯값 페이지 다민 PI LPI 알피엠 대푯값과산포도 유형 ⑴ 대푯값 자료 전체의 중심적인 경향이나 특징을 하나의 수로 나타낸 값 ⑵ 평균 (평균)= Ⅰ 통계 (변량)의 총합 (변량의 개수) 개념플러스 대푯값에는 평균, 중앙값, 최 빈값 등이 있다. ⑶ 중앙값 자료를 작은 값부터 크기순으로
www.imth.tv - (~9)개념RPM-(본문).. : PM RPM - 대푯값 페이지 다민 PI LPI 알피엠 대푯값과산포도 유형 ⑴ 대푯값 자료 전체의 중심적인 경향이나 특징을 하나의 수로 나타낸 값 ⑵ 평균 (평균)= Ⅰ 통계 (변량)의 총합 (변량의 개수) 개념플러스 대푯값에는 평균, 중앙값, 최 빈값 등이 있다. ⑶ 중앙값 자료를 작은 값부터 크기순으로
보도자료 년 5 월 16 일 ( 목 ) 조간부터보도하여주시기바랍니다. 문의 : 에너지환경표준과최철우과장, 류지영연구사 ( ) 화장품에도국제표준이...? - 화장품도이젠표준선점으로세계시장선도를 - [ 붙임 1
 조간부터보도하여주시기바랍니다. 문의 : 에너지환경표준과최철우과장, 류지영연구사 ( ) 화장품에도국제표준이...? - 화장품도이젠표준선점으로세계시장선도를 - [ 붙임 1") 보도자료 http://www.motie.go.kr 2013 년 5 월 16 일 ( 목 ) 조간부터보도하여주시기바랍니다. 문의 : 에너지환경표준과최철우과장, 류지영연구사 (509-7272) 화장품에도국제표준이...? - 화장품도이젠표준선점으로세계시장선도를 - [ 붙임 1 참조 ] [ 붙임 2 참조 ] [ 붙임 3, 4 참조 ] 이보도자료와관련하여보다자세한내용이나취재를원하시면산업통상자원부기술표준원에너지환경표준과류지영연구사
보도자료 http://www.motie.go.kr 2013 년 5 월 16 일 ( 목 ) 조간부터보도하여주시기바랍니다. 문의 : 에너지환경표준과최철우과장, 류지영연구사 (509-7272) 화장품에도국제표준이...? - 화장품도이젠표준선점으로세계시장선도를 - [ 붙임 1 참조 ] [ 붙임 2 참조 ] [ 붙임 3, 4 참조 ] 이보도자료와관련하여보다자세한내용이나취재를원하시면산업통상자원부기술표준원에너지환경표준과류지영연구사
1
 제주국제자유도시개발센터 389 2.7 제주국제자유도시개 제주국제자유도시개발센터 391 1. 평가결과요약 평가부문종합경영부문 (35) 주요사업부문 (35) 경영관리부문 (30) 평가지표평가방법점수등급득점 (1) 책임경영구현및공익성제고를위한최고경영진의노력과성과 9등급평가 6 B o 3.750 (2) 이사회 감사기능의활성화노력과성과 9등급평가 4 D + 1.500
제주국제자유도시개발센터 389 2.7 제주국제자유도시개 제주국제자유도시개발센터 391 1. 평가결과요약 평가부문종합경영부문 (35) 주요사업부문 (35) 경영관리부문 (30) 평가지표평가방법점수등급득점 (1) 책임경영구현및공익성제고를위한최고경영진의노력과성과 9등급평가 6 B o 3.750 (2) 이사회 감사기능의활성화노력과성과 9등급평가 4 D + 1.500
저작자표시 - 비영리 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 이차적저작물을작성할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물
 저작자표시 - 비영리 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 이차적저작물을작성할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 귀하는, 이저작물의재이용이나배포의경우, 이저작물에적용된이용허락조건을명확하게나타내어야합니다.
저작자표시 - 비영리 2.0 대한민국 이용자는아래의조건을따르는경우에한하여자유롭게 이저작물을복제, 배포, 전송, 전시, 공연및방송할수있습니다. 이차적저작물을작성할수있습니다. 다음과같은조건을따라야합니다 : 저작자표시. 귀하는원저작자를표시하여야합니다. 비영리. 귀하는이저작물을영리목적으로이용할수없습니다. 귀하는, 이저작물의재이용이나배포의경우, 이저작물에적용된이용허락조건을명확하게나타내어야합니다.
1. 경영대학
 [ 별표 1] 1. 교육과정의영역구성및이수점표 경 영 농 업 생 명 과 동물생명과 과 ( 부 ) 명 경영 회부 ( 경영전공 ) 교 최소전공필수선택 심화점 7 12 1 18 38 18 27 45 0 45 47 단일전공 27 72 20 경영 회부 0 45 47 7 12 1 18 38 21 24 45 ( 회전공 ) 단일전공 27 72 20 경제 무역부 0 45 47
[ 별표 1] 1. 교육과정의영역구성및이수점표 경 영 농 업 생 명 과 동물생명과 과 ( 부 ) 명 경영 회부 ( 경영전공 ) 교 최소전공필수선택 심화점 7 12 1 18 38 18 27 45 0 45 47 단일전공 27 72 20 경영 회부 0 45 47 7 12 1 18 38 21 24 45 ( 회전공 ) 단일전공 27 72 20 경제 무역부 0 45 47
2 Journal of Disaster Prevention
 VOL.13 No.4 2011 08 JOURNAL OF DISASTER PREVENTION CONTENTS XXXXXX XXXXXX 2 Journal of Disaster Prevention 3 XXXXXXXXXXXXXXX XXXXXXXXXXXXXX 4 Journal of Disaster Prevention 5 6 Journal of Disaster Prevention
VOL.13 No.4 2011 08 JOURNAL OF DISASTER PREVENTION CONTENTS XXXXXX XXXXXX 2 Journal of Disaster Prevention 3 XXXXXXXXXXXXXXX XXXXXXXXXXXXXX 4 Journal of Disaster Prevention 5 6 Journal of Disaster Prevention
장애인건강관리사업
 장애인건강관리사업 2013. 2013 : : ( ) : ( ) ( ) ( ) : ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) 1.. 2.. 제1장. 연구개요 1 제2장. 1세부과제 : 장애인건강상태평가와모니터링 10 - i - 제3장. 2세부과제 : 장애인만성질환위험요인조사연구 117 - ii - 4장.
장애인건강관리사업 2013. 2013 : : ( ) : ( ) ( ) ( ) : ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) 1.. 2.. 제1장. 연구개요 1 제2장. 1세부과제 : 장애인건강상태평가와모니터링 10 - i - 제3장. 2세부과제 : 장애인만성질환위험요인조사연구 117 - ii - 4장.
C# Programming Guide - Types
 C# Programming Guide - Types 최도경 lifeisforu@wemade.com 이문서는 MSDN 의 Types 를요약하고보충한것입니다. http://msdn.microsoft.com/enus/library/ms173104(v=vs.100).aspx Types, Variables, and Values C# 은 type 에민감한언어이다. 모든
C# Programming Guide - Types 최도경 lifeisforu@wemade.com 이문서는 MSDN 의 Types 를요약하고보충한것입니다. http://msdn.microsoft.com/enus/library/ms173104(v=vs.100).aspx Types, Variables, and Values C# 은 type 에민감한언어이다. 모든
 - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - 주행방향 900 Φ100 재귀반사체 지주 주행방향 1100 120 40 200 740 900 120 45 원형재귀반사체 Φ100 검정색바탕도색 흰색합성수지지주 - 7 - 옹벽 900mm 900mm 노면 옹벽 900mm 900mm 노면 - 8 - - 9 - - 10 - - 11 - - 12 - 0.9
- 1 - - 2 - - 3 - - 4 - - 5 - - 6 - 주행방향 900 Φ100 재귀반사체 지주 주행방향 1100 120 40 200 740 900 120 45 원형재귀반사체 Φ100 검정색바탕도색 흰색합성수지지주 - 7 - 옹벽 900mm 900mm 노면 옹벽 900mm 900mm 노면 - 8 - - 9 - - 10 - - 11 - - 12 - 0.9
???德嶠짚
 2018 3+4 NO.132 SDGs Social Equality Communication Human Rights Justice Peace www.kipa.re.kr CONTENTS 2018 3+4 NO.132 02 52 16 22 58 32 38 44 66 www.kipa.re.kr 74 80 132 2018 4 13 235 02-2007-0644 02-564-2006
2018 3+4 NO.132 SDGs Social Equality Communication Human Rights Justice Peace www.kipa.re.kr CONTENTS 2018 3+4 NO.132 02 52 16 22 58 32 38 44 66 www.kipa.re.kr 74 80 132 2018 4 13 235 02-2007-0644 02-564-2006
< C0DAC0B2C5BDB1B820BFEEBFB520B8DEB4BABEF32D33C2F720C6EDC1FD2E687770>
 과학영재의창의적탐구능력배양을위한 R&E 프로그램기획 운영핸드북 Handbook of Annual Planning and Implementing R&E Program for the Talented 2017 과학영재창의연구 (R&E) 지원센터 이핸드북은과학고와과학영재학교의연간 R&E 프로그램기획 운영을효과적으로지원하기위해개발된것으로, 한국과학창의재단지정과학영재창의연구
과학영재의창의적탐구능력배양을위한 R&E 프로그램기획 운영핸드북 Handbook of Annual Planning and Implementing R&E Program for the Talented 2017 과학영재창의연구 (R&E) 지원센터 이핸드북은과학고와과학영재학교의연간 R&E 프로그램기획 운영을효과적으로지원하기위해개발된것으로, 한국과학창의재단지정과학영재창의연구
제49회 부산과학전람회
 작품번호 1507 출품분야학생부출품부문지구과학 2012. 07. 10 구분성명 출품학생 지도교사 윤정관 이경훈 그림 1> 전세계광해분포지도 (Globe at Night 포스터 ) - 1 - 그림 2> 우리나라의광해분포지도 (Cinzano et al., 2001) - 2 - - 3 - 그림 3> 광해에의한하늘밝아짐이천체관측에미치는영향 (Stellarium
작품번호 1507 출품분야학생부출품부문지구과학 2012. 07. 10 구분성명 출품학생 지도교사 윤정관 이경훈 그림 1> 전세계광해분포지도 (Globe at Night 포스터 ) - 1 - 그림 2> 우리나라의광해분포지도 (Cinzano et al., 2001) - 2 - - 3 - 그림 3> 광해에의한하늘밝아짐이천체관측에미치는영향 (Stellarium
No Slide Title
 저속 고토크 유압 모터 JS,JH, 시리즈 2K / J2K, 6k / J6K 시리즈 2005-1 B137 001-02 June 2000 JH 시리즈 특징 스풀 밸브 및 지로터가 있는 컴팩트한 디자인. 수입 고압 용량 샤프트 씰, 다 양한 범위의 마운팅 플랜지, 샤프트, 포트, 속도가 설계 유연성을 제공합 니다. 샤프트 회전 방향 및 속도는 쉽고 부드럽게 제어할
저속 고토크 유압 모터 JS,JH, 시리즈 2K / J2K, 6k / J6K 시리즈 2005-1 B137 001-02 June 2000 JH 시리즈 특징 스풀 밸브 및 지로터가 있는 컴팩트한 디자인. 수입 고압 용량 샤프트 씰, 다 양한 범위의 마운팅 플랜지, 샤프트, 포트, 속도가 설계 유연성을 제공합 니다. 샤프트 회전 방향 및 속도는 쉽고 부드럽게 제어할
278 경찰학연구제 12 권제 3 호 ( 통권제 31 호 )
") 여성경찰관의직업윤리의식결정요인분석 * An Analysis of Determinantal Factors Influencing Professional Ethical Standards of South Korean Police Women 신문희 ** 이영민 *** Ⅰ. 서론 Ⅱ. 이론적배경 Ⅲ. 연구방법 Ⅳ. 연구결과 Ⅴ. 결론 Ⅰ. 서론 278 경찰학연구제 12
여성경찰관의직업윤리의식결정요인분석 * An Analysis of Determinantal Factors Influencing Professional Ethical Standards of South Korean Police Women 신문희 ** 이영민 *** Ⅰ. 서론 Ⅱ. 이론적배경 Ⅲ. 연구방법 Ⅳ. 연구결과 Ⅴ. 결론 Ⅰ. 서론 278 경찰학연구제 12
Validation Plan Template
 문서번호(Document No.) : 개정번호(Revision No.) : 00 시행일자(Effective Date) : 페이지번호(Page No.) : 1 of 9 작성자 (Prepared By) 부서 (Dept.) 직위 (Position) 이름 (Name) 서명 / 날짜 (Signature / Date) 검토자 (Reviewed By) 부서 (Dept.)
문서번호(Document No.) : 개정번호(Revision No.) : 00 시행일자(Effective Date) : 페이지번호(Page No.) : 1 of 9 작성자 (Prepared By) 부서 (Dept.) 직위 (Position) 이름 (Name) 서명 / 날짜 (Signature / Date) 검토자 (Reviewed By) 부서 (Dept.)
3. 다음은카르노맵의표이다. 논리식을간략화한것은? < 나 > 4. 다음카르노맵을간략화시킨결과는? < >
 . 변수의수 ( 數 ) 가 3 이라면카르노맵에서몇개의칸이요구되는가? 2칸 나 4칸 다 6칸 8칸 < > 2. 다음진리표의카르노맵을작성한것중옳은것은? < 나 > 다 나 입력출력 Y - 2 - 3. 다음은카르노맵의표이다. 논리식을간략화한것은? < 나 > 4. 다음카르노맵을간략화시킨결과는? < > 2 2 2 2 2 2 2-3 - 5. 다음진리표를간략히한결과
. 변수의수 ( 數 ) 가 3 이라면카르노맵에서몇개의칸이요구되는가? 2칸 나 4칸 다 6칸 8칸 < > 2. 다음진리표의카르노맵을작성한것중옳은것은? < 나 > 다 나 입력출력 Y - 2 - 3. 다음은카르노맵의표이다. 논리식을간략화한것은? < 나 > 4. 다음카르노맵을간략화시킨결과는? < > 2 2 2 2 2 2 2-3 - 5. 다음진리표를간략히한결과
2002report hwp
 2002 연구보고서 220-11 초 중등교육과정의성인지적개편을위한양성평등교육내용개발 한국여성개발원 발간사 양성평등교육내용개발진 연구요약 1. 연구목적 2. 연구방법 3. 7 차교육과정및교과서내용분석 가. 도덕과 나. 사회과 다. 실과 / 기술 가정과 4. 각교과별양성평등교육내용개발가. 도덕과 나. 사회과 다. 실과 / 기술 가정과 5. 결론 목 차 Ⅰ 서론
2002 연구보고서 220-11 초 중등교육과정의성인지적개편을위한양성평등교육내용개발 한국여성개발원 발간사 양성평등교육내용개발진 연구요약 1. 연구목적 2. 연구방법 3. 7 차교육과정및교과서내용분석 가. 도덕과 나. 사회과 다. 실과 / 기술 가정과 4. 각교과별양성평등교육내용개발가. 도덕과 나. 사회과 다. 실과 / 기술 가정과 5. 결론 목 차 Ⅰ 서론
?.? -? - * : (),, ( 15 ) ( 25 ) : - : ( ) ( ) kW. 2,000kW. 2,000kW 84, , , , : 1,
,, ( 15 ) ( 25 ) : - : ( ) ( ) kW. 2,000kW. 2,000kW 84, , , , : 1,") 기계 기구및설비설치또는변경시사업장안전성문제가걱정된다면? 제조업등유해 위험방지계획서로해결하세요! '14 9 13 10 13. ?.? -? - www.kosha.or.kr * : (),, ( 15 ) - 15 - ( 25 ) - 2 - : - : ( 2013-2 ) ( ) 10. 500kW. 2,000kW. 2,000kW 84,000 123,000 183,000
기계 기구및설비설치또는변경시사업장안전성문제가걱정된다면? 제조업등유해 위험방지계획서로해결하세요! '14 9 13 10 13. ?.? -? - www.kosha.or.kr * : (),, ( 15 ) - 15 - ( 25 ) - 2 - : - : ( 2013-2 ) ( ) 10. 500kW. 2,000kW. 2,000kW 84,000 123,000 183,000
Microsoft PowerPoint - 11주차_Android_GoogleMap.ppt [호환 모드]
![Microsoft PowerPoint - 11주차_Android_GoogleMap.ppt [호환 모드]](/thumbs/90/102499718.jpg "Microsoft PowerPoint - 11주차_Android_GoogleMap.ppt [호환 모드]") Google Map View 구현 학습목표 교육목표 Google Map View 구현 Google Map 지원 Emulator 생성 Google Map API Key 위도 / 경도구하기 위도 / 경도에따른 Google Map View 구현 Zoom Controller 구현 Google Map View (1) () Google g Map View 기능 Google
Google Map View 구현 학습목표 교육목표 Google Map View 구현 Google Map 지원 Emulator 생성 Google Map API Key 위도 / 경도구하기 위도 / 경도에따른 Google Map View 구현 Zoom Controller 구현 Google Map View (1) () Google g Map View 기능 Google
화학공학과전공 (2007 학년 ) 1학기 2학기 교과목명 학점설계시간인증 교과목명 학점설계시간인증 1 화학공학개론 2 2 필수 화공입문설계 필수 화학공정입문 3 3 필수 응용물리화학 3 3 선택 물리화학 3 3 필수 화공전산 3 3 선택 2 유기화학 3 3
 1학기 2학기 교과목명 학점설계시간인증 교과목명 학점설계시간인증 1 화학공학개론 2 2 필수 화공입문설계 필수 화학공정입문 3 3 필수 응용물리화학 3 3 선택 물리화학 3 3 필수 화공전산 3 3 선택 2 유기화학 3 3") 화학공학과전공 (2006 학년 ) 1학기 2학기 교과목명 학점설계시간인증 교과목명 학점설계시간인증 1 화학공학개론 2 필수 화공입문설계 1 1 1 필수 화학공정입문 3 3 필수 응용물리화학 3 3 선택 물리화학 3 3 필수 화공전산 3 3 선택 2 유기화학 3 3 필수화학공정해석 3 1 3 필수 화공기초실험 2 4 선택 응용유기화학 3 3 선택 화공기초실습
화학공학과전공 (2006 학년 ) 1학기 2학기 교과목명 학점설계시간인증 교과목명 학점설계시간인증 1 화학공학개론 2 필수 화공입문설계 1 1 1 필수 화학공정입문 3 3 필수 응용물리화학 3 3 선택 물리화학 3 3 필수 화공전산 3 3 선택 2 유기화학 3 3 필수화학공정해석 3 1 3 필수 화공기초실험 2 4 선택 응용유기화학 3 3 선택 화공기초실습
 목 차 - 3 - (( () ( ) - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - 2) 3) 마이크로나이즈드구리화합물, N-N 디알킬 N-N 디메칠벤질알킬암모니움카보에니트등으로구성됨. 1) - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - -
목 차 - 3 - (( () ( ) - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - - 10 - - 11 - - 12 - - 13 - - 14 - 2) 3) 마이크로나이즈드구리화합물, N-N 디알킬 N-N 디메칠벤질알킬암모니움카보에니트등으로구성됨. 1) - 15 - - 16 - - 17 - - 18 - - 19 - - 20 - - 21 - -
MD-C-035-1(N-71-18)
") MD-C-035-1(N-71-18) KEPIC 적용사례 : MD-C-035-1(N-71-18) ( 승인일자 : 2010. 8. 31) 제목 : 용접으로제조되는 KEPIC-MNF 의 1, 2, 3 및 MC 등급기기지지물의추가재 료 (KEPIC-MN) 질의 : 품목이용접으로제작될경우, KEPIC-MDP의부록 IA, IB, IIA, IIB 및 VI에나열된것이외에추가로어떤재료가
MD-C-035-1(N-71-18) KEPIC 적용사례 : MD-C-035-1(N-71-18) ( 승인일자 : 2010. 8. 31) 제목 : 용접으로제조되는 KEPIC-MNF 의 1, 2, 3 및 MC 등급기기지지물의추가재 료 (KEPIC-MN) 질의 : 품목이용접으로제작될경우, KEPIC-MDP의부록 IA, IB, IIA, IIB 및 VI에나열된것이외에추가로어떤재료가
 > 국가기술자격검정시행계획 2015. 11. 2016 - 4 - 1. 근거 2. 기본방침 - 1 - 3. 세부시행계획 - 2 - - 3 - - 4 - 4. 검정별시행계획 - 5 - - 6 - - 7 - 기술사 종목별시행회 108 110 108 110 108 110 108 109 110 108 109 110 108 109 110 108
> 국가기술자격검정시행계획 2015. 11. 2016 - 4 - 1. 근거 2. 기본방침 - 1 - 3. 세부시행계획 - 2 - - 3 - - 4 - 4. 검정별시행계획 - 5 - - 6 - - 7 - 기술사 종목별시행회 108 110 108 110 108 110 108 109 110 108 109 110 108 109 110 108
04 Çмú_±â¼ú±â»ç
 42 s p x f p (x) f (x) VOL. 46 NO. 12 2013. 12 43 p j (x) r j n c f max f min v max, j j c j (x) j f (x) v j (x) f (x) v(x) f d (x) f (x) f (x) v(x) v(x) r f 44 r f X(x) Y (x) (x, y) (x, y) f (x, y) VOL.
42 s p x f p (x) f (x) VOL. 46 NO. 12 2013. 12 43 p j (x) r j n c f max f min v max, j j c j (x) j f (x) v j (x) f (x) v(x) f d (x) f (x) f (x) v(x) v(x) r f 44 r f X(x) Y (x) (x, y) (x, y) f (x, y) VOL.
대한주택보증 ( 주 ) 대한주택보증
 대한주택보증") 대한주택보증 ( 주 ) 335 2.6 대한주택보증 대한주택보증 ( 주 ) 337 1. 평가결과요약 평가부문 종합 경영 부문 (35) 주요 사업 부문 (35) 경영 관리 부문 (30) 평가지표평가방법점수등급득점 (1) 책임경영구현및공익성제고를위한최고경영진의노력과성과 9등급평가 6 B + 4.500 (2) 이사회 감사기능의활성화노력과성과 9등급평가 4 B +
대한주택보증 ( 주 ) 335 2.6 대한주택보증 대한주택보증 ( 주 ) 337 1. 평가결과요약 평가부문 종합 경영 부문 (35) 주요 사업 부문 (35) 경영 관리 부문 (30) 평가지표평가방법점수등급득점 (1) 책임경영구현및공익성제고를위한최고경영진의노력과성과 9등급평가 6 B + 4.500 (2) 이사회 감사기능의활성화노력과성과 9등급평가 4 B +
 - 3 - 1 10. 10. 12 1. 12 2. 12. 13 2 14 2.1 14 2.2 17 2.3 18 2.4 19 2.5 21 (1) 21 (2) DNA 23 (3) 24 (4) 16S rrna 25 (5) (Polymerase chain reaction, PCR) 26 (6) PCR Primer 27 2.6 28. / 28-4 - (1) Bioaerosol
- 3 - 1 10. 10. 12 1. 12 2. 12. 13 2 14 2.1 14 2.2 17 2.3 18 2.4 19 2.5 21 (1) 21 (2) DNA 23 (3) 24 (4) 16S rrna 25 (5) (Polymerase chain reaction, PCR) 26 (6) PCR Primer 27 2.6 28. / 28-4 - (1) Bioaerosol
Microsoft Word - [2017SMA][T8]OOPT_Stage_2040 ver2.docx
![Microsoft Word - [2017SMA][T8]OOPT_Stage_2040 ver2.docx](/thumbs/103/160057643.jpg "Microsoft Word - [2017SMA][T8]OOPT_Stage_2040 ver2.docx") OOPT Stage 2040 - Design Feesual CPT Tool Project Team T8 Date 2017-05-24 T8 Team Information 201211347 박성근 201211376 임제현 201411270 김태홍 2017 Team 8 1 Table of Contents 1. Activity 2041. Design Real Use
OOPT Stage 2040 - Design Feesual CPT Tool Project Team T8 Date 2017-05-24 T8 Team Information 201211347 박성근 201211376 임제현 201411270 김태홍 2017 Team 8 1 Table of Contents 1. Activity 2041. Design Real Use
최종보고서_경기과학기술진흥원 김진규_ hwp
 곰취를이용한혈행개선용건강기능식품개발 - 1 - - 2 - - 3 - μ μ μ μ - 4 - SUMMARY μ - 5 - μ μ γ α - 6 - μ μ μ μ μ μ - 7 - CONTENTS - 8 - - 9 - 제 1 장 연구개발과제의개요 - 10 - - 11 - - 12 - - 13 - 제 2 장 국내외기술개발현황 - 14 - - 15 - - 16 -
곰취를이용한혈행개선용건강기능식품개발 - 1 - - 2 - - 3 - μ μ μ μ - 4 - SUMMARY μ - 5 - μ μ γ α - 6 - μ μ μ μ μ μ - 7 - CONTENTS - 8 - - 9 - 제 1 장 연구개발과제의개요 - 10 - - 11 - - 12 - - 13 - 제 2 장 국내외기술개발현황 - 14 - - 15 - - 16 -
학점배분구조표(표 1-20)
") 1 학년 2 학년 3 학년합 1 2 1 2 1 2 학문의기초 6 6 12 3 3 15 핵문학과예술 3 3 3 심역사와철학 교 양 자연의이해 3 3 3 선택 3 3 3 3 3 3 6 12 교양학점 12 12 24 3 3 6 3 3 6 36 1 학년 2 학년 3 학년합 1 2 1 2 1 2 학문의기초 3 3 6 6 핵 문학과예술 심 역사와철학 3 3 6 6 교
1 학년 2 학년 3 학년합 1 2 1 2 1 2 학문의기초 6 6 12 3 3 15 핵문학과예술 3 3 3 심역사와철학 교 양 자연의이해 3 3 3 선택 3 3 3 3 3 3 6 12 교양학점 12 12 24 3 3 6 3 3 6 36 1 학년 2 학년 3 학년합 1 2 1 2 1 2 학문의기초 3 3 6 6 핵 문학과예술 심 역사와철학 3 3 6 6 교
1-표지 및 목차 & 1-서론 (최종보고서안).hwp
.hwp") 목차 표목차 그림목차 1 제 1 장서론 하수도시설내진기준마련을위한연구 1.1 1.2 1.3 제 1 장서론 하수도시설내진기준마련을위한연구 2 제 2 장 국내외주요지진발생현황 및피해사례조사 분석 하수도시설내진기준마련을위한연주 2.1 서론 2.2 국내지진발생현황및발생빈도 2.3 국외주요지진과하수도시설피해상황 제 2 장국내외주요지진발생현황및피해사례조사
목차 표목차 그림목차 1 제 1 장서론 하수도시설내진기준마련을위한연구 1.1 1.2 1.3 제 1 장서론 하수도시설내진기준마련을위한연구 2 제 2 장 국내외주요지진발생현황 및피해사례조사 분석 하수도시설내진기준마련을위한연주 2.1 서론 2.2 국내지진발생현황및발생빈도 2.3 국외주요지진과하수도시설피해상황 제 2 장국내외주요지진발생현황및피해사례조사
목 차 Ⅰ. 조사개요 2 1. 조사목적 2 2. 조사대상 2 3. 조사방법 2 4. 조사기간 2 5. 조사사항 2 6. 조사표분류 3 7. 집계방법 3 Ⅱ 년 4/4 분기기업경기전망 4 1. 종합전망 4 2. 창원지역경기전망 5 3. 항목별전망 6 4. 업종
 2 0 1 4 년 4 / 4 분기 2014. 9 목 차 Ⅰ. 조사개요 2 1. 조사목적 2 2. 조사대상 2 3. 조사방법 2 4. 조사기간 2 5. 조사사항 2 6. 조사표분류 3 7. 집계방법 3 Ⅱ. 2014 년 4/4 분기기업경기전망 4 1. 종합전망 4 2. 창원지역경기전망 5 3. 항목별전망 6 4. 업종별전망 7 5. 규모및유형별전망 8 6. 정부경기부양정책발표에따른영향
2 0 1 4 년 4 / 4 분기 2014. 9 목 차 Ⅰ. 조사개요 2 1. 조사목적 2 2. 조사대상 2 3. 조사방법 2 4. 조사기간 2 5. 조사사항 2 6. 조사표분류 3 7. 집계방법 3 Ⅱ. 2014 년 4/4 분기기업경기전망 4 1. 종합전망 4 2. 창원지역경기전망 5 3. 항목별전망 6 4. 업종별전망 7 5. 규모및유형별전망 8 6. 정부경기부양정책발표에따른영향
일시 : 2013 년 6 월 12 일 ( 수 ) 10:00 ~ 18:00 장소 : 중소기업중앙회중회의실 (2 층 ) 주최 : 한국경제연구원 ( 사 ) 한국규제학회 ( 사 ) 한국규제학회 Korea Society For Regulatory Studies
 10:00 ~ 18:00 장소 : 중소기업중앙회중회의실 (2 층 ) 주최 : 한국경제연구원 ( 사 ) 한국규제학회 ( 사 ) 한국규제학회 Korea Society For Regulatory Studies") 일시 : 2013 년 6 월 12 일 ( 수 ) 10:00 ~ 18:00 장소 : 중소기업중앙회중회의실 (2 층 ) 주최 : 한국경제연구원 ( 사 ) 한국규제학회 ( 사 ) 한국규제학회 Korea Society For Regulatory Studies 2013 년한국규제학회춘계학술대회일정 일시 : 2013 년 6 월 12 일 ( 수 ) 10:00 장소 :
일시 : 2013 년 6 월 12 일 ( 수 ) 10:00 ~ 18:00 장소 : 중소기업중앙회중회의실 (2 층 ) 주최 : 한국경제연구원 ( 사 ) 한국규제학회 ( 사 ) 한국규제학회 Korea Society For Regulatory Studies 2013 년한국규제학회춘계학술대회일정 일시 : 2013 년 6 월 12 일 ( 수 ) 10:00 장소 :
의약품의_품목허가·신고_심사 체크리스트_및_세부_업무_매뉴얼.hwp
 의약품의품목허가 신고 체크리스트및세부업무매뉴얼 의약품심사부 목 차 1. 개요 1 2. 의약품제조판매 수입품목허가 신고절차 2 3. 의약품허가및신고대상의구분 3 4. 의약품허가및신고처리부서 4 5. 의약품허가 신고체크리스트 5 6. 의약품변경허가 신고체크리스트 21 7. 세부업무매뉴얼 ( 일부 ) 34 1 개요 < 법령 > 약사법 ( 법률제 12450 호, 14.3.18,
의약품의품목허가 신고 체크리스트및세부업무매뉴얼 의약품심사부 목 차 1. 개요 1 2. 의약품제조판매 수입품목허가 신고절차 2 3. 의약품허가및신고대상의구분 3 4. 의약품허가및신고처리부서 4 5. 의약품허가 신고체크리스트 5 6. 의약품변경허가 신고체크리스트 21 7. 세부업무매뉴얼 ( 일부 ) 34 1 개요 < 법령 > 약사법 ( 법률제 12450 호, 14.3.18,
동아시아국가들의실질환율, 순수출및 경제성장간의상호관계비교연구 : 시계열및패널자료인과관계분석
 동아시아국가들의실질환율, 순수출및 경제성장간의상호관계비교연구 : 시계열및패널자료인과관계분석 목차 I. 서론 II. 동아시아각국의무역수지, 실질실효환율및 GDP간의관계 III. 패널데이터를이용한 Granger인과관계분석 IV. 개별국실증분석모형및 TYDL을이용한 Granger 인과관계분석 V. 결론 참고문헌 I. 서론 - 1 - - 2 - - 3 - - 4
동아시아국가들의실질환율, 순수출및 경제성장간의상호관계비교연구 : 시계열및패널자료인과관계분석 목차 I. 서론 II. 동아시아각국의무역수지, 실질실효환율및 GDP간의관계 III. 패널데이터를이용한 Granger인과관계분석 IV. 개별국실증분석모형및 TYDL을이용한 Granger 인과관계분석 V. 결론 참고문헌 I. 서론 - 1 - - 2 - - 3 - - 4
온습도 판넬미터(JTH-05) 사양서V1.0
 사양서V1.0") 온습도 조절기 Model:JTH-05 1. 제품 사양. [제품 구분] JTH-05A(입력 전원 AC), JTH-05D(입력 전원 DC) [전원 사양] JTH-05A 입력 전압 출력 전원 소비 전력 JTH-05D AC 90~240V DC 10~36V 12Vdc / Max.170mA Max.2W [본체 사이즈] ~ 온/습도 범위(본체): 사용 [0 ~ 50, 85%RH
온습도 조절기 Model:JTH-05 1. 제품 사양. [제품 구분] JTH-05A(입력 전원 AC), JTH-05D(입력 전원 DC) [전원 사양] JTH-05A 입력 전압 출력 전원 소비 전력 JTH-05D AC 90~240V DC 10~36V 12Vdc / Max.170mA Max.2W [본체 사이즈] ~ 온/습도 범위(본체): 사용 [0 ~ 50, 85%RH
환경중잔류의약물질대사체분석방법확립에 관한연구 (Ⅱ) - 테트라사이클린계항생제 - 환경건강연구부화학물질연구과,,,,,, Ⅱ 2010
 - 테트라사이클린계항생제 - 환경건강연구부화학물질연구과,,,,,, Ⅱ 2010") 11-1480523-000702-01 환경중잔류의약물질대사체분석방법확립에 관한연구 (Ⅱ) - 테트라사이클린계항생제 - 환경건강연구부화학물질연구과,,,,,, Ⅱ 2010 목차 ⅰ ⅱ ⅲ Abstract ⅳ Ⅰ Ⅱ i 목차 Ⅲ Ⅳ i 목차 ii 목차 iii Abstract α β α β iv Ⅰ. 서론 Ⅰ 1 Ⅱ. 연구내용및방법 Ⅱ. 2 Ⅱ. 연구내용및방법
11-1480523-000702-01 환경중잔류의약물질대사체분석방법확립에 관한연구 (Ⅱ) - 테트라사이클린계항생제 - 환경건강연구부화학물질연구과,,,,,, Ⅱ 2010 목차 ⅰ ⅱ ⅲ Abstract ⅳ Ⅰ Ⅱ i 목차 Ⅲ Ⅳ i 목차 ii 목차 iii Abstract α β α β iv Ⅰ. 서론 Ⅰ 1 Ⅱ. 연구내용및방법 Ⅱ. 2 Ⅱ. 연구내용및방법